Изобретение относится к машиностроению, а именно к нромышленным роботам, и может быть использовано в различных отраслях промышленности, связанных с серийным производством деталей типа колец, иреимушественно в подшипниковой промышленности для загрузки и выгрузки технологи чес ко I o оборудования.
Целью изобретения является рас1нирение технологических возможностеГ; робота за счет обеспечения передачи с одного Н1пинде- ля станка на деталей |)азных тино- разме К)в.
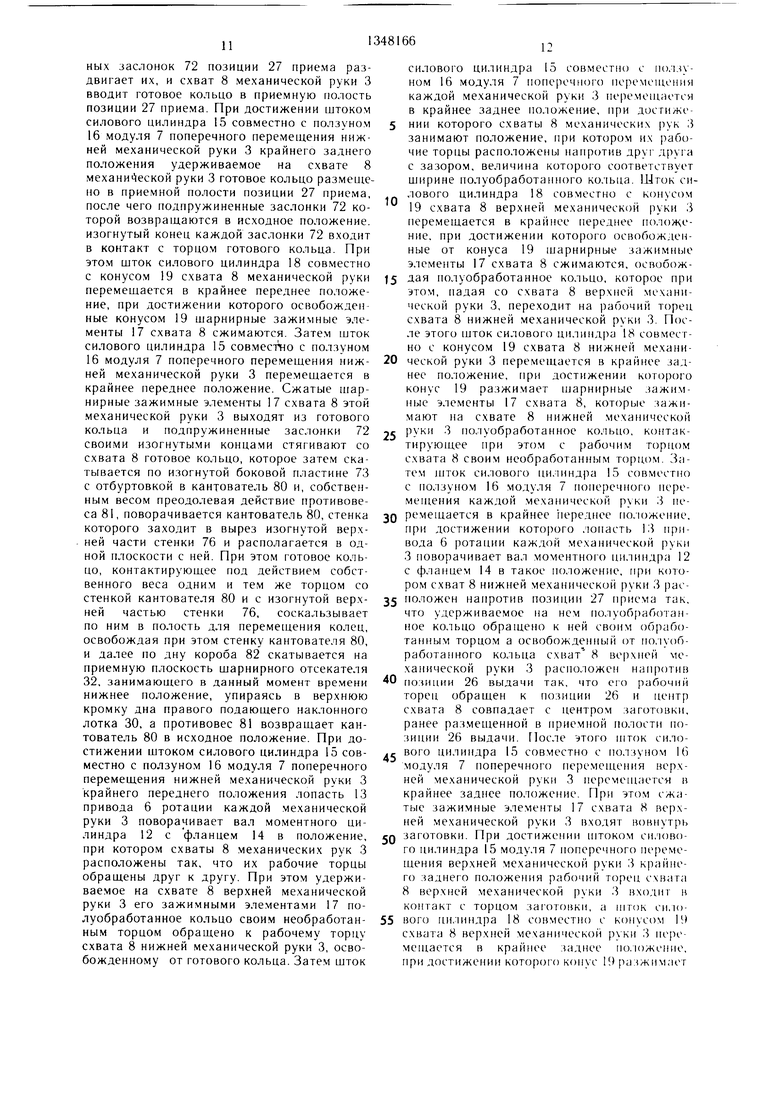
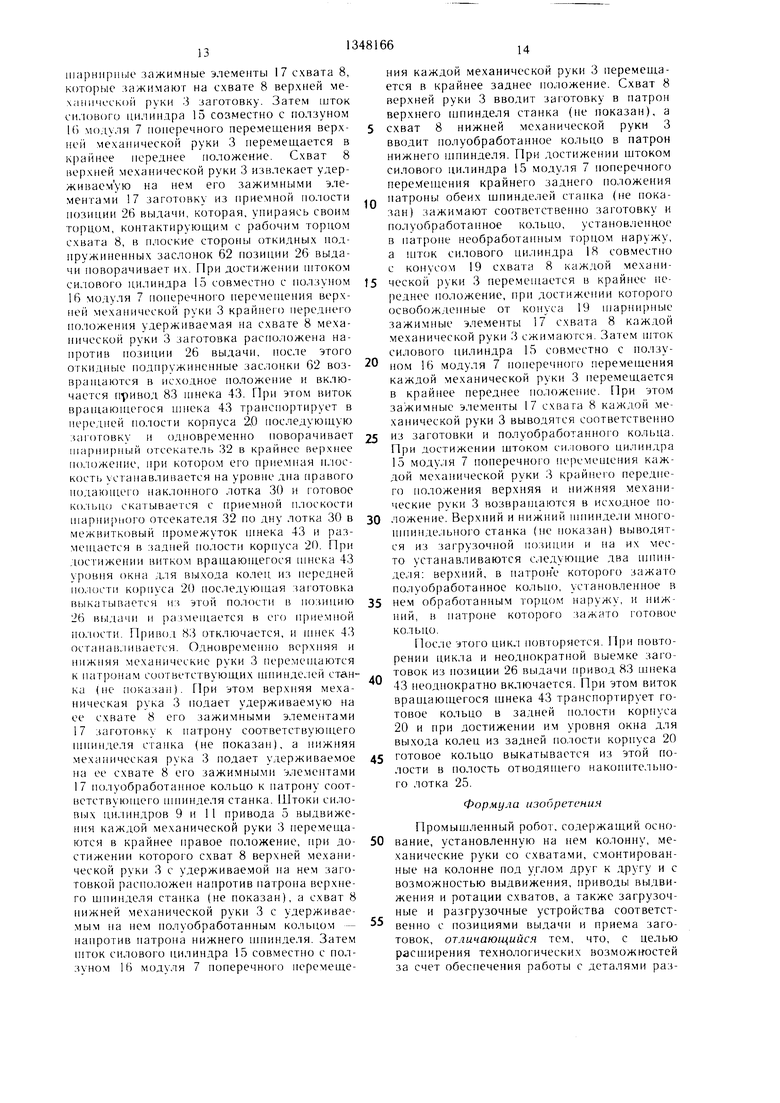
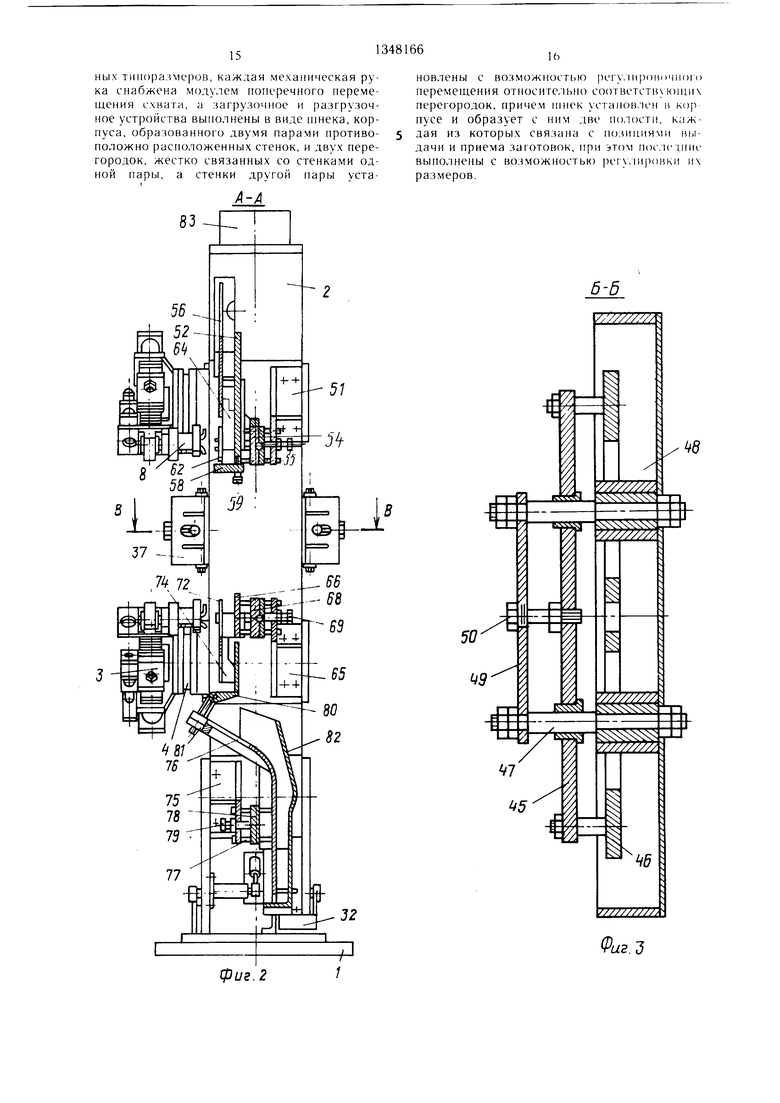
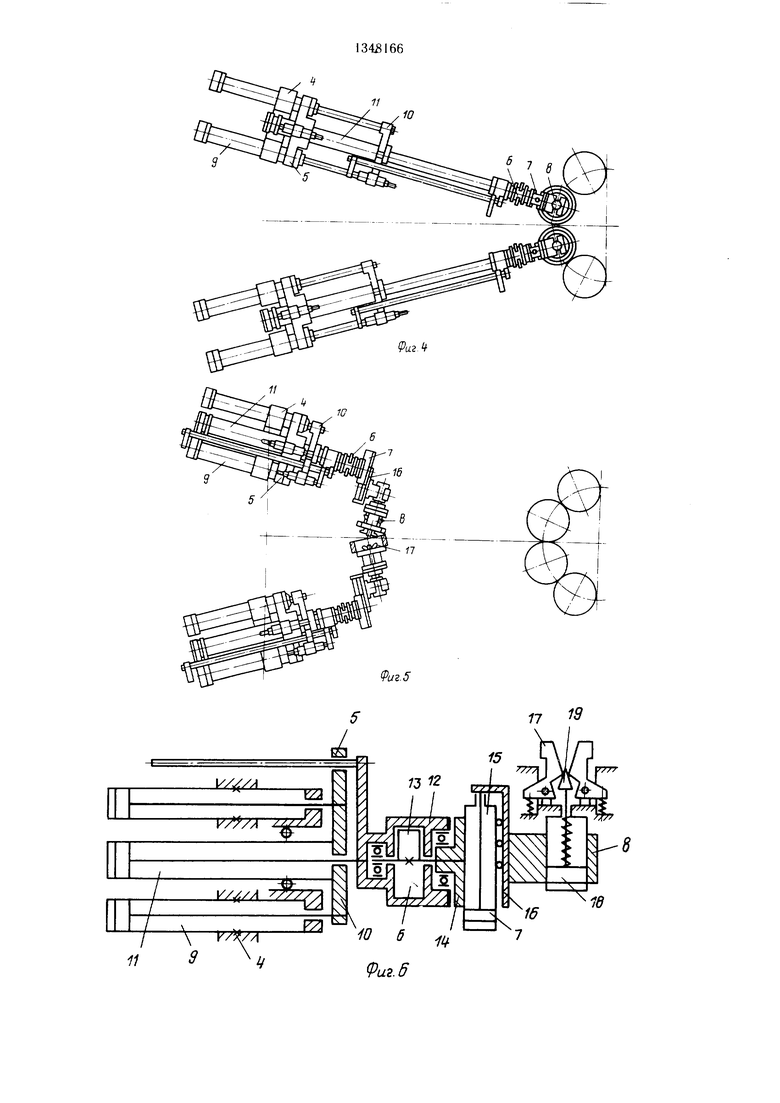
На фиг. 1 изображен промышленный робот (механические руки в исходном но- .южении), обп1ий вид; на фиг, 2 )азрез Л .Л на фнг. 1; на фиг. 3 разрез Б- Б на фиг. 1; на фи| 4 - механические руки в рабочем по. южении, схват1 1 которых рае- ноложены напротив шнинделей станка; на фиг. 5 - то же, схваты обращены друг к другу рабочими торцами; на фиг. 6 - кинема- шческая схема механической руки; на фиг. 7- разрез В -В на фиг. 2; на фи1 8 разрез Г Г на фиг. 7; на фиг. 9 - колонна промышленного робота; на фиг. 10 - разрез Д -Д на фиг. 9; на (. 1 1 - разрез Е -Е на фиг. 9.
