Изобретение относится к листовой штамповке.
Цель изобретения - упрощение конструкции штампа.
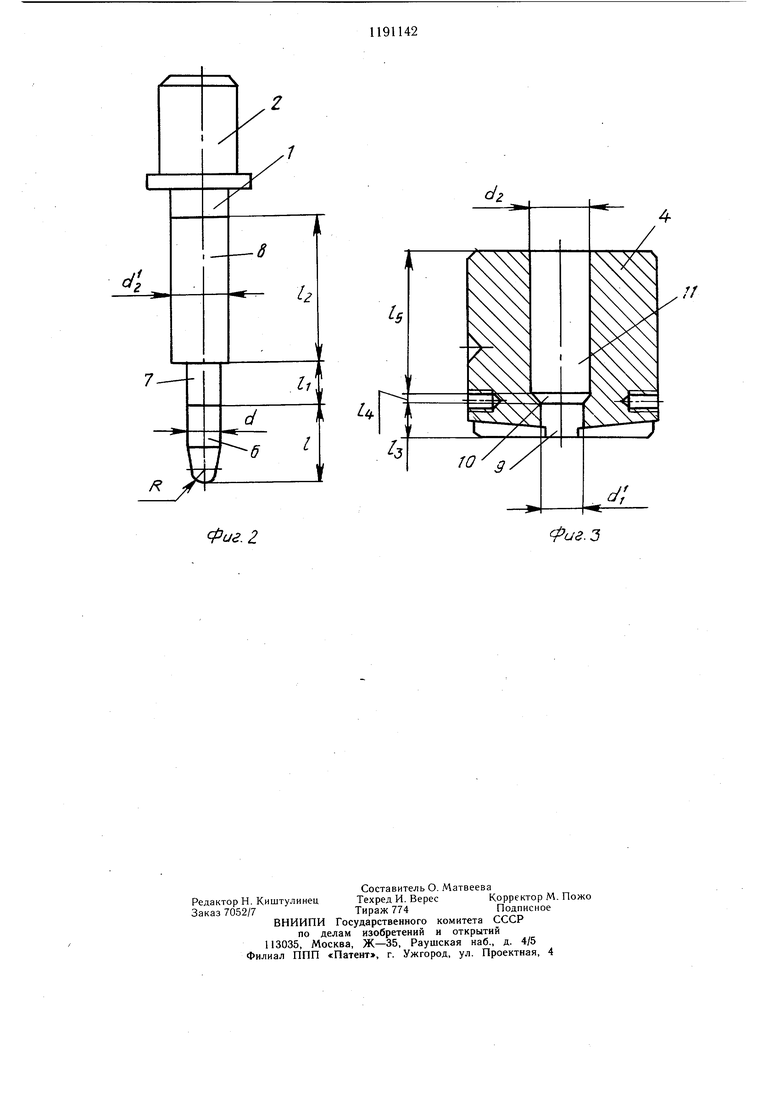
На фиг. 1 представлен штамп, продольный разрез; на фиг. 2 - пуансон; на фиг. 3 - матрица.
Штамп содержит трехступенчатый пуансон 1 с хвостовиком 2, нижнюю плиту 3 с закрепленной на ней трехступенчатой матрицей 4 и съемник 5, расположенный под торцом матрицы 4.
Трехступенчатый пуансон 1 содержит три ступени б-8, а трехступенчатая матрица 4 содержит три ступени 9-11.
Первая ступень 6 пуансона 1 выполнена по форме внутренней полости стакана длиной К, равной его высоте. Наибольший диаметр d первой ступени 6 пуансона 1 соответствует наибольшему внутреннему диаметру полости стакана 12. Вторая ступень 7 пуансона 1 выполнена диаметром dj, который равен диаметру dj рабочего отверстия первой ступени 9 матрицы 4, и длиной Ej, равной сумме длин Е первой ступени 9 матрицы 4 и ЕЗ второй ступени 10 матрицы 4. Третья ступень 11 матрицы 4 выполнена диаметром da, который равен наружнему диаметру полой заготовки 12. Длина KI третьей ступени 11 матрицы 4 больше длины 1 первой ступени 6 пуансона 1 и Ij. второй ступени 7 пуансона В вместе взятых.
Для обеспечения возможности перемещения ступени 8 пуансона 1 в ступени 11 матрицы 4 без перекосов и заеданий ее длина увеличивается на величину, равную ёг ступени 8 пуансона 1, а длина Ьг третьей ступени 8 пуансона 1 равна длине Б третьей ступени 11 матрицы 4 при диаметре di,равном диаметру dg третьей ступени 11 матрицы 4. Диаметры d и d второй и третьей ступеней 7 и 8 пуансона 1 выполнены с возможностью перемещения их в процессе вытяжки стакана 12 по первой и третьей ступеням 9 и 11 матрицы 4 соответственно за счет посадки, отклонения которой лежат в пределах допуска на изготовление толщины стенки вытягиваемого стакана 12, приближаясь соответственно к верхнему и нижнему пределам допуска. Так как в этом случае происходит сопряжение двух соосно расположенных ступеней 7 и 8 пуансона 1 и ступеней 9 и 11 матрицы 4, то такая возможность будет обеспечена при условии, что диаметры di и d ступеней 7 и 8 пуансона 1 выполнены с зазором по отношению к диаметрам d и d ступеней 9 и 11 матрицы 4, а взаимное их расположение по отношению друг к другу по допускаемым отклонениям по соосности,, овальности и перекосу в суммарном своем значении с зазором не превышает верхнего и нижнего пределов допуска на толщину стенки полого изделия.
