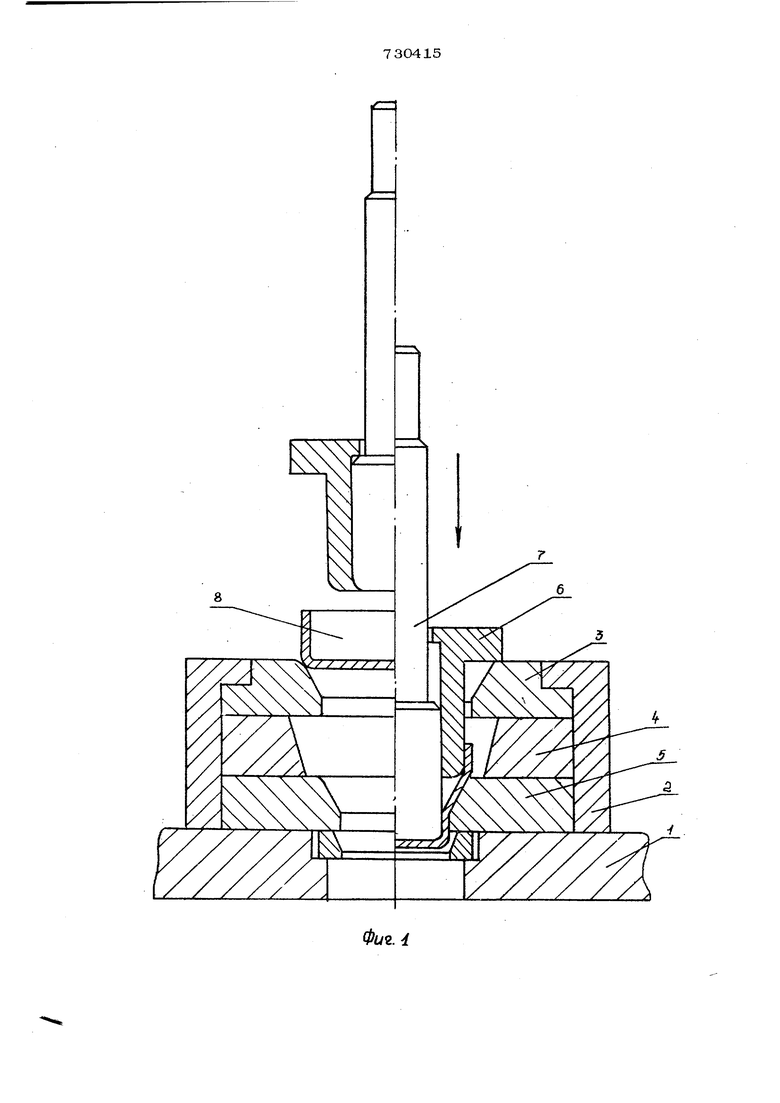
Изобретение относится к обработке металлов давле тем, а именно к штампам для вытяжки полых деталей за два последовательных перехода при одном ходе пол зуна пресса.. Известен штамп для изготовления полых деталей, содержащий располойсенные соосно матрицы и телескопически установ ленные пуансоны, выполненные с радиусами, и прижим. Штамп позволяет выполнить последовательно два вытяжных перехода за один ход ползуна пресса Щ , Недостаток этого шталта - низкая на дежность работы штампа, обусловленная слой ностью конструкции, заключающейся в наличии стопорящего устройства пуансона первого перехода на пуансоне второго перехода, состоящего из пружин, сухарей и толкателей, а также прижима. Наиболее близким по технической сущности к изобретению является штамп для выполнения последовательных операций 1вытя ски за один ход ползуна пресса, содержащий расположенные соосно матрицй и телескопически установленные пуансоны, выполненные с радиусами, и прижим L2J . Недостаток этого устройства низкая надежность работы штампа, вызванная возможностью поломки защелок - стопоряшехх устройства, удерживающего наружный пуансон первого перехода в соединении с внутренним пуансоном второго перехода. Наличие прижи1 а усложняет конструкцию, что также снижает надежность работы штампа. Цель изобретения - повышение надежности работы штампа. Указанная цель достигается тем, что матрица первого перехода выполнена с заходным коническим пояскоь{ с конусностью, преимушественно 1:1О, а пуансон первого перехода - с обратной конусностью, преимушественно 1:5О. На фиг, 1 изображен штамп, продольный разрез, слева от оси симметрии показано исходное положение штампа, справапромежуточный момент вытяжки; на фиг 237
