Изобретение относится к сварочному производству, а именно к подаче флюсов при пайке и наплавке, и может быть использовано для дозированной подачи сыпучих материалов.
Цель изобретения - повышение производительности и расширение технологических возможностей дозирования.
На фиг. 1 представлено исходное состояние материала перед подачей; на фиг. 2 - момент начала дозирования; на фиг. 3 - разрушение свода при равномерном перемещении материала относительно отверстия подачи; на фиг. 4 - образование нового свода после окончания перемещения.
Сущность способа заключается в использовании склонности сыпучих материалов образовывать своды над отверстиями и приме- ненин ее для дозированной подачи сыпучих материалов на объекты малых размеров, на большое число рядом расположенных объектов, одновременно различных порций, а также с фигурной засыпкой, в том числе замкнутых контуров, расположенных друг в друге.
Способ осуществляют следующим образом.
Материал равномерно перемещают с постоянной скоростью по плите с отверстиями, разрущая при этом образовавшиеся своды над отверстиями и обеспечивая равномерную его подачу при строго вертикальном его падении. При этом- в отверстия просыпается ровно столько материала, сколько его осыпается при разрушении свода. Размер свода регламентируют зернистостью сыпучего материала и размером отверстия, над которым образуется свод при неподвижном материале. Деталь, на которую засыпают сыпучий материал в определенную точку, размещают под плитой с отверстиями. Для засыпки протяжного слоя материала деталь равномерно перемещают в нужном направлении.
Дозирование флюса 1 (борный ангид- .рид), помещенного в бункер 2, снабженный дном 3 с отверстием 4, выполняют следующим образом. Над отверстием в исходном состоянии образовался свод 5. Флюс 1 подают на заготовку 6 гильотинного ножа, предназначенную для напайки износостойкого сплава на кромку ножа. Дозирование производят равномерным с постоянной скоростью перемещения дна 3 относительно неподвижного бункера 2 с флюсом 1 или
0
перемещением бункера 2 относительно неподвижного дна 3. В первом случае флюс 1 подают на заготовку 6 по линии вдоль направления движения дна, во втором подают строго вертикально в одну точку. В обоих случаях -с момента начала движения флюс 1 равномерно осыпается на заготовку 6. Режим способ следующий: Объем бункера, дм 2
Диаметр отверстия, мм2,5
Скорость перемещения, см/с2
Время дозирования, с5
Точность дозирования, % 99,7 Точность дозирования определяют взве- 5 шиванием 100 порций флюса и отношением разницы между максимальной и мини- .мальной массой порций к среднеариф.мети- ческой массе порции. Определяемая таким образом погрешность не превыщает 0,3%. При увеличении времени дозирования вдвое 0 погрещность дозирования не превыщает 0,15%. Точность дозирования зависит от скорости образования свода над отверстием при прекращении дозирования.
Способ позволяет подавать точные дозы 5 флюса на детали малых размеров при пайке и на группы рядом расположенных деталей одновременно. Изменением диаметра отверстий и формы их расположения на пластине легко обеспечить подачу различных порций флюса одновременно в разные точки 0 объекта, обеспечить засыпку по фигурным контурам, в том числе замкнутым и расположенным друг в друге.
Порощкообразные (})люсы мелкого размола хорощо подаются предлагаемым способом через отверстия диа.метром меньше 1 мм, 5 и засыпка флюса по фигурным контурам возможна на детали весьма небольших габаритов.
Формула изобретения
0 Способ подачи сыпучего материала, включающий перемещение материала по плите относительно отверстий, выполненных в ней, отличающийся тем, что, с целью повышения производительности и расширения технолос гических возможностей дозирования за счет использования свойства материала образовывать свод над отверстием, материал перемещают с постоянной скоростью в одном направлении перпендикулярно оси отверстий в течение всего времени подачи.