Штамп работает следующим образом.
Устанавливают пуансон 1 штампа с возможностью самоустанавливаться известным образом и закрепляют в гнезде внутреннего ползуна пресса (не показан). Затем устанавливают нижнюю плиту 3 с закрепленной матрицей 4 и съемником 5 на столе пресса (не показан) и центрируют относительно пуансона 1, а затем закрепляют, устанавливают пуансон 1 в исходное положение, полую заготовку 12 устанавливают в первую ступень 9 матрицы 4.
При движении внутреннего ползуна пресса в низ пуансон 1 попадает в первую ступень 9 матрицы 4 и по мере дальнейшего своего перемещения он начинает самоустанав5 ливаться в ней. Как только он войдет третьей ступенью 8 в третью ступень 11 матрицы 4 на величину равную диаметру d, гибкость его ограничится, так как он не может отклониться от своего положения больше, чем на величину допуска на толщину стенки полого изделия, и приобретает возможность свободно перемещаться по ступени 11 матрицы 4.
Перемещаясь в соответствующем направлении, пуансон 1 воздействует первой ступенью 6 на полую заготовку 12 и перемещает ее во вторую и первую ступени 10 и 9 матрицы 4, в которых происходит вытяжка стакана, при этом третья ступень 8 пуансона 1 перемещается по третьей ступени 11 матрицы 4, не позволяет первой 6 и второй 7
0 ступенями пуансона 1 отклониться больше, чем на величину допуска на толщину стенки полого изделия.
После того, как первая ступень 6 пуансона 1 пройдет вторую ступень 10 матрицы 4, вторая ступень 7 пуансона 1 войдет в рабочее отверстие матрицы 4 и уменьшит гибкость первой ступени 6 пуансона 1 в конце процесса вытяжки стакана.
После выхода первой ступени б пуансона 1 из первой ступени 9 матрицы 4 съемник 5, отодвинуты стенкой стакана от своего первоначального положения в процессе вытяжки, перемещается в направлении пуансона 1 и заскакивает за торец стакана.