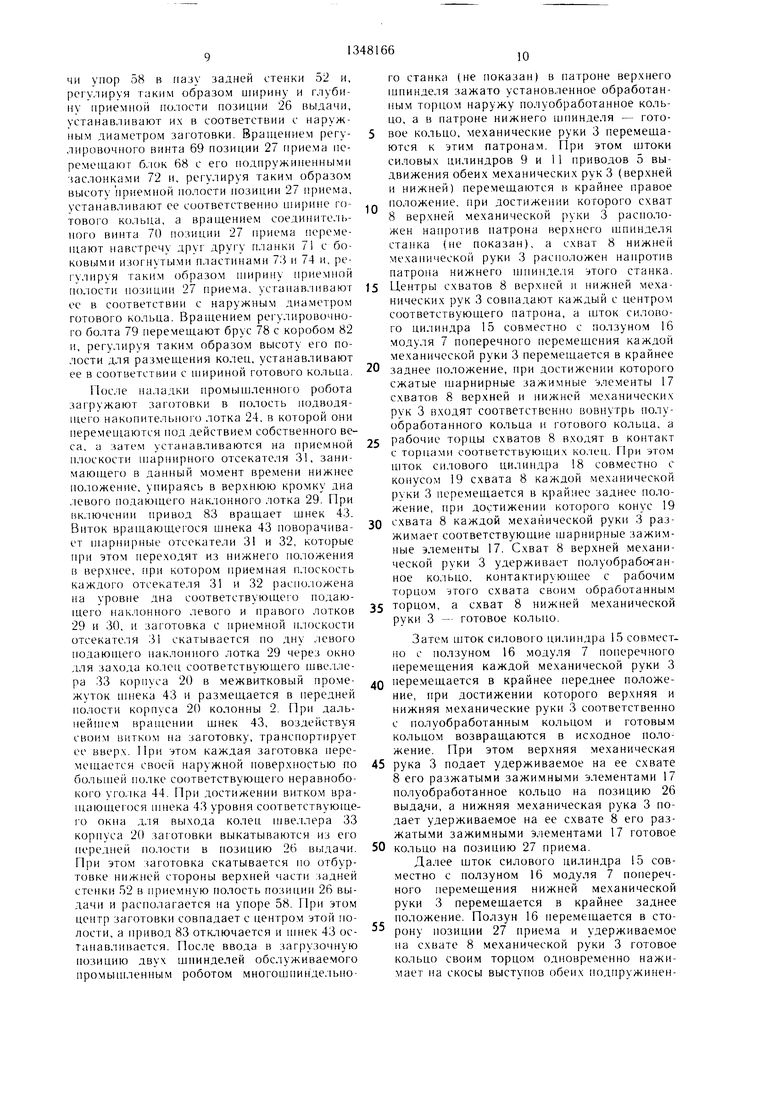
1ромып1ленный 1)обот содержит основание I, на котором смонтирована колонна 2. Механические руки 3 установлены под углом друг к другу на колонне 2. Каждая механическая рука 3 (фиг. 4 и 5) состоит из к}М)ннггейна 4, на котором смонти- рован1)1 приводы выдвижения 5 и ротации 6. модуль 7 поперечного перемещения и с хват 8. Привод 5 выдвижения (фиг. 6) 1 ыполнен в виде двух силовых цилиндров 9, корпуса ко- торьгх смоптнрованы на кронн1тей 1е 4, а их штоки скреплен) траверсой К), несу1 1ей кор- ус ) силового ци. индра I I. На нтоке т)) )го 1илиндра 1 1 уста 1овле 6 , вынол 1ен н ы И в виде 12, ia валу которого в олост 1 цили1 дра установ.чена 13, а ia к)Г,е вала - флане 14.
. М()ду.ь 7 11О 1ереч()ГО неремеше ия вы- о. иде силового 1илиндра 15, на токе ко1() , 1ен ползу) 16.
( 8 смонтирова на ползу е 16 и вы- no, i виде зажимных элементов 17, уста 1овлен)х ia KO)iyce сило- )а 18 и под 1ружинеи Ь х относительно ослед 1е1 о. На 11токе силового ци- Л 1ндра 8 смонтирован конус 19, взаимо- дейсгвуюший с зажим ыми элементами 17.
