(54) ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в среде защитных газов | 1988 |
|
SU1547994A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Горелка для дуговой сварки | 1986 |
|
SU1349922A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |
| Токоподводящий мундштук | 1985 |
|
SU1324791A2 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1180202A1 |
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
| Горелка для дуговой сварки в среде защитных газов | 1985 |
|
SU1260135A1 |
1
Изобретение относится к сварочной технике и может быть использовано для полуавтоматической и автоматической сварки в среде защитных газов.
Известны горелки для дуговой сварки в среде защитных газов, содержащие корпус с каналами для подачи проволоки и защитного газа, токоподводящий (шконечник и сопло I.
Из известных решений в горелках защитный газ предохраняет металл шва от воздейЬтвия внещней среды, а сопло направляет его в зону сварки. Токоподводяший наконечник служит дЛя подвода сварочного тока к проволоке.
В известных горелках не обеспечивается направленный перенос электродного металла, высок процент его разбрызгивания.
Наиболее близкой по технической сущности и достигаемому эффекту к описываемому изобретению является горелка для дуговой сварки в среде заи1итных газов, содержащая токоподводяпиж мундштук с каналом для подачи защитного газа и токоподподящим наконечником, а также сопло. Горелка имеет также газовую камеру. ТокоПОДВОДЯЩИЙ мундштук выполнен с параболической наружной поверхностью. Горелка позволяет повысить ламинарность истечения защитного газа и тем самым повысить качество сваркнСХ-Х
Недостатком такой горелки является то, что она не обеспечивает направленного динамического воздействия потока защитного газа на столб дуги и расплавленный металл сварочной ванны.
Целью изобретения является повышение качества сварки путем направленного динамического воздействия потока защитного газа на столб дуги и расплавленный металл сварочной ванны.
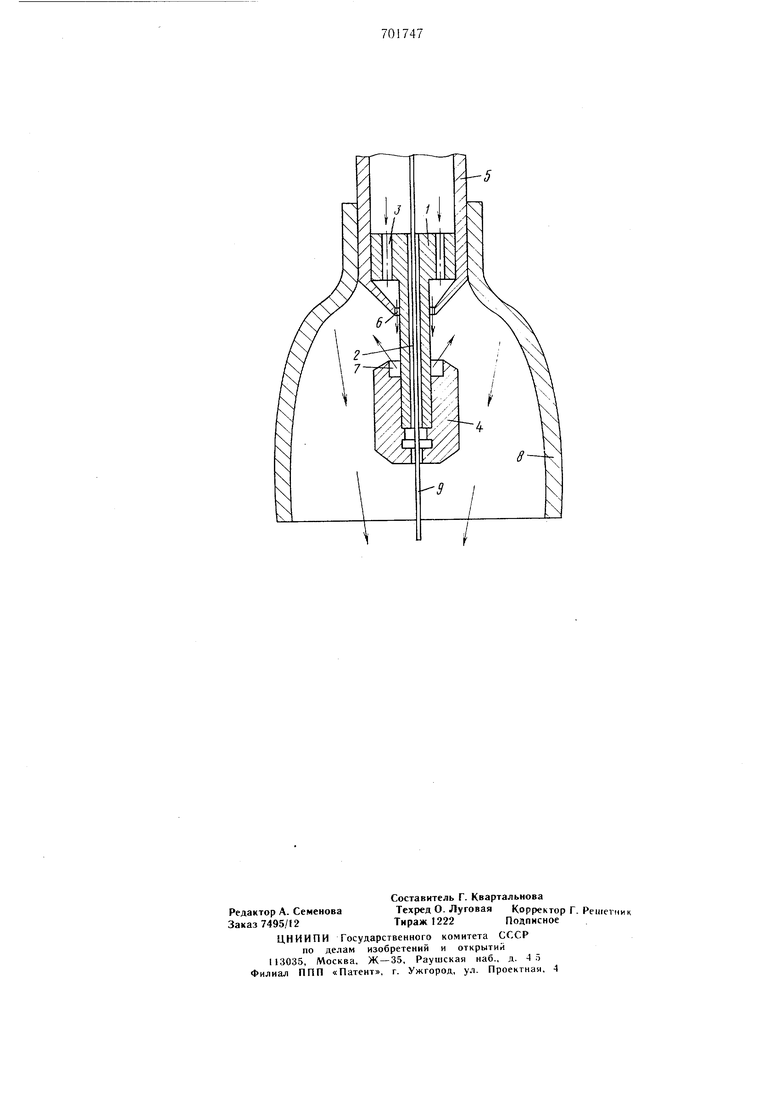
Это достигается тем, что в горелке для дуговой сварки в. среде защитных газов, содержащей токоподводящий мунд1нтук с каналом для направления сварочной проволоки, каналами для подачи защитного газа и токоподводящим наконечником, а также сопло, на мундщтуке установлен стакан с отверстием в дне, образующим кольцевой зазор с поверхностью мундштука для нро, хода защитного газа, токоподнодящий на конечник выполнен с кольцеобразной открытой полостью, расположенной на его нерабочем торне напротив зазора, внутренняя поверхность сопла выполнена параболической формы. При такой конструкции токоподводящий наконечник является одновременно резонатором и вместе с соплом образует газост)уйHbiii нз.чучатель. Параболическая форма сопла способствует созданию направленного потока газа. Па чертеже изображена горелка в продольном разрезе. Горелка содержит токоподводящпй муид1птук 1 с каналом 2 для направления сварочной iipoBfwioKfi, каналами 3 для нодачи защитного газа п токонодводяшим наконечником 4. 