При обратном ходе пресса начинает движение внутренний ползун, а значит, и пуансон 1. Он выходит из матрицы 4 и занимает исходное положение. Когда внутренний ползун поднимается с пуансоном 1, съемник 5 снимает готовую деталь, которая опускается в проем 13 нижней плиты 3, а затем удаляется.
Изобретение позволяет упростить конструкцию штампа для вытяжки глубоких стаканов с конической полостью со сферическим дном из полой заготовки и производить их вытяжку с получением равномерной толщины стенки по сечениям по всей высоте стакана, что повышает их качество, необходимое при изготовлении из них последующих изделий, например полых шаров.
/
d
1г
li
d
фиг. 2
иг.З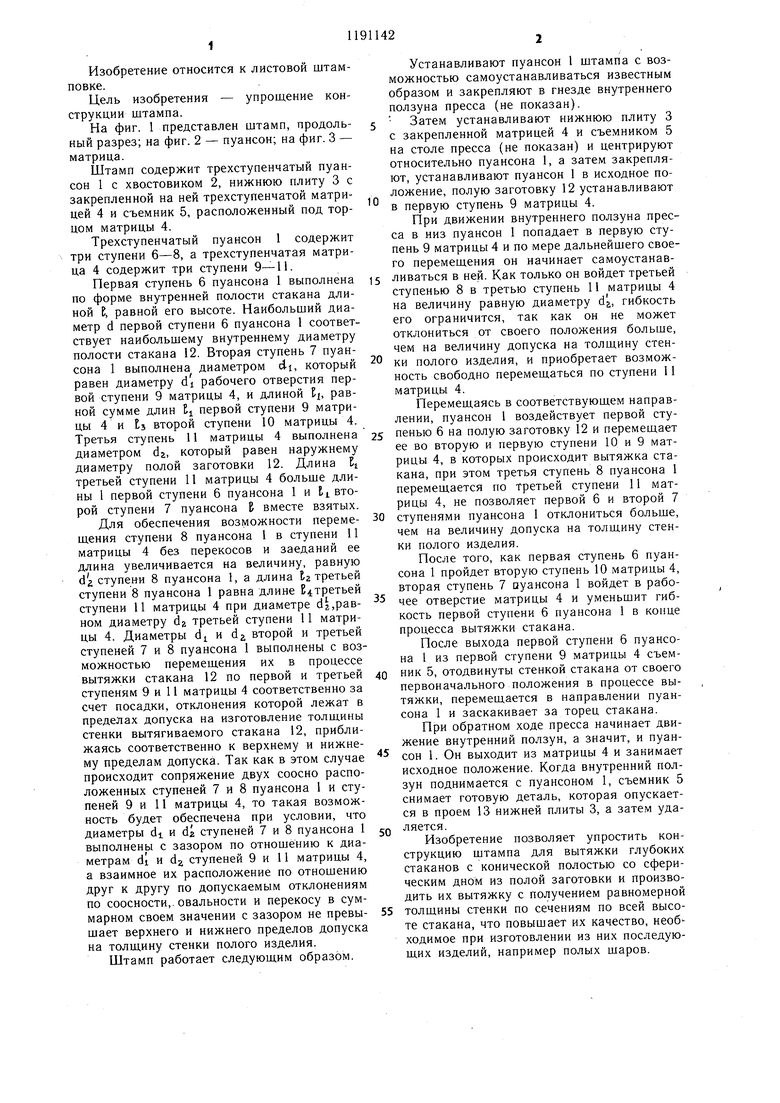
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК С ДНОМ, В ЧАСТНОСТИ, ТЯГ СТЕКЛООЧИСТИТЕЛЕЙ | 2000 |
|
RU2196018C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ КОМБИНИРОВАННОЙ ВЫТЯЖКИ | 1993 |
|
RU2042457C1 |
| Способ изготовления корпусов | 1991 |
|
SU1821265A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| Способ изготовления полых ступенчатых изделий | 1990 |
|
SU1748904A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
| Штамп для вытяжки полых изделий | 1983 |
|
SU1139537A1 |
ШТАМП ДЛЯ ВЫТЯЖКИ, содержащий размещенный в верхней части пуансон и установленные в нижней части съемник и матрицу с рабочим отверстием, состоящим соответственно из заходного, реактивного и рабочего участков, отличающийся тем, что, с целью упрощения конструкции, пуансон выполнен трехступенчатым, постепенно сужающимся и обращен ступенью меньшего диаметра к матрице, при этом длина ступени меньщего диаметра пуансона равна сумме длин рабочего и реактивного участков матрицы, а длина заходного участка матрицы превышает сумму длин ступени пуансона меньщего диаметра и прилежащей к ней ступени пуансона. (Л со 4i Ю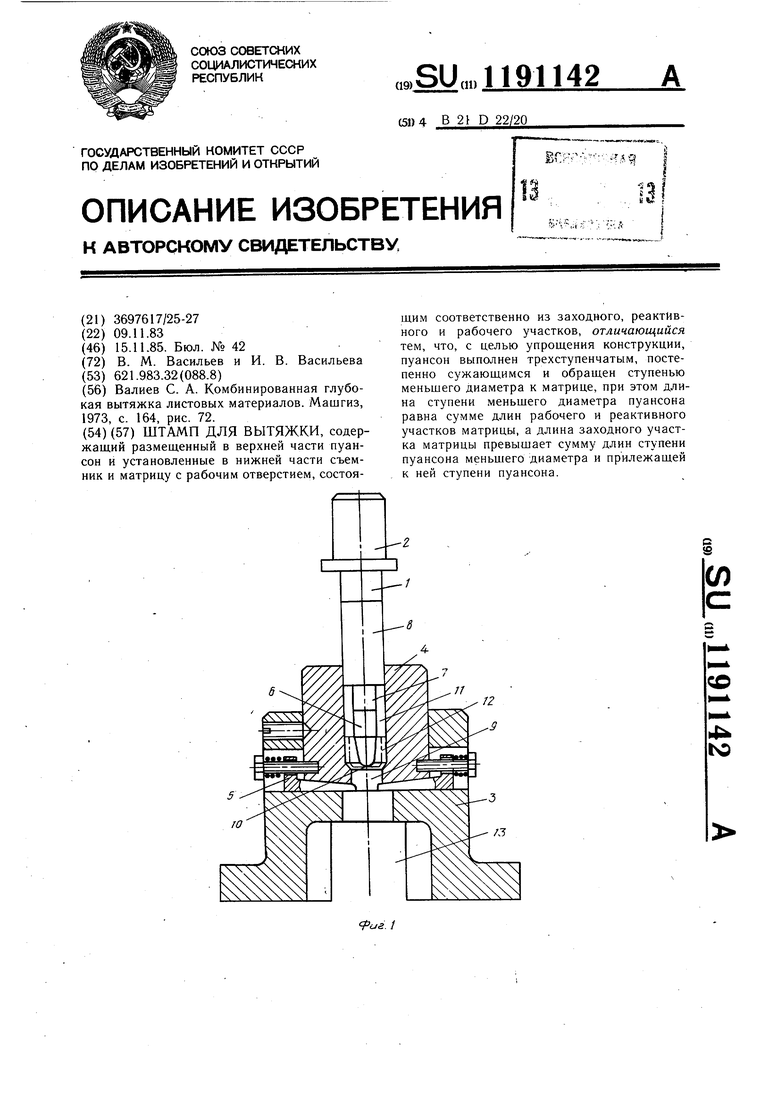
| Валиев С | |||
| А | |||
| Комбинированная глубокая вытяжка листовых материалов | |||
| Машгиз, 1973, с | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