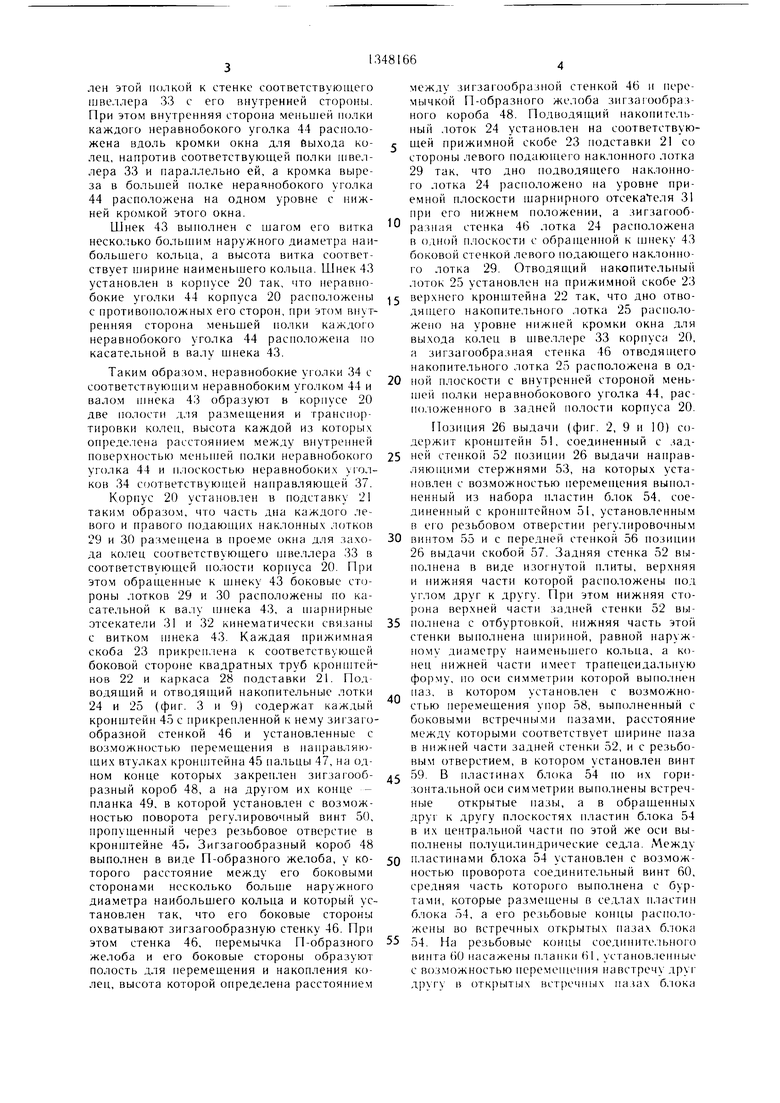
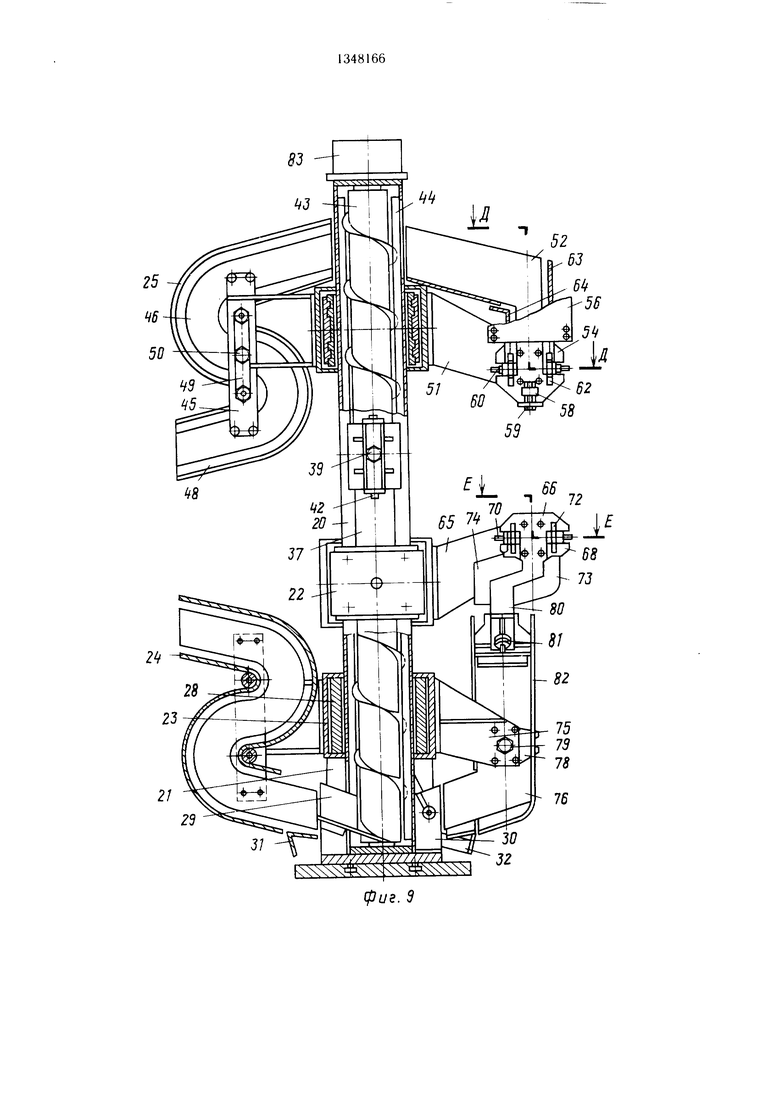
Ко.лонна 2 (фиг. 9) . в виде корнуса 20, уста овленного в подставку 21 и охваче1 ого С 1аружи кро итейна.ми 22. Снаружи 20 с одной его сто- с 1омошью прижимных скоб 23 закреп- лены Г одводяший 24 и отводя Ц 1Й 25 нако- 1ительные лотки, нервый из которых ложен ниже кронштейнов 22, а второй - над 1ервым кронп1тейнов 22. С противоположной стороны корпуса 20 закреплены позиция 26 выдачи и позиция 27 приема. Подставка 21 содержит каркас 28 с ребрами жесткости, с обеих сторон которого
расположены левый и 1равый наклонные подаюшие лотки 29 и 30 и соответствующие им шарнирные отсекатели 31 и 32, парпир каждого из которых закреплен на соответствующем ребре жесткости карка,. са 28. Каркас 28 вЬ)И1олнен в виде квадратной трубы, расположенной над его основанием н связанной с ним ребрами жесткости. При верхнем ноложении отсекателей 31 и 32 приемная плоскость каждого отсекателя 3 и 32 расг1оложе 1а ia уровне дна соот5 ветствуюн его накло 1 1ого подающего лотка 29 1 30.
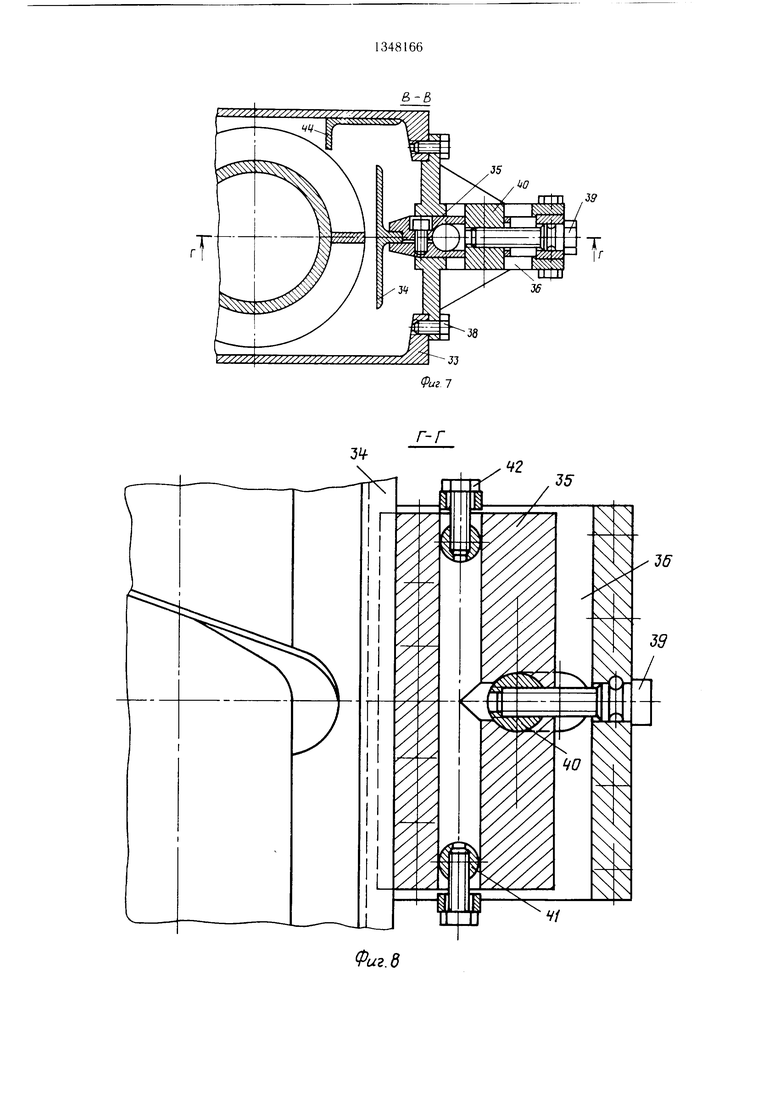
20 (. 7) образован двумя парами ротивоположно расположенных стенок, из которых одна iapa вы1 олнена из
Q двух швеллеров 33, а другая пара - в виде двух неравнобоких уголков 34, меньпше полки которых скреплены между собой и за- крепле 1Ы в губках прижима 35 П-образ- ого корпуса 36, смо 1тирован 1О о на направляющих 37, закреплен 1ых болтами 38 на
5 соответствующих полках 1пве,:1, 33. На- ирав-ляющие 37 установле)ы с противог о,тож- сторон колоннь 2 таким образом, что два 1еравнобоких уголка 34 каждой направ- 37 расположе(Ы в ромежутке между соответствую ци.ми 1олками швелле0 ров 33. Швеллера 33 установлены так, что их 1о,ки обраще 1ы друг к другу. В i верхней частях стенки каждого нвеллера 33 вы 1о:1нены соответственно окно для захода колец и окно для выхода ко.лец, расположенные диагонально, при этом окна для захода
5 коле, в обоих лвеллера,х 33 расположе 1ы диагонально противополож 1о друг другу и . 1О ично им расиоложе 1ы окна для выхода колец, а 1ромежуток между стенками пвеллеров 33 несколько наружного
п диаметра наибольшего кольца.
В средней части перемычки П-образного 36 (фиг. 7 и 8) установлен регулировочный винт 39, а между стенками его установлен прижим 35 с осью 40, двумя шарнирами 41 и двумя нерав и:)бокими уголка5 ми 34. В средней части стенок П-образного 36 в полне 1Ь пазы, в которых установлены оси 40 прижима 35. В оси 40 и шарнирах 41 вы 1олнень резьбовые отверстия, через которые пропушены соответственно регулировочный винт 39 и
0 установочные винты 42,
Каждый крон итейн 22 вы1 олнен в виде квадратной трубы. Кррнц тейны 22 лены на корпусе 20 один над другим.