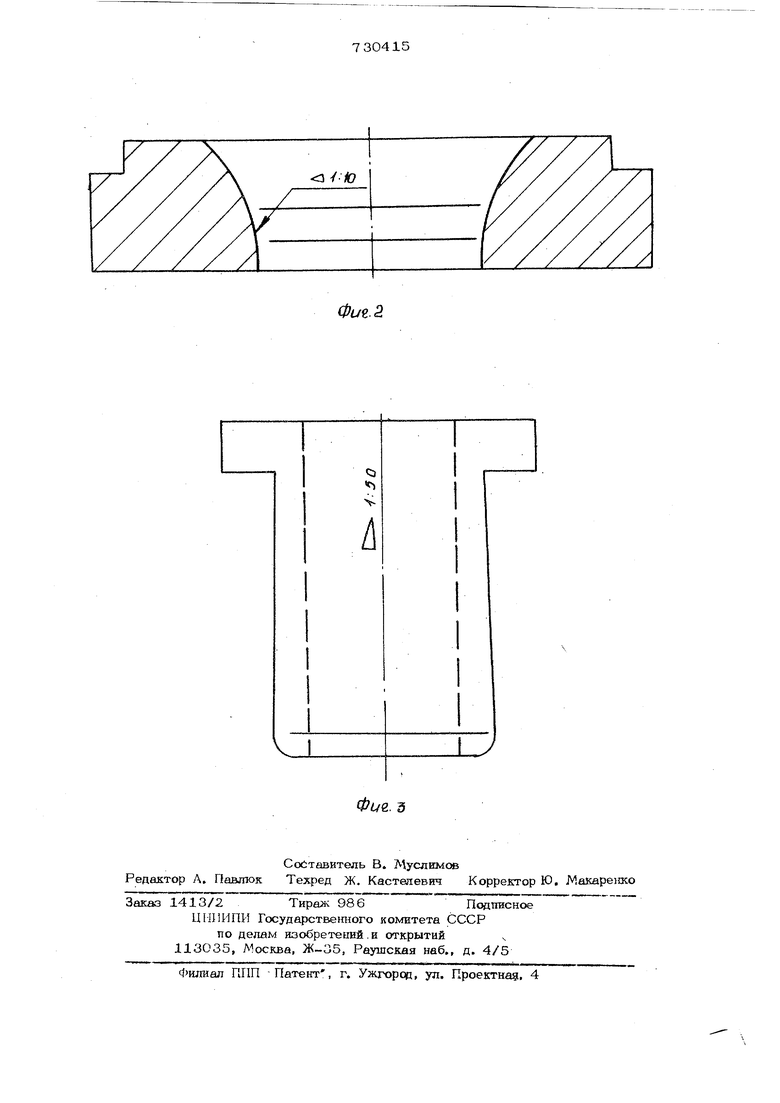
- матрица первого перехода вытя ;оси; а фиг. 3 - пуансон первого перехода вытяжки.
Штамп соаерл;ит плиту 1, обойму 2, в которой располои;ены матрица 3 первого перехода, имеющая заходный конический поясок с конусностью 1:1О, промежуточное кольцо 4, матрица 5 второго перехода, пуансон G первого перехода, выполненный с обратной конусностью
1:5О, внутри которого установлен пуансои 7 второго перехода.
часть штампа, смонтированная на плите 1, устанавливается и закрепляется на столе пресса. Верхняя часть штампа, смонтированная на пуансоне 7, закрепляется в ползуне пресса.
Штамп работает следующим образом.
В заходнок: коническом пояске устанавливается заготовка 8 - предварительно вытянутый попуфатбрикат. При ходе вниз пуансон 6 своим радиусом упирается во внутренний радиус заготовки 8, благодаря чему происходит стопорение пуансона 6 на пуансоне 7. При дальнейи-ем двшкеНИИ ползуна пресса вниз осуи/ествляется первый переход вытяжоси, в течение которого оба пуансона работают как одно целое. При дальнейигем опускании ползуна пресса пуансон 6 упирается своим наруж ным буртом в матрицу 3, останавливается и между пуансоном б и матрицей 5 образуется зазор. Далее опускается только пуансон 7 второго перехода, который стягивает заготовку 8 с ттуансона 6 и втягивает ее в матрицу 5 второго пере54
-хода. При этом пуансон О, имеющий об ратную конусность, выполняет функцию прижима, образуя в сочетании со своей радиусной частью перетяжное ребро, что исключает складкообразование ( потерю устойчивости) в очаге деформации. При дви5кении ползуна пресса вверх отштампованная деталь снимается с пуансона 7. Списанная конструкция штампа проста, исключает какие-либо поломки элементов, гарантирует надежность работы штампа.