1 1релка снабжена стаканом о, выполнепп1 1м с отверстием в дпе и устаиои,.1еии1 1м па мупдштуке 1 с зазо|)ом 6 для прохода запи1Т11ог() газа. Токоподводяпи Й паконечппк 4 выиолпеп с открыго KoJiinieобразно полостью 7, расположеппой па перабочем торпе накопечпика 4 паиротпв .uiзора 6. Горелка имеет coino 8, впутреппяя повер.хпость которого выполпепа иарабо/шческой фор.мы. Позицией 9 обо:м1ачена сварочная нро1и)лока. Горелка работает следуюнигм образом. При вк,1к чении мехаппзма полачи сварочной проволоки 9 одновремеппо че|)ез каналь Л .мундн1тука 1 под дав,1е11пем подается защитны газ. который вьггекает черсм кольцевой зазор Н со свер.хзвуковоп скоростью. Попадая в к().|1 певук) по.посм. 7 токоподводяшего пакопечпика 4, сгруя газа тормозится. При между ко.-п 11еиым .Зазором 6 и Т()кои0(1водяии1м пакопечипком 4 возникает плоский скачок унлотне1П1я г;г(а. Когда дав,1ен11е в ко,||1Д1еобразно 1 по.ккчп 7 станет равным давлению занштного газа. газ начнет вьггекать из иолост.и 7 навстречу основной струе, а скачок уп.ютпепия приб,/1Изится к полости 7. Дав,-1е11пе в по,1)сти 7 упадет, а затем начнется повое ес запо,)ненпе. Взаимодействие ностоянно существуюн1ег() потока защитного газа из к())го зазора 6 и периодически действук)П1его обратного истока из кольцевой полости 7 вызывает пульсацию давления газа в иромежутке кольцевая полость 7 - скачок уплотнения, т. е. генерацию звука. Сопло 8 служит для фокусировки звука. Звуковое давление распространяется в сторону нараболпческо|-о с()п,ча 8, отражается от его стенок, попадает в зону сварки и оказывает динамическое воздействие на CT(),i6 дуги и расп,:ав,1енный метал, сварочпой ванны. Это позволяет обеспечить паправленный перенос электродного металла в сварочную ванну, снизить процепт разбрызгивания присадочного мета,1ла и те.м самым повысит) качество сварки. Формула и .юбретения Горелка д,1я дугово сварки в cpejLC заiunTHiii.x газов, содержап1ая токоподводяnuui мупд1нтук с капалом для паправлепня сварочп()11 нров(),1()ки, капа,1ами ;г1я подачи з; пиг1ПО1Ч) 1аза п токопо.,1водяи1им пакопеч1П1ком, а также con.no, о/.тплоща.чся тем, что, с целью пов)|1пеппя качест15а сварки путем ианравл(.ч1но1Ч) .пинамичесччого iiO3действпя погока зап1итного газа па cTo,i6 дуги и рас11..,1еппы| 1 мета,п,;1 сварочно вап1П)1, па |упдп1туке ycianoB.ien стакап с (ггверстпем н. дш, образующим ко,1ьцев()й ча:5ор с поверхностью мупдпггчка д.ли прохода :,а1пигпого ia;ia. токоподЕЮДЯпии иаконсчнпк ),iien с ко, П|Цеобрачноп oTK)biToii no,). )аспо.1оженной на его nei)a6o чем нанротпв зазора, а 1 путренпяя по BejixnocTb coii.ia .-|неиа парабо,1ическоГ| ({юрмы. Пспочпикп информации, принятые во внимание- нрп гжснерги se 1.Паумов .Л. С,., SiK()B,Kni .Л. П. Лвгоматическая и нолуавтоматическая cisapKa, Л., Пзда ie,ibCTiu) ,пптера по стр()И1е,П)СТву. 1972. 2..AirropcKoe свидете.чьство СССР ,Ь 235868. кл. В 23 К 9., 19(56 (npoTOTini).