Загрузочное и разгрузочное устройства выполнены в виде 43, корпуса 20 и
двух 1ерегородок, состоящих из неравнобоких уголков 44. Каждый неравнобокий уголок 44 выполнен с вырезом большей полки на одном его конце и при кренлен этой полкой к стенке соответствующего 1ивеллера 33 с его внутренней стороны. При этом внутренняя сторона меньшей гихпки каждого неравнобокого уголка 44 расположена вдоль кромки окна для выхода колец, напротив соответствующей полки швеллера 33 и параллельно ей, а кромка выреза в больи1ей полке неравнобокого уголка 44 расположена на одном уровне с нижней кромкой этого окна.
Шнек 43 выполнен с шагом его витка несколько больп1пм наружного диаметра наибольшего кольца, а высота витка соответствует шнрине наименьшего кольца. Шнек 43 установлен в корпусе 20 так, что нерапно- бокие уголки 44 корпуса 20 расположены с противоположных его сторон, при этом внутренняя сторона меньшей нолки каждогч) неравнобокого уголка 44 расположена по касательной в валу шнека 43.
Таким обра.чом, неравнобокие уголки 34 с соответствующим неравнобоким уголком 44 и валом 1пнека 43 образуют в корпусе 20 две полости для размещения и транспортировки колец, высота каждой из которых опреде, 1ена расстояпием между внутренней поверхностью меныпей полки перавнобокого уголка 44 и н.юскостью неравнобоких у| ол- ков 34 соответствующей направляюп;ей 37.
Корпус 20 установлен в подставку 21 таким образом, что часть дна каждого левого и правого подающи.х наклонны.х лотков 29 и 30 размепхена в нрое.ме окна для захода колец соответствующего швеллера 33 в соответствующей полостн корпуса 20. При этом обращенные к щнеку 43 боковые стороны лотков 29 и 30 расположены по касательной к валу шнека 43, а шарнирные этсекатели 31 и 32 кинематически связаны с витком шнека 43. Каждая прнжимная скоба 23 прикрен. 1ена к соответствующей боковой стороне квадратных труб кронштейнов 22 и каркаса 28 подставки 21. Пол- водящий и отводящий накопительные лотки 24 и 25 (фиг. 3 и 9) содержат каждый кронштейн 45 с прикрепленной к нему зигзагообразной стенкой 46 и установленные с возможностью пере.мещения в направляющих втулках кронштейна 45 пальцы 47, на одном конце которых закреплен зигзагообразный короб 48, а на дру1 ом их конце - планка 49, в которой установлен с возможностью поворота регулировочный винт 50, пропущенный через резьбовое отверстие в кронп1тейне 45, Зигзагообразный короб 48 выполнен в виде П-образного желоба, у которого расстояние между его боковыми сторонами несколько больше наружного диаметра наибольшего кольца и который установлен так, что его боковые стороны охватывают зигзагообразную стенку 46. При этом стенка 46, перемычка П-образного желоба и его боковые стороны образуют полость для перемещения и накопления колец, высота которой определена расстоянием
между зигзагообразной стенкой 46 н перемычкой П-образпого же,тоба зигзагообраз- HOi o короба 48. Подводящий накопите.чь- ный лоток 24 установлен на соответствую- с щей прижимной скобе 23 подставки 21 со стороны левого подающего наклонного лотка 29 так, что дно подводящего наклонного лотка 24 расположено на уровне приемной плоскости щарнирного отсека геля 31 при его нижнем положении, а зигзагооб разная стенка 46 лотка 24 расположена в одной плоскости с обран1енной к 1инеку 43 боковой стенкой левого подающего наклонного лотка 29. Отводящий накопительный лоток 25 установлен на прижимной скобе 23
5 верхнего кронштейна 22 так, что дно отводящего накопительного лотка 25 расположено на уровне нижней кромки окна для выхода колец в швеллере 33 корпуса 20, а зигзагообразная стенка 46 отводя1цего накопительного лотка 25 расположена в од0 ной плоскости с внутренней стороной меньшей полки неравнобокового уголка 44, рас- но.юженного в задней полостн корпуса 20.
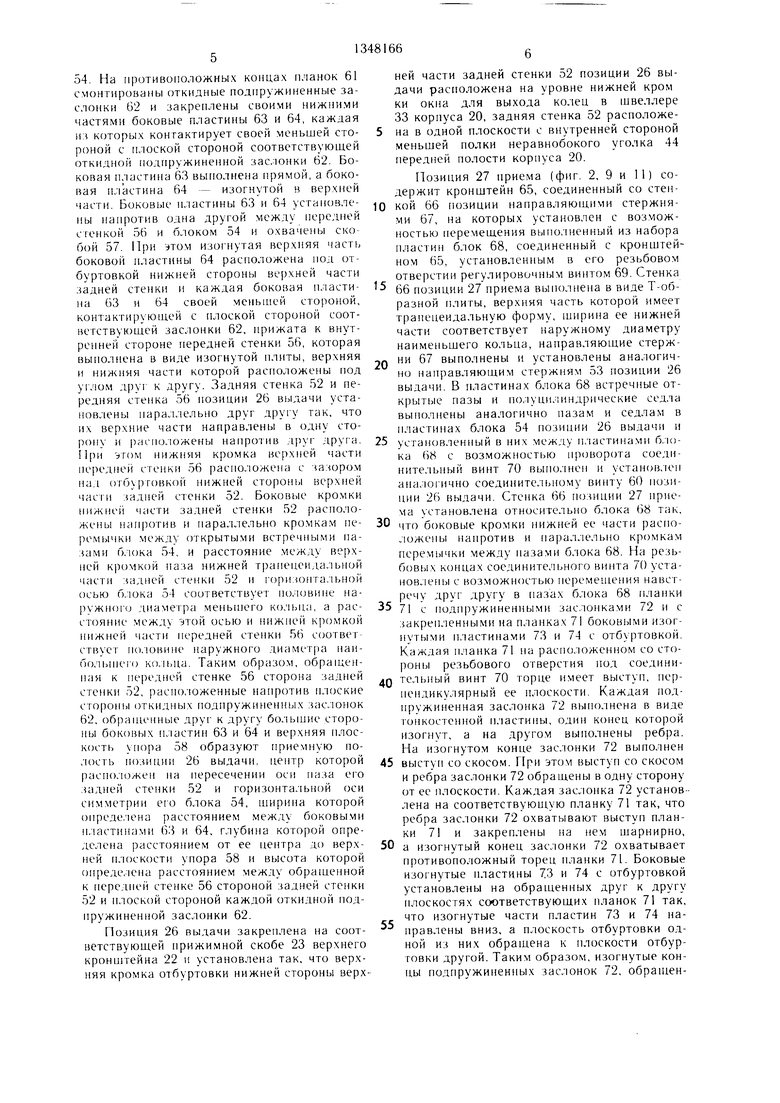
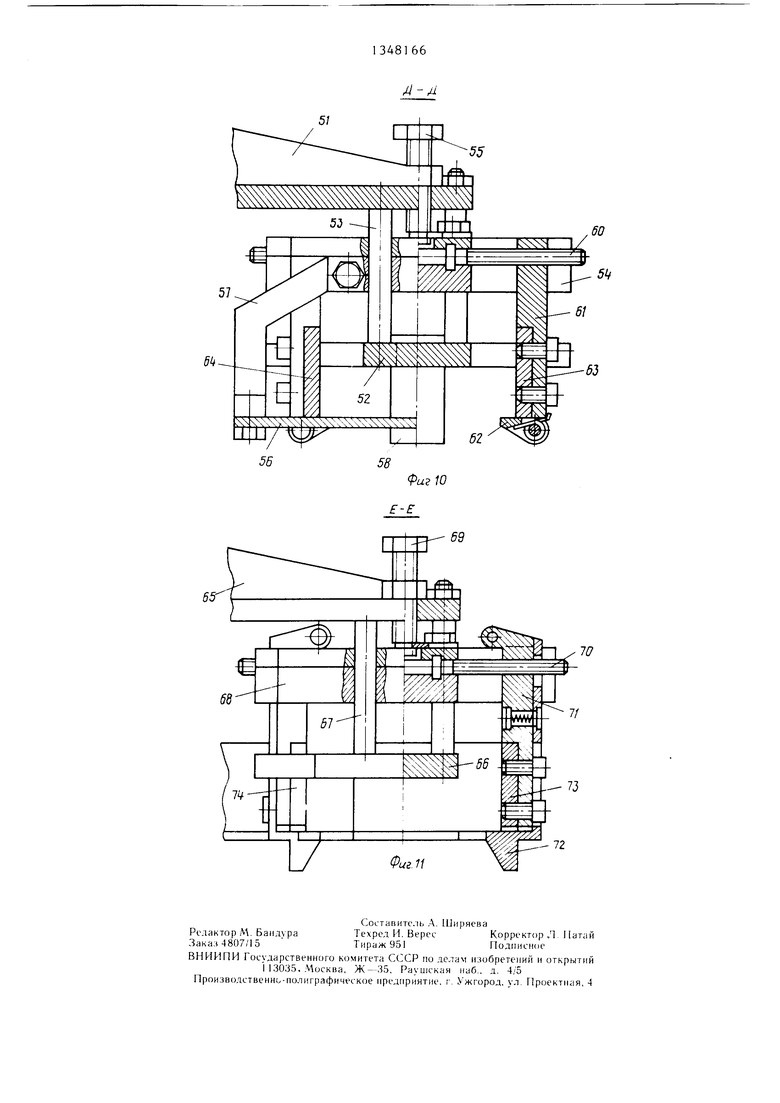
Позиция 26 выдачи (фиг. 2, 9 и 10) содержит кронштейн 51, соединенный с зад5 ней стенкой 52 нозиции 26 выдачи нанрав- ляю11и1ми стержнями 53, на которых установлен с возможностью перемен1,ения вынол- ненный из набора пластин блок 54, соединенный с крон1нтейном 51, установленным в ег о резьбовом отверстии регулировочным
0 винтом 55 и с передней стенкой 56 нозиции 26 вылтачи скобой 57. Задняя стенка 52 выполнена в виде изогнутой плиты, верхняя и пижняя части которой расположены под углом друг к другу. При этом нижняя сторона верхней части задней стенки 52 вы5 полнена с отбуртовкой, нижняя часть этой стенки выполнена шириной, равной наружному диаметру наименылего кольца, а конец нижней части имеет трапецеидальную форму, по оси симметрии которой выполнен
- аз, в котором установлен с возможностью перемещения упор 58, выполненный с боковыми встречными пазами, расстояние между которы.ми соответствует njnpnne паза в нижней части задней стенки 52, и с резьбовым отверстием, в котором установлен винт
5 59. В пластинах блока 54 но их горизонтальной оси симметрии выпо,1нены встречные открытые назы, а в обращенных друг к другу плоскостях пластин блока 54 в их центральной части по этой же оси выполнены нолуцилиндрические седла.