Формула изобретения
Штамп для вытяжки полых деталей за два последовательных перехода при одном ходе ползуна пресса, ссдерлсащий соосно распопод енные матрицы и телескопически установленные пуансоны со скруженной по радиусу кромкой рабочего торща, отличающийся тем, что, с целью повышения надежности работы штампа, матрица первого перехода выполнена с заходным коническим пояском с конусностью, преимущественно 1:10, пуансон первого перехода - с обратной конусностью, преимущественно 1:50.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №232942, кл. В 21 D 24/ОО, 1966.
2,Авторское свидетельство СССР N 60082, кл. В 21D 24/ОО, 1940 (прототип).
0U2.
1/-«7
Фие.З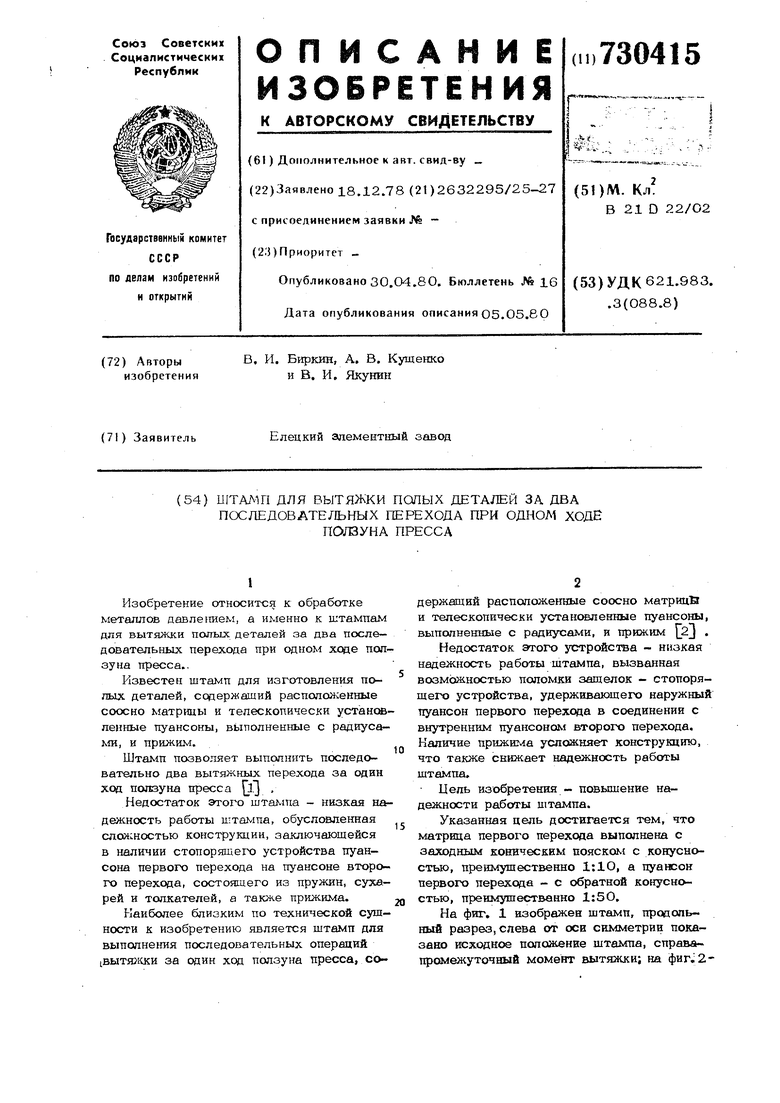
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления конических деталей с отогнутым фланцем | 1980 |
|
SU958013A1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Совмещенный штамп | 1978 |
|
SU795700A1 |
| Штамп для двухпереходной вытяжки | 1979 |
|
SU845981A1 |
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
| Штамп для двухпереходной вытяжки | 1981 |
|
SU994084A2 |
| Штамп для многопереходной вытяжки | 1976 |
|
SU593778A1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1031574A2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2401173C2 |