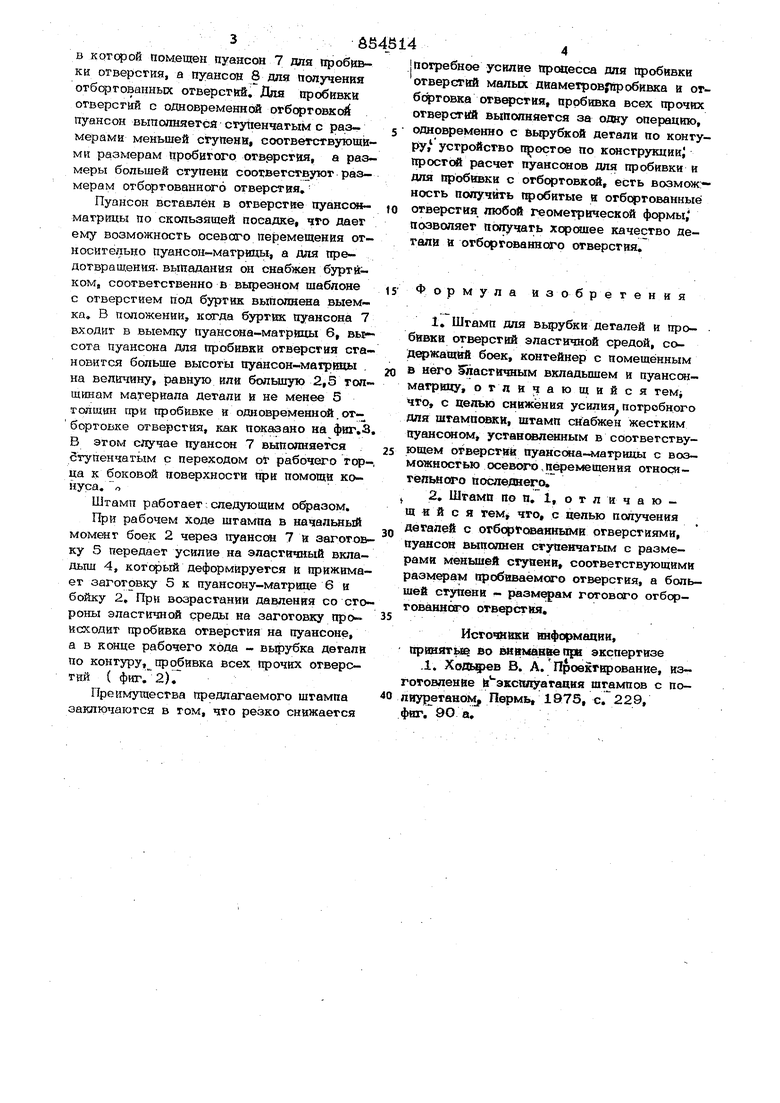
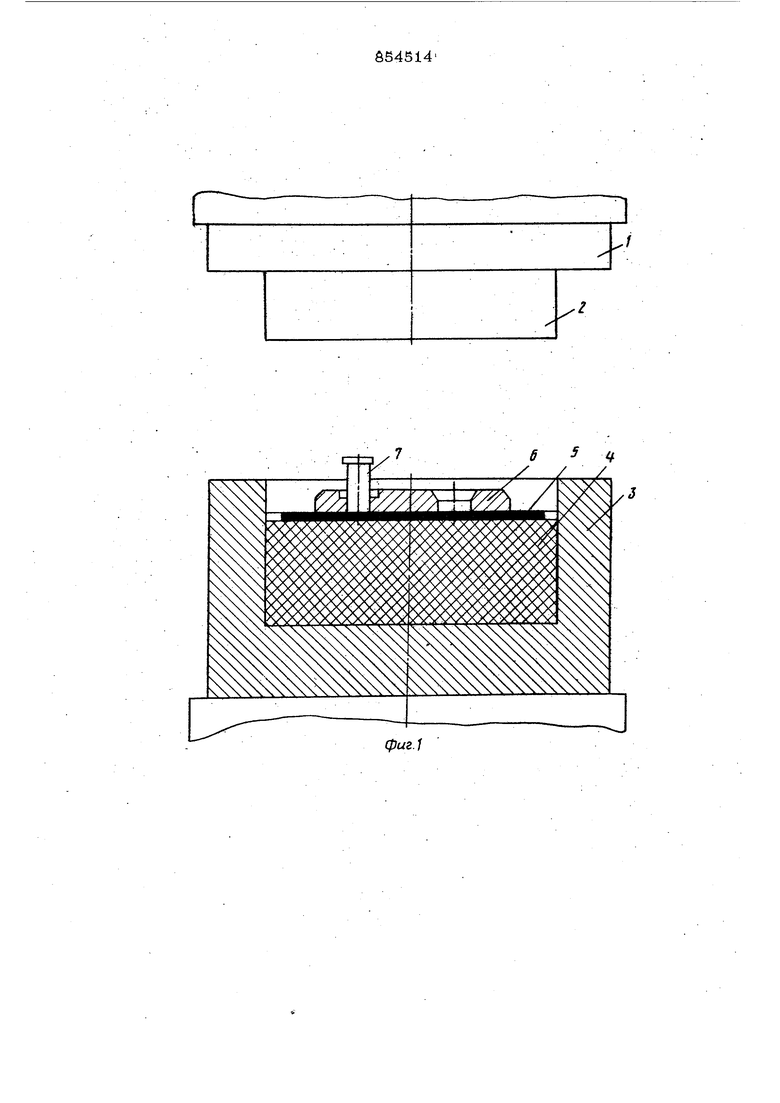
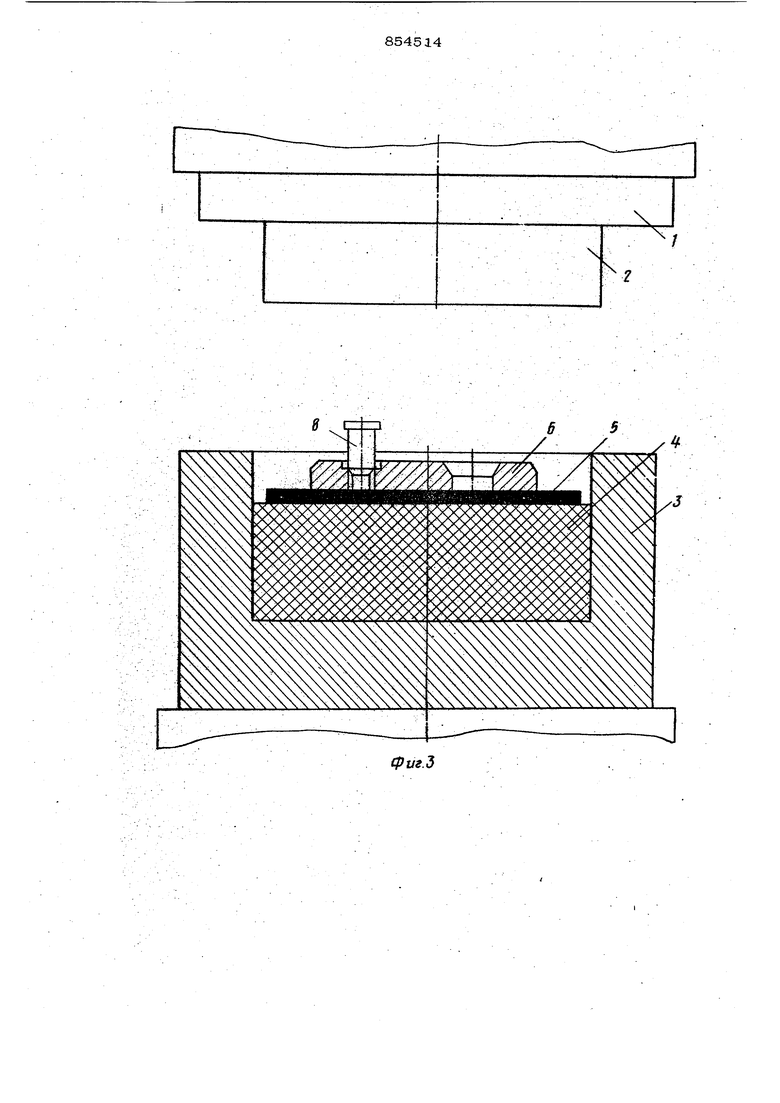
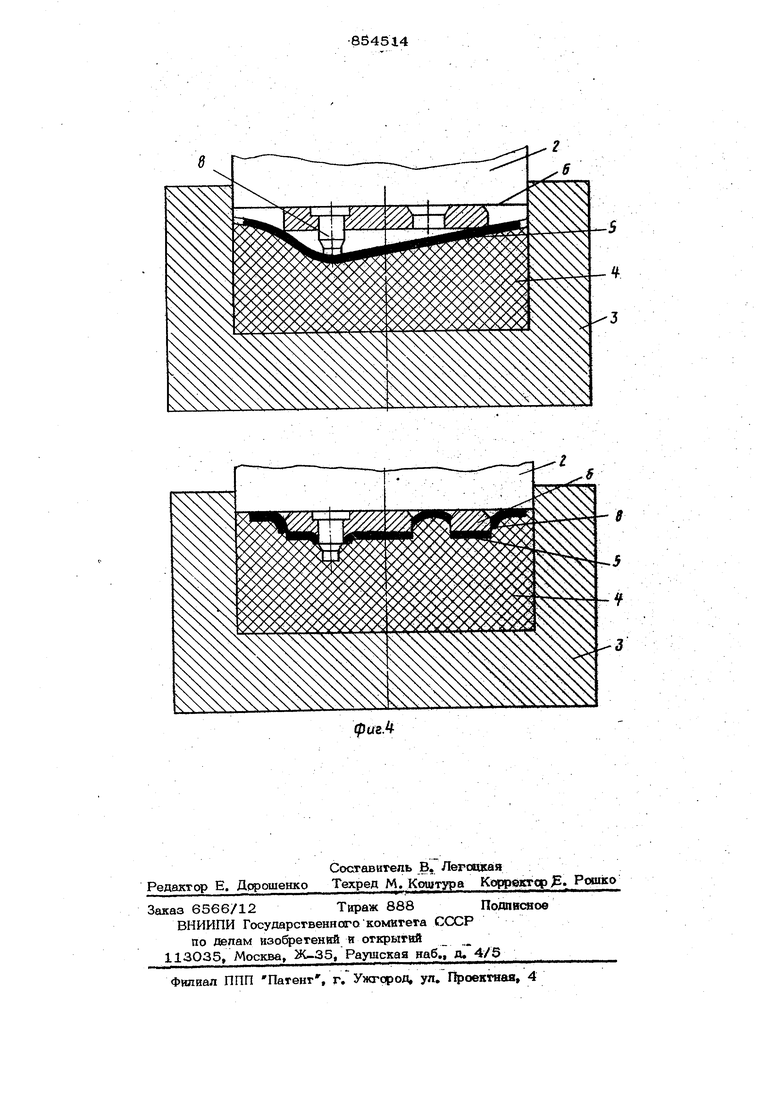
Изобрегение огноснгся к листовой шта мповке и может быть использовано при выполнении операций вьфубки по кс«туру с одновременной пробивкой и отбортовкой отверстий, Известен штамп для вьфубки деталей и пробиБКИ отверстий эластичной средой, содержащий боек, контейнер с помещенны в него эластичным вкладьпием и пуансон матрицу l . Недостатком данного штампа является то, что для пробивки отверстий малых диа метров требуется высокое давление, в несколько раз превьпиающее .давление необходимое для в ырубки наружного контура. Цель изобретения - снижение потребного усилия для штамповки. Поставленная цель достигается тем, 4fo штамп для вырубки деталей и пробивки отверстий эластичной средой, содержащий боек, контейнер с помешенным в него эластичным вкладьпцем н пуансон-матрицу, снабжен жестким пуансоном, установленным в соответствующем отверстии пуансона-матрицы с возможностью осевого перемещени:я относительно последнего. С целью получения деталей с отбортованными отверстиями, пуансон выполнен ступенчатым с размерами меньшей ступени, соответствующими размерам пробиваемого отверстия, а большей ступени - размерам гототого отбортованного отверстия, На фиг, 1 показан штамп, разрезу на фиг, 2 - схема вырубки детали по контуру и прибавки отверстий; на фиг.