0 пластинами блоха 54 установлен с возможностью нроворота соединительный винт 60, средняя часть которого выполнена с буртами, которые раз.мещены в седлах пластин блока 54, а его резьбовые концы расположены во встречных открытых паза.х б. юка
5 54. На резьбовые концы соединительного винта ()0 насажены планки 61, установ.ченные с возможностью перемещения навстречу другу в открытых встречных пазах б.юка
54. На противоположных концах планок 61 смонтированы откидные подпружпненные заслонки 62 и закреплены своими нижними частями боковые пластины 63 и 64, каждая из которых контактирует своей меньшей стороной с плоской стороной соответствующей откидной юдпружиненной зас. юнки 62. Боковая пластина 63 выполнена прямой, а боковая пластина 64 - изогнутой в верхней части. Боковые пластины 63 и 64 установле- пы напротив одна другой между передней стенкой 56 и блоком 54 и охвачены скобой 57. При :(том изогнутая верхняя часть боковой пластины 64 расположена нод от- буртовкой нижней стороны верхней части задней сте){ки и каждая боковая нласти- на 63 и 64 своей меньшей стороной, контактирующей с плоской стороной соответствующей заслонки 62, нрижата к внутренней стороне передней стенки 56, которая выполнена в виде изогнутой плиты, верхняя и нижняя части которой расположены под углом друг к другу. Задняя стенка 52 и передняя стенка 56 позиции 26 выдачи установлены нара;1лельно друг дру| у так, что их верхние части направлены в одну сторону и |)агпо.1ожены напротив друг друга. При этом нижняя кромка верхней части нередней стенки 56 расно.ложена с зазором над отбурговкой нижней стороны верхней часги задней стенки 52. Боковые кро.мки нижне части задней стенки 52 расположены напротив и параллельпо кромкам перемычки между открыты.ми встречными пазами блока 54. и расстояние между верхней кромкой паза нижней т|)апецеидальной части задней стенкп 52 и |-оризо гга, 1ьной осью б.лока 54 соответствует но. ювине на- 1ужно1ч диаметра меныпего кольца, а рас- стояпие между это осью и нижней кромкой }1ижней части передней стенкп 56 соответ ствует по.ювине наружного диаметра наи- болынего ко,1ьца. Таким образом, обращенная к передней стенке 56 сторона задней стенки 52, расположенные напротив плоские сгороны откидных подпружиненных заслонок 62. обращенные друг к другу больп ие стороны боковых 1ластин 63 и 64 и верхняя плоскость упора 58 образуют приемную полость позиции 26 выдачи, центр которой распо. южен на пересечении оси паза его задней стенки 52 и горизонта,тьной оси симметрии его блока 54, ширина которой определена расстоянием между боковыми пластинами 63 и 64. глубина которой определена расстоянием от ее центра до верхней плоскости упора 58 и высота которой определепа расстоянием между обращенной к передней стенке 56 стороной задней стенки 52 и илоской стороной каждой откидной подпружиненной заслонки 62.
Позиция 26 выдачи закреплена на соответствующей нрижимной скобе 23 верхнего кронп1тейна 22 и установлена так. что верхняя кромка 01буртовки нижней стороны верх0
0
5
ней части задней стенки 52 позиции 26 выдачи расположена на уровне нижней кром ки окна для выхода колец в щвеллере 33 корпуса 20, задняя стенка 52 расположена в одной плоскости с внутренней стороной меньшей полки неравнобокого уголка 44 передней полости корпуса 20.
Позиция 27 приема (фиг. 2. 9 и 11) содержит кронштейн 65, соединенный со стенкой 66 позиции направляющими стержнями 67, на которых установлен с возможностью перемещения выполненный из набора пластин блок 68, соединенный с кронштейном 65, установленным в его резьбовом отверстии регулировочным винтом 69. Стенка 66 позиции 27 приема выполнена в виде Т-образной плиты, верхняя часть которой имеет трапецеидальную форму, щирипа ее нижней части соответствует наружному диаметру наименьщего кольца, направляющие стержни 67 выполнены и установлены аналогично направляющим стержням 53 позиции 26 выдачи. В пластинах блока 68 встречные открытые пазы и полуцплиндрические седла выполнены аналогично пазам и седлам в пластипах блока 54 позиции 26 выдачи и установленный в них между п.частинамп б.ю- ка 68 с возможностью нр(Л)орота соедн- нительный винт 70 выно,тнен н установ.1ен апало1 пчно соединительному винту 60 позп- ции 26 выдачи. Стенка 66 позиции 27 приема установлена относительно блока 68 так, что боковые кромки нижней ее части распо- „южепы напротив и 1араллельпо кромкам перемычки между иазами блока 68. На резьбовых копцах соединительного винта 70 установлены с возможностью перемещения навстречу друг другу в пазах блока 68 плапки 71 с подпружиненными заслонками 72 и с закрепленными на планках 71 боковыми изогнутыми пластинами 73 и 74 с отбуртовкой. Каждая нланка 71 на расположенном со стороны резьбового отверстия нод соединительный винт 70 торце имеет выступ, пер- пе11дикулярный ее плоскости. Каждая подпружиненная заслонка 72 выполнена в виде тонкосте1П1ой пластины, один конец которой изогнут, а на другом выполнены ребра. На изогнутом конце заслонки 72 выполнен выступ со скосом. При этом выступ со скосом и ребра заслонки 72 обращены в одну сторону от ее плоскости. Каждая заслонка 72 установлена на соответствующую планку 71 так, что ребра заслонки 72 охватывают выступ планки 71 и закреплены на нем шарнирно, а изогнутый конец заслонки 72 охватывает противоположный торец иланки 71. Боковые изогнутые нластины 73 и 74 с отбуртовкой установлены на обращенны.х друг к другу плоскостях соответствующих планок 71 так. что изогнутые части пластин 73 и 74 направлены вниз, а плоскость отбуртовки одной из них обращена к плоскости отбуртовки другой. Таким образом, изогнутые концы подпружиненных заслонок 72. обращен0
5
0
5
0
5
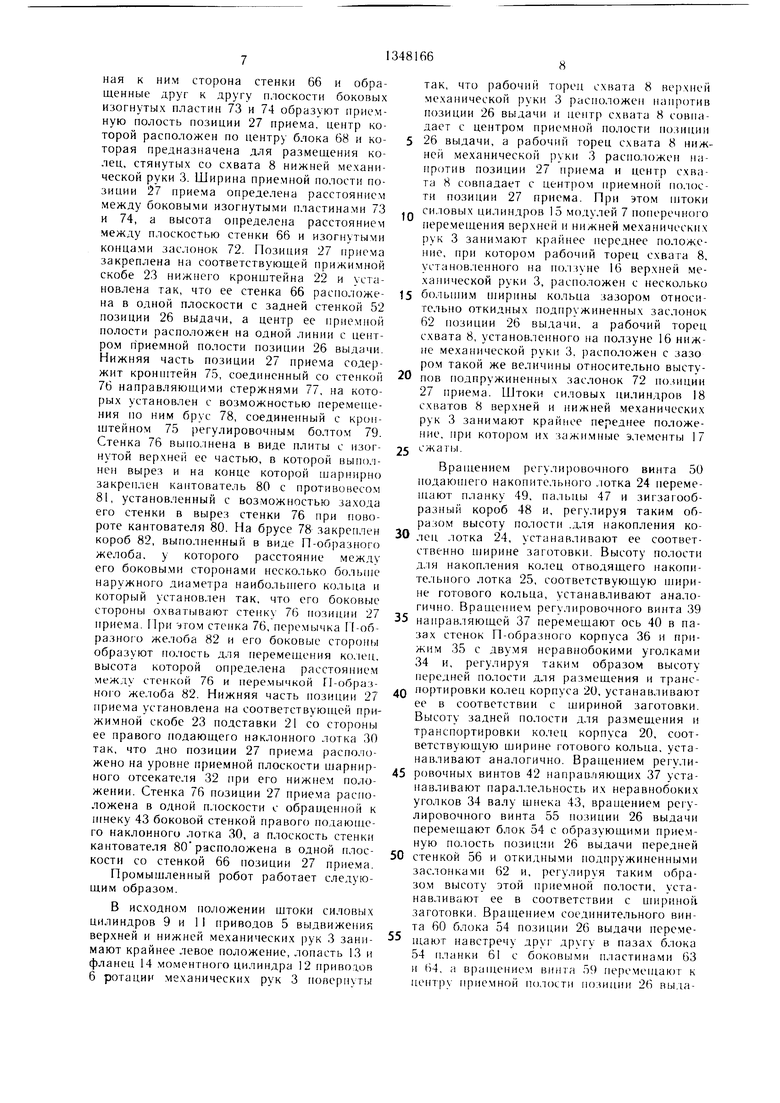
ная к ним сторона стенки 66 и обращенные друг к другу плоскости боковых изогнутых пластин 73 и 74 образуют приемную полость позиции 27 приема, центр которой расположен по центру блока 68 и которая предназначена для размещения колец, стянутых со схвата 8 нижней механической руки 3. Ширина приемной полости позиции 27 приема определена расстоянием между боковыми изогнутыми пластинами 73 и 74, а высота определена расстоянием между плоскостью степки 66 и изогнутыми концами заслонок 72. Позиция 27 приема закреплена на соответствующей прижимной скобе 23 нижнего кронштейна 22 и установлена так, что ее стенка 66 расположена в одной плоскости с задней стенкой 52 позиции 26 выдачи, а центр ее приемной полости расположен па одной линии с центром п риемной полости позиции 26 выдачи. Нижняя часть позиции 27 приема содержит кронштейн 75, соединенный со стенкой 76 направляющими стержнями 77, на которых установлен с возможностью перемеп1е- ния по ним брус 78, соединенный с кронштейном 75 регулировочным болтом 79. Стенка 76 выполнена в виде плиты с изогнутой верхней ее частью, в которой выполнен вырез и на конце которой щарнирно закреплен каптователь 80 с противовесом 81, установленный с воз.можностью захода его стенки в вырез стенки 76 при повороте кантователя 80, На брусе 78 закреплен короб 82, выполненный в виде П-образпого желоба, у которого расстояние между его боковы.ми сторонами несколько больше наружного диаметра наибольшего кольца и который установлен так, что его боковые стороны охватывают степку 76 позиции 27 ириема. При этом стенка 76, перемычка Г1-об- разног о желоба 82 и его боковые стороны образуют полость для перемещения колец, высота которой определена расстоянием .между стенкой 76 и пере.мычкой П-обра.з- ного желоба 82. Нижняя часть позиции 27 приема установлена на соответствующей прижимной скобе 23 подставки 21 со стороны ее правого подающего наклонного лотка 30 так, что дно позиции 27 приема расположено на уровне приемной плоскости щарнир- пого отсекателя 32 при его нижнем положении. Стенка 76 позиции 27 приема расположена в одной плоскости с обращенной к щнеку 43 боковой стенкой правого подающего наклонного лотка 30, а плоскость стенки кантователя 80 расположена в одной плоскости со стенкой 66 позиции 27 приема. Промышленный робот работает следующим образом,