Направление перемещения Фиг. г
jA,,
tti H JN М / ГЛГх. и В1 д /h/ffft t у т AT /п
/у/ V( W /М / I М /я У /-/- /УГ , /-д /ц /11 ( /у/ /УГ fff /// f// /fг 2V
.5
Фиг.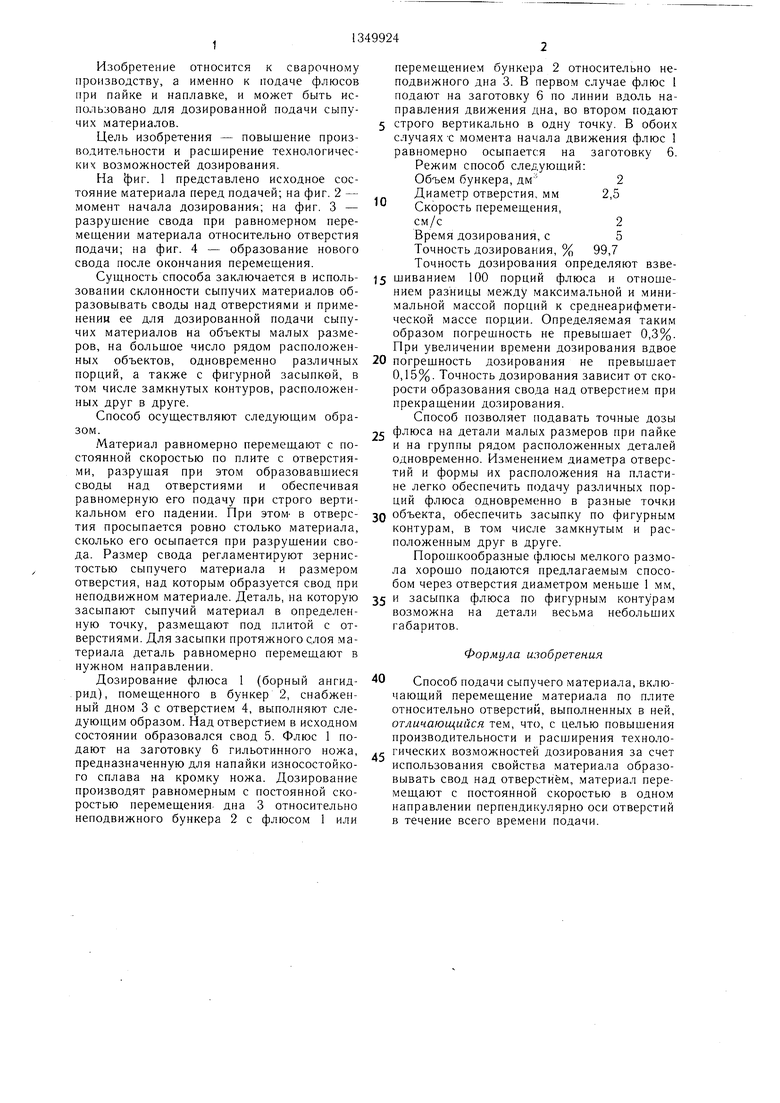
| название | год | авторы | номер документа |
|---|---|---|---|
| Дозатор сыпучих материалов | 1985 |
|
SU1268342A1 |
| Устройство для дозированной подачи флюса | 1988 |
|
SU1593832A1 |
| СПОСОБ ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ ПРИ ПОМОЩИ УСТРОЙСТВ КЛАПАННОГО ТИПА С НЕПРЕРЫВНОЙ ПОДАЧЕЙ СЖАТОГО ГАЗА В ПОЛОСТЬ ДОЗАТОРА НАД КЛАПАНОМ | 1994 |
|
RU2106605C1 |
| Способ наплавки | 1991 |
|
SU1834760A3 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 1993 |
|
RU2065578C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1993 |
|
RU2069614C1 |
| Устройство для отделения деталей от смеси сыпучих материалов | 1986 |
|
SU1431862A1 |
| Устройство для дозирования сыпучих материалов | 1986 |
|
SU1720822A1 |
| Дозатор для подачи флюса | 1989 |
|
SU1680462A1 |
| ПАЯЛЬНЫЙ МАТЕРИАЛ | 2002 |
|
RU2223165C1 |
Изобретение относится к сварочному производству, а именно к подаче флюсов при пайке и наплавке, и может быть использовано для дозирования подачи сыпучих материалов. Целью изобретения является повышение производительности и расширение технологических возможностей дозирования. Суш.ность способа заключается в использовании склонности сыпучих материалов образовывать своды над отверстиями. При равномерном перемеш.ении материала относительно плиты с отверстиями своды разрушаются, а материал осыпается через отверстия на деталь. Регулирование количества осыпаемого материала осуществляется за счет его зернистости и изменения размера отверстия. При прекраш.ении перемещения в состоянии покоя образуются новые своды над отверстиями. Способ позволяет подавать точные дозы сыпучего материала на детали малых размеров, на группы деталей одновременно, на детали со сложным фигурным профилем. 4 ил. с со 4 СО СО 4
| Авторское свидетельство СССР № 755323, кл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