З-штамп со ступенчатым пуанссдаом для пробивки и одновременной отбортовкой отверстий, pia3рез; на фнг. 4 - схема вырубки детали по контуру с ошюаременной пробивкой и отбсчэювкой отверстий. Штамп содержит верхнюю плиту 1, за рёпленный на ней боек 2, контейнер 3 с помещенным в него эластичным вкладышем 4, Между бойком 2 и эластичным вкладышем 4 помещается заготовка 5, на которую устанавливается пуансон-матрица 6,
Б которой помещен пуансон 7 для пробдаки отверсгия, а пуансон § Для попученвя oT6qjrDBaHHbipc огверегйй. Для пробивки огверсгйй с одновременной огборговкой пуансон выпопняетсй стуйенчагым с размерами меньшей сгупенй, соогветствутощими размерам пробигого огвэрсгйя, а размеры большей ступени соотвегсгвутаг размерам огбортованнсйго отверстия,
Пуансон вставлен в отверстие пуанссммагрицы по скользящей посадке, чго даег ему возможность осевого перемещения относительно пуансон-матрицы а для предотвращения-вьтадания он снабжен буртиком, соответственно в вырезном шаблоне с отверстием под буртик выполнена выемка В положении, когда буртик пуансона 7 входит в выемку пуансона-матрицы 6, ВЬЕ- сота пуансона Для пробивки отверстия становится больше высоты пуансон-матркцы . на величину, равную или большую 2,5 толщинам материала детали И не менее 5 толщин при пробивке и одновременной. отбортовке отверстия, как показано на фиг.