В исходном положении штоки силовых цилиндров 9 и 11 приводов 5 выдвижения верхней и нижней механических рук 3 занимают крайнее левое положение, лопасть 13 п фланец 14 .моментного цилиндра 12 приводов 6 ротации механических рук 3 повернуты
так, что рабочий торец схвата 8 верхней механической руки 3 расположен напротив позиции 26 выдачи и центр схвата 8 совпадает с центром приемной полости позиции 5 26 выдачи, а рабочий торец схвата 8 нижней механической руки 3 расположен напротив позиции 27 прие.ма и центр схвата 8 совпадает с центром приемной no,-ioc- ти позиции 27 приема. При этом штоки
силовых цилиндров 15 модулей 7 поперечного перемещения верхней и нижней механических рук 3 занимают крайнее переднее положение, при котором рабочий торец схвата 8, установленного на ползуне 16 верхней механической руки 3, расположен с несколько
5 болыни.м ширины кольца зазоро.м относительно откидных подпружиненных заслонок 62 позиции 26 выдачи, а рабочий торец схвата 8, установленного на ползуне 16 ниж- пе механической руки 3, расположен с зазо ром такой же величины относительно высту0 пов подпружиненных заслонок 72 позиции 27 приема. Штоки силовых цилиндров 18 схватов 8 верхней и нижней механических рук 3 занимают крайнее переднее положение, при которо.м их зажимные элементы 17
5 сжаты.
Вращением регулировочного винта 50 подаюп его накопительного лотка 24 перемещают планку 49, пальцы 47 и зигзагообразный короб 48 и, регу, 1ируя таким образом высоту полости ,для накопления ко0 лец лотка 24, устанавливают ее соответственно ширине заготовки. Высоту полости для накопления колец отводящего накопм- те;1ьного лотка 25, соответствующую ширине готового кольца, устанавливают аналогично. Вращением регулировочного винта 39
5 направляющей 37 перемещают ось 40 в пазах стенок П-образного корпуса 36 и прижим 35 с двумя неравпобокими уголками 34 и, регулируя таки.м образом высоту передней полости для размещения и трансQ портировки колец корпуса 20, устанавливают ее в соответствии с шириной заготовки. Высоту задней полости для размец;ения и транспортировки колец корпуса 20, соответствующую щирипе готового кольца, устанавливают аналогично. Вра1цением регули5 ровочных винтов 42 направляющих 37 устанавливают параллельность их неравпобоких уголков 34 валу шнека 43, вращением регулировочного винта 55 позиции 26 выдачи перемещают блок 54 с образующими приемную полость позиции 26 выдачи передней
0 стенкой 56 и откидными подпружиненными заслонками 62 и, регулируя таким обра- зо.м высоту этой приемной полости, устанавливают ее в соответствии с щирино1Ч заготовки. Вращением соединительного винта 60 блока 54 позиции 26 выдачи переме5 тают навстречу друг другу в пазах (Злока 54 планки 61 с боковыми пластинами 63 и ti4, м врап1ением винта 59 перемещают к цептру приемной полости позиции 26 выдачи упор 58 в пазу задней стенки 52 и, регулируя таким образом и1ирину и глубину приемной нолости нозиции 26 выдачи, устанавливают их в соответствии с наружным диаметром заготовки. Вращением регулировочного винта 69 нозиции 27 приема перемещают блок 68 с его подпружиненными заслонками 72 и, регулируя таким образом высоту приемной нолости нозиции 27 приема, устанавливают ее соответственно ширине готового кольца, а вращением соедипитель- пого випта 70 позиции 27 приема перемещают навстречу друг другу планки 71 с боковыми изогнутыми пластинами 73 и 74 и, регулируя таким образом ширину приемной полости позиции 27 приема, устапавлпвают ее в соответствии с наружным диаметром готового кольца. Вращением регулировочного болта 79 перемещают брус 78 с коробом 82 и, регулируя таким образом высоту его полости для размещения колец, устанавливают ее в соответствии с шириной готового кольца.
После наладки промышленного робота загружают заготовки в полость подводящего накопительно1Ч) , ютка 24, в которой они перемещаются под действием собственного веса, а затем устанавливаются на приемной плоскости П1ариирно1 о отсекателя 31, зани- маю1цего в данный момент времени нижнее юложение, унираясь в верхнюю кромку дна левого подающего наклонного лотка 29. При ,1ючении привод 83 вращает щнек 43. Виток врап;ающе1 ося щнека 43 поворачивает шарнирные отсекатели 31 и 32, которые при этом нере.ходят из нижнего положения i верхнее, при котором приемная п,1оскоеть каждого отсекателя 31 и 32 распо,1ожена на уровне дна соответствующего подаю- Hiero наклонного левого и правого лотков 29 и 30, и заготовка с приемной н.юскости отсекате.чя 31 скатывается по дну ;|евого подающего наклонного лотка 29 через окно для захода колец соответствующего щвелле- ра 33 корпуса 20 в межвитковый промежуток шнека 43 и размещается в передней нолости корпуса 20 колонны 2. При дальнейшем вращении шнек 43, воздействуя своим витком на заготовку, транснортирует ее ввер.х. При каждая заготовка нере- мещается своей наружной новерхностью по больп1ей полке соответствующего неравнобо- кого уго,:|ка 44. При достижении витком вращающегося щнека 43 уровня соответствующего окна для выхода колец швеллера 33 корпуса 20 заготовки выкатываются из его передней полости в позицию 26 выдачи. При этом заготовка скатывается но отбур- товке нижней стороны верхней части задней стенки 52 в приемную полость позиции 26 выдачи и располагается на упоре 58. При этом центр заготовки совпадает с центром этой полости, а привод 83 отключается и Н1нек 43 останавливается. После ввода в загрузочную нозицию двух шпинделей обслуживаемого промышленным роботом многошпинде.тьно0
5
0
5
0
5
0
5
0
5
го станка (не показан) в патроне верхнего nJnиндeля зажато установленное обработанным торцом наружу полуобработанное кольцо, а в патроне нижнего Ц1гщнделя - готовое кольцо, механические руки 3 перемещаются к этим патронам. При этом штоки силовых цилиндров 9 и 11 приводов 5 выдвижения обеих механических рук 3 (верхней и нижней) перемещаются в крайнее правое положение, при достижении которого схват 8 верхней механической руки 3 расположен на 1ротив натрона верхнего шпинделя станка (не показан), а схват 8 нижней механической руки 3 расположен нанротив патрона нижнего шпинде.ля этого станка. Центры схватов 8 верхней и нижней механических рук 3 совнадают каждый с центром соответствующего патрона, а шток силового цилиндра 15 совместно с ползуном 16 модуля 7 поперечного перемещения каждой .механической руки 3 перемещается в крайнее заднее ноложение, нри достижении которого сжатые щарнирные зажимные элементы 17 схватов 8 верхней и нижней .механических рук 3 входят соответственно вовнутрь полуобработанного кольца п готового кольца, а рабочие торцы схватов 8 входят в контакт с торцами соответствующих колец. При этом щток силового цилиндра 18 совместно с конусом 19 ехвата 8 каждой механической руки 3 перемещается в крайнее заднее положение, при достижении которого конус 19 ехвата 8 каждой механической руки 3 разжимает соответствующие щарнирные зажимные элементы 17. Схват 8 верхней механической руки 3 удерживает полуобработанное кольцо, контактирующее с рабочим торцо.м этого ехвата своим обработанным торцом, а схват 8 нижней механической руки 3 - готовое кольцо.
Затем щток силового цилиндра 15 совместно с ползуном 16 .модуля 7 поперечного перемещения каждой механической руки 3 перемещается в крайнее переднее положение, при достижении которого верхняя и нижняя механические руки 3 соответственно с полуобработанным кольцом и готовым кольцом возвращаются в исходное положение. При этом верхняя механическая рука 3 подает удерживаемое на ее схвате 8 его разжатыми зажимными элементами 17 полуобработанное кольцо на позицию 26 выда.,чи, а нижняя механическая рука 3 подает удерживаемое на ее схвате 8 его разжатыми зажимными элементами 17 готовое кольцо на позицию 27 приема.
Далее шток силового цилиндра 15 совместно с ползуном 16 модуля 7 поперечного перемещения нижней механической руки 3 перемещается в крайнее заднее положение. Ползун 16 неремещается в сторону нозиции 27 приема и удерживаемое на схвате 8 механической руки 3 готовое кольцо своим торцом одновременно нажимает на скосы выступов обеих подпружиненных заслонок 72 позиции 27 приема раздвигает их, и схват 8 механической руки 3 вводит готовое кольцо в приемную полость позиции 27 приема. При достижении штоком силового цилиндра 15 совместно с ползуном 16 модуля 7 поперечного перемещения нижней механической руки 3 крайнего заднего положения удерживаемое на схвате 8 механи1 еской руки 3 готовое кольцо размещено в приемной полости позиции 27 приема, после чего подпружиненные заслонки 72 которой возвращаются в исходное положение, изогнутый конец каждой заслонки 72 входит в контакт с торцом готового кольца. При этом щток силового цилиндра 18 совместно с конусом 19 охвата 8 механической руки перемещается в крайнее переднее положение, при достижении которого освобожденные конусом 19 шарнирные зажимные элементы 17 схвата 8 сжимаются. Зате.м шток силового цилиндра 15 совместно с ползуном 16 модуля 7 поперечного перемещения нижней механической руки 3 перемещается в крайнее переднее положение. Сжатые шарнирные зажимные элементы 17 схвата 8 этой механической руки 3 выходят из готового кольца и подпружиненные заслонки 72 своими изогнутыми концами стягивают со схвата 8 готовое кольцо, которое затем скатывается по изогнутой боковой пластине 73 с отбуртовкой в кантователь 80 и, собственным весом преодолевая действие противовеса 81, поворачивается кантователь 80, стенка которого заходит в вырез изогнутой верхней части стенки 76 и располагается в одной плоскости с ней. При этом готовое кольцо, контактирующее под действием собственного веса одним и тем же торцом со стенкой кантователя 80 и с изогнутой верхней частью стенки 76, соскальзывает по ним в полость для перемещения колец, освобождая при этом стенку кантователя 80, и далее по дну короба 82 скатывается на приемную плоскость шарнирного отсекателя 32, занимающего в данный момент времени нижнее положение, упираясь в верхнюю кромку дна правого подающего наклонного лотка 30, а противовес 81 возвращает кантователь 80 в исходное положение. При достижении штоком силового цилиндра 15 совместно с ползуном 16 модуля 7 поперечного перемещения нижней механической руки 3 крайнего переднего положения лопасть 13 привода 6 ротации каждой механической руки 3 поворачивает вал моментного цилиндра 12 с фланцем 14 в положение, при котором схваты 8 механических рук 3 расположены так, что их рабочие торцы обращены друг к другу. При этом удерживаемое на схвате 8 верхней механической руки 3 его зажимными элементами 17 полуобработанное кольцо своим необработанным торцом обращено к рабочему торцу схвата 8 нижней механической руки 3, освобожденному от готового кольца. Затем щток
силово1 о цилиндра 15 совместно с п()л. ном 16 модуля 7 поперечи(мч) перемещения каждой механической руки 3 перемещается в крайнее заднее положение, при достиже- 5 НИИ которого схваты 8 механических рук 3 занимают положение, при котором их рабочие торцы расположены напротив дру1 друга с зазором, величина которого соответствует ширине полуобработанного кольца. Шток си- лового цилиндра 18 совместно с конусом 19 схвата 8 верхней механической руки 3 перемещается в крайнее 1ередпее положение, при достижении которого освобожденные от конуса 19 шарнирные зажимные элементы 17 схвата 8 сжимаются, освобож5 Дая полуобработанное кольцо, которое при этом, падая со схвата 8 верхней механической руки 3, переходит на рабочий торец схвата 8 нижней механической руки 3. После этого цток силового цил11НД1 )а 18 совместно с конусом 19 схвата 8 нижней механи0 ческой руки 3 перемещается в крайнее заднее положение, при достижении которого конус 19 разжимает шарнирные зажимные элементы 17 схвата 8, которые зажимают на схвате 8 нижней механической
5 - полуобработанное кольцо, к(М1так- тирующее при этом с рабочим торцом схвата 8 своим необработанным торцом. Затем шток силового цилиндра 15 совместно с ползуном 16 модуля 7 поперечного пере- ме1цепия каждой механической руки 3 пе0 ремещается в крайнее переднее положение, при достижении кото|юго лопасть 13 привода 6 ротации каждой механической руки 3 поворачивает вал моментного цилиндра 12 с фланцем 14 в такое положение, при котором схват 8 нижней механической руки 3 рао5 положен напротив позиции 27 приема так, что удерживаемое на нем полуобраб() 1 ан- ное кольцо обращено к ней своим обработанным торцом а освобожденный от по/п-об- работапного кольца схват 8 верх}1ей механической руки 3 расположен напротив
0 Г1ОЗИЦИИ 26 выдачи так, что его рабочий торец обращен к позиции 26 и центр схвата 8 совпадает с центром заготовки, ранее размещенной в приемной полости позиции 26 выдачи. После этого шток си,по, вого цилиндра 15 совместно с ползуном 16 модуля 7 поперечного перемещепня верхней механической руки 3 перемещается в крайнее заднее положение. При этом сжатые зажимные элементы 17 схвата 8 верхней механической рукн 3 входят вовнутрь
п заготовки. При достижении IHTOKOM си/юво- го цилиндра 15 модуля 7 поперечного перемещения верхней механической руки 3 крайнего заднего положения рабочий торец схната 8 верхней механической руки 3 входит в контакт с торцом за1 отоики, а шток сило5 вого ци.пиндра 18 совместно с конусом 19 схвата 8 верхней механической руки 3 перс- меп1ается в крайнее заднее по.южснис, при достижепии которого конус 19 разжимает
iiiapniipiiiiie зажимные элементы 17 охвата 8, которые зажимают на схвате 8 верхней механической руки . 3 заготовку. Затем HJTOK си.ювого цилиндра 15 созместно с ползуном И) модуля 7 нонеречного перемендения верхней механичеекой руки 3 перемещается в крайнее нереднее положение. Схват 8 верхней механической руки 3 извлекает удерживаемую на нем его зажимными элементами 17 заготовку из приемной полости позиции 26 выдачи, которая, упираясь своим торцом, контактирующим с рабочим торцом схвата 8, в плоские стороны откидных подпружиненных заслонок 62 позиции 26 выдачи поворачивает их. При достижении штоком силового цилиндра 15 совместно с ползуном