З В этом случае пуансон 7 выполняется бтупенчагым с переходом оГ рабоч 2ГО торца к боковой поверхности фи помощи конуса, о
Штамп работает:следующим офазом.
При рабочем ходе штампа в началы1ЫЙ момент боек 2 через пуансон 7 и заготовку 5 передает усилие на эластичный вкладыш 4, который деформируется и прижимает заготовку 5 к пуансону-матрице 6 и бойку 2, При возрастании дандения со стороны эластичной среды на заготовку происходит пробивка отверстия на пуансоне, а в конце рабочего хода - вьфубка детали по контуру, пробивка всех прочих отверстий ( фиг,2),
Преимущества предлагаемого штампа заключаются в том, что резко снижается
потребное усилие ггрсадесса для пробивки отверстий малых диаметроврлр обивка и огбфтовка , пробивка всех прочих отверстий выполняется за одну операцию, одновременно с Ё ьфубкой детали по контуру, устройство простое по конструкции простей расчет пуансонов для пробивки и для пробЮки с отбортовкой, есть возмож:- ность получить пробитые и отбфтованныё отверстия, любой геометрической формы, позволяет получать харатее качество детали и отбортованного отверстия.
15 Ф о р м у л а и 3 о б р е т
е н И Я
1, Штамп для вьфубки деталей и пробивки отверстий эластичной средой, содержащий боек, контейнер с помещённым в него пластичным вкладьшем и пуансонмагриду, отличающийся тем что, с келью снижения усилия потребного для штамповки, штамп снабжен жестким пуансоном, устанешленным в соответствующем огверотйи пуансона-матрицы с возможностью осевс«ч), перемещения относитёпьноро пoc юднeгo, 2, Штамп по п, 1, о т л и ч а ю щ и и с я тем что, с целью получения деталей с oтбoptC aяньnvfИ отверстиями, пуансон выполнен ступенчатым с размерами меныией стуиени, соответствующими пробиваемого отверстия, а большей ступени - готового отбортованного отверстия.
Источншси шформадии, принятьсе во швмвнвепри экспертизе
.1. Ходь9 ев В. А. Проектирование, изготовление й эксйяуатация шг ампов с по40 лиу|эвтаном, Пермь, 1975, с, 229, фиг, 9О а.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Устройство для вырубки листовых деталей | 1990 |
|
SU1759503A1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Штамп для вырубки и пробивки листовых деталей | 1977 |
|
SU747580A1 |
| Способ получения координатной сетки на детали | 1988 |
|
SU1575093A1 |
| Штамп для вырубки-пробивки деталей эластичной средой | 1985 |
|
SU1278070A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТБОРТОВАННЫМ ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2136427C1 |
| Штамп для вырезки-пробивки | 1980 |
|
SU867475A1 |
8