16модуля 7 поперечного иеремещения верхней механической руки 3 крайнего переднего положения удерживаемая на схвате 8 механической руки 3 заготовка расположена напротив позиции 26 выдачи, после этого откидные подпружиненные заслонки 62 возвращаются в исходное положение и включается привод 83 шнека 43. Прн этом виток вращающегося шнека 43 транспортирует в передней полости корпуса 2,0 последующую заготовку и одновременно поворачивает 1парнир11ый отсекатель 32 в крайнее верхнее положение, при котором его приемная плоскость устапавливается па уровне дна правого подающего наклонного лотка 30 и готовое KO.-ibiKJ скатывается с приемнсм плоскости 1парни)|ого отсекателя 32 по дну лотка 30 в межвитковый промежуток шнека 43 и размещается в задней полостп корпуса 20. При достижении витком вращающегося шнека 43 уровня окна для выхода колец из передней полости корпуса 20 последующая заготовка выкатывается из этой полости в позицию 26 выдачи и размеп1ается в его приемной полости. Привод 83 отключается, и шнек 43 останавливается. Одновременно верхняя и нижняя механические руки 3 теремещаются к патронам соответствующих шпинделей станка (не показан). При это.м верхняя механическая рука 3 подает удерживаемую на ее схвате 8 его зажимными элементами
17заготовку к патрону соответствующего ишинделя сганка (не показан), а нижняя механическая рука 3 подает удерживаемое на ее схвате 8 его зажимными элементами 17 полуобработанное кольцо к патрону соот- ветствуюп1его пшинделя станка. Штоки силовых цилиндров 9 и 11 привода 5 выдвижении каждой механической руки 3 перемещаются в крайнее правое положение, нри достижении которого схват 8 верхней механической руки 3 с удерживаемой на нем заготовкой расположен напротив патрона верхнего щнинделя станка (не показан), а схват 8 нижней механической руки 3 с удерживаемым на нем полуобработанным кольцом - нанротив патрона нижнего нишнделя. Затем шток силового цилиндра 15 совместно с ползуном 16 модуля 7 поперечного перемещения каждой механической руки 3 перемещается в крайнее заднее положение. Схват 8 верхней руки 3 вводит заготовку в патрон верхнего шпинделя станка (не показан), а схват 8 нижней механической руки 3 вводит полуобработа}1ное кольцо в патрон нижнего шпинделя. При достижении щтоком силового цилиндра 15 модуля 7 поперечного перемещения крайнего заднего положения
Р1 патроны обеих шпинделей станка (не показан) зажимают соответственно заготовку и полуобработанное кольцо, установленное в патроне необработанным торцом наружу, а шток силового цилиндра 18 совместно с конусом 19 схвата 8 каждой механи5 ческой руки 3 перемешается в крайнее нереднее положение, при достижении которого освобожденные от конуса 19 1парпи)пые зажимпые элементы 17 схвата 8 каждой механической руки 3 сжимаюгся. Затем HITOK силового цилиндра 15 совместно с нолзу0 ном 16 модуля 7 нонеречного перемещения каждой механической руки 3 перемещается в крайнее переднее положение. При этом зажимные элементы 17 схвата 8 кажл.ой механической руки 3 выводятся соответственно
и заготовки и полуобработанного кольца. При достижении щтоком си.нового цилиндра 15 моду;1я 7 понеречно1чэ перемещения каждой механической руки 3 крайнего переднего положения верхняя и нижняя механические руки 3 возвраглаются в исходное по0 ложенне. Верхний и нижний ип1индели много- нпшпдельпого станка (не ноказап) выводятся из загрузочной позиции и на их место устанавливаются следующие два Hiniin- деля; верхний, в патрон е которого зажато полуобработанное кольцо, установленное в
5 не.м обработанным торцом нарул у, и нижний, в патроне которого .зажато готовое ко.тьцо.
rioc. ie этого цикл повторяется. Прн повторении цик:1а и неоднократной выемке за1 о- товок из позиции 26 выдачи привод 83 шнека 43 неоднократно включается. При этом виток врап1ающегося щнека 43 транспортирует готовое кольцо в задней нолости корпуса 20 и при достижении им уровня окна для выхода колец из задней полости корпуса 20
5 готовое кольцо выкатывается из этой полости в полость отводящего накопительного лотка 25.
Формула изобретения
Промышленный робот, содержащий осно- 0 вание, установленную на нем колонну, механические руки со схватами, смонтированные на колонне нод углом друг к другу и с возможностью выдвижения, приводы выдвижения и ротации схватов, а также загрузочные и разгрузочные устройства соответст- венно с позициями выдачи и приема заготовок, отличающийся тем, что, с целью расширения технологических возможнгостей за счет обеспечения работы с деталями разных типоразмеров, каждая механическая рука снабжена модулем поперечного перемещения схвати, а загрузочное и разгрузочное устройства выполнены в виде П1нека, корпуса, образованного двумя парами противоположно расположенных стенок, и двух перегородок, жестко связанных со стенками одной пары, а стенки другой нары установлены с возможностью .1И)ов()чн()Г() перемещения относите.пьно соответствч к)Н1и перегородок, причем ншек установлен в кор пусе и образует с ним две по,тости, к;)ж- дая из которых связана с позициями дачи и приема заготовок, при этом после пню выполнены с возможностью |)егу.тройки их размеров.
5 -и
фиг. 2
Б-6
Фи.Ъ
11
16
fpuz.5
JJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор для горизонтальных многошпиндельных токарных станков | 1980 |
|
SU882724A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЗАГОТОВОК | 1990 |
|
RU2023572C1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Устройство для пакетирования изделий с отверстиями | 1986 |
|
SU1337315A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
Изобретение относится к машиностроению, а именно к промышленным роботам, и может быть использовано в различных отраслях промышленности, связанных с производством деталей типа колец, преиму- шественно в подшипниковой промышленности. Пелью изобретения является рас1нире- ние технологических возможностей за счет обеспечения передачи с одного шпинделя на другой деталей различных . ипоразме- ров. Это достигается тем, что механические руки снабжены модулями поперечного перемешения, позволяюшими осушествлять передачу заготовок, обработанных на одном пшинделе станка, на другой станок. Кроме того, позиции выдачи 26 и приема 27, а также полости загрузочного и разгрузочного устройств, образованные корпусом 20, шнеком, установленным по оси корпуса 20, и двумя перегородками в виде двух не- равнобоких уголков, жестко закрепленных на противоположных стенках корпуса 20, выполнены с возможностью регулировки их размеров. 11 ил. S (Л со 4 00 ОГ) с: Фиг I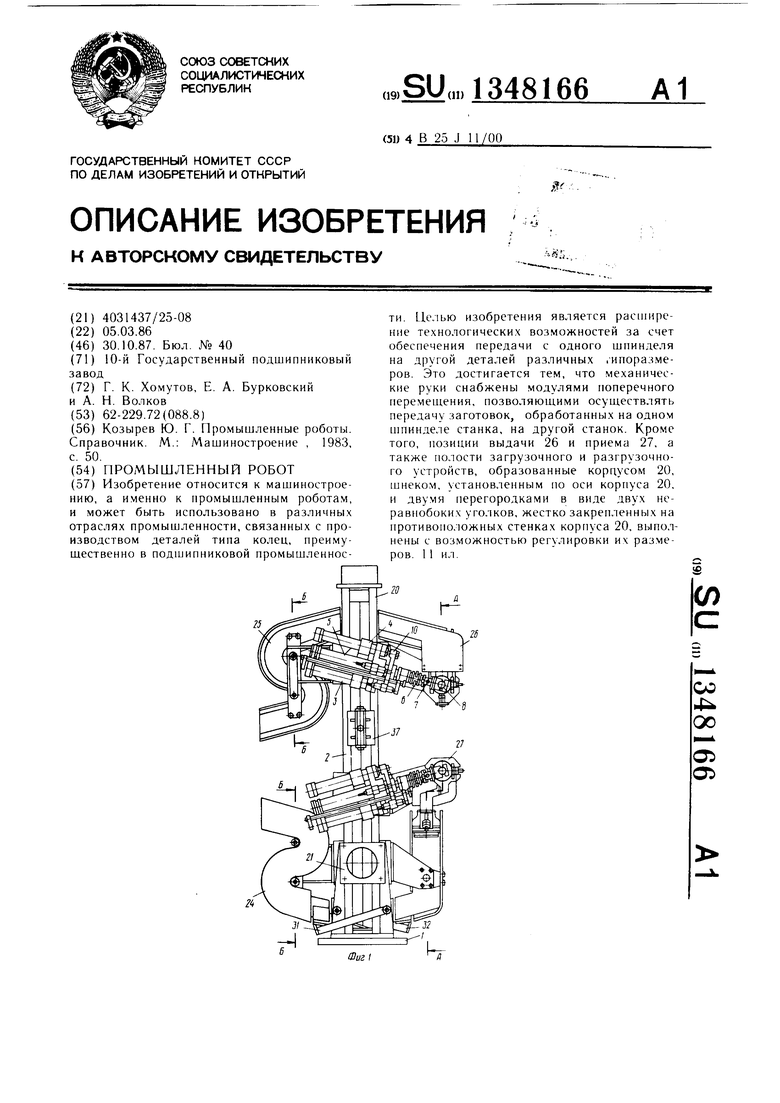
Фиг. в
21
23
фие. Э
12
Редактор М. Бандура Заказ 4807/15
Составитель А. 1ииряева
Техред И. ВересКорректор Л. Натай
Тираж 951Подписное
ВНИИПИ Государственного комитета СССР по делам нзобретеиий н открытий
I 13035, Москва, Ж-35. Раушская иаб.. д. 4/5 Производственно-нолиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Козырев Ю | |||
| Г | |||
| Промышленные роботы | |||
| Справочник | |||
| М.: Машиностроение , 1983, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
