Изобретение относится к области сварки и предназначено для cbinyqHx материалов, подаваемых в зону сваркио
Целью изобретения является повышение точности дозы флюса и нанесения ее на поверхность изделия, а также расширение технологических воз- мояшостейо
10
15
20
25
На фиго1 представлено устройство, общий вид; на фиго2 - то же, вид сверху J на фиг с, 3-6 - различные стадии работы устройства
Устройстве) для дозированной подачи флюса содержит бункер , установленный над конической зубчатой шестерней 2э размещенной на-оси 3 В конической шестерне 2 выполнены дозирующие отверстия 4 для дозирования флюса 5о Шестерня 2 находится в зацеплении с шестерней 6, установленной на оси 7с, Шестерня 6 установлена с возможностью перемещения по стыку 8 свариваемых деталей 9 в виде направляющего ролика Бункер 1 неподвижно соединен с плитой 10, в которой выполнено дозирующее отверстие 11, служащее для выдач.и порции флюса 5 из шестерни 2 о Бункер 1 и плита 10 уста- новлены относительно шестерни 2 с за°- 3opOMj предотвращающим просьшание флюса через щель между плитой 10 и шестерней 2, С плитой 10 неподвижно соединена трубка 12 подачи флюса на стык Шестерня 2, закрыта сверху крьшкой 13 Передаточное отношение конической передачи находится в пределах i 0,6 - Оз7 и выбрано для оптимального сочетания скорости сварки и дозированной порции флюсас При передаточном отношении i дозы флюса попадают одна на другую, что приводит к нарушению точности дозы флюсао При этом перекрытие доз флюса д оходит до 80%, что увеличивает расход флюсао Величина одной дозы флюса равна объему дозирующего отверстия 4о При большом перекрытии доз флюса набл бдается значит тельный его перерасходе Оптимальное
15938324
нием конической зубчатой передачи представлены в таблице
Величина перекрытия доз флюс определяется .взвешиванием порций флюса и действительным расходом флюса на длине .100 мМо
Устройство работает следуклцим образом
При сварке устройство передвигается по стыку 8 свариваемых деталей 9 с помощью шестерни 6, установленной на оси 7 о Шестерня 6, служащая направляющим роликом осуществляющим слежение по стыку 83 посредством конического зубчатого зацепления передает вращение на шестерню 2, установленную на оси Зо В шестерне 2 выполнены дозируюшд е отверстия 4, служащие ячейками дозы флюса 5 о Флюс 5 из бункера 1 попадает в отверстия 4 шестерни 2. Ввиду того, что шестерня 2 снизу закрыта плитой 10, флюс 5 продолжает вращение вместе с шестерней 2 до тех5 порJ пока отверстие 4 не совместится с отверстием 11 в плите 10о Высыпаясь в отверстие II,флюс 5 по трубке 12 попадает на стык 8оКрьш1 ка 13 предохра1-1яет от высыпания флюс 5 при наклонахJ поворотах и .вибрации устройства;, Вращат.ельное движение шестерни 6 преобразуется во вращательное движение шестерни 2 а вращение шестерни 2 обеспечивает порционную выдачу флюса 5 на стык Во Дозирование флюса происходит следующим образомо
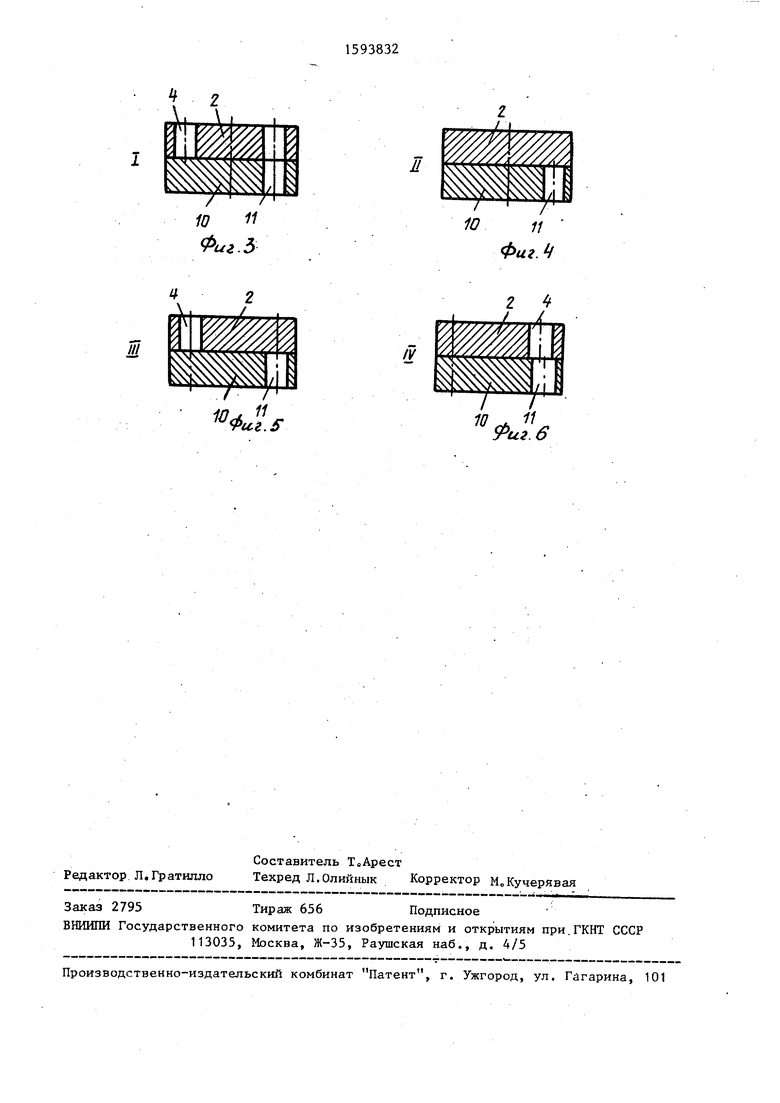
Позиция I (фиго 3)о Одно из отверстий 4 в конической ш.естерни 2 совмещено с отверстием 11 плиты 10,флюс из отверстия 4 через отверстие 11 попадает в трубку подачи флюса 12 и вы-- сыпается на стык 8о
Позиция II (фигс,4)о При дальнейшем вращении шестерни 2 отверстие 4 не совмещено с отверстием П плиты 10, подачи флюса не происходит
Позиция III (фиго5)с Шестерня 2 продолжает вращение и ее отверстие 4
35
40
перекрытие порции флюса должно состав- снова -совмещается с отверстием 11
лять 30-40%„ При увеличении передаточного отношения до i 0,7 происходят пропуски флюса, что приводит к неполному заполнению флюсом свариваемого стыка, снижающему качество свар ного шва Результаты испытаний устройства для дозированной подачи флюса с различным передаточным отноп -
55
плиты lOj снова происходит порционная выдача флюса
При остановке движения устройства по стыку свариваемых деталей прекращается подача флюсао
Позиция IV (фигоб)с Промежуточное положение шестерни 2 и плиты 10 при остановке устройства - флюс высыпя
плиты lOj снова происходит порционная выдача флюса
При остановке движения устройства по стыку свариваемых деталей прекращается подача флюсао
Позиция IV (фигоб)с Промежуточное положение шестерни 2 и плиты 10 при остановке устройства - флюс высыпяется из отверстия 4 и его подача прекращается, так как передвижение устройства по стыку связано с вращением дозируняцего механизма
Приме РО Производили сварку ниэкоуглеродистой стали толщиной 16 мм с разделкой кромок на глубину 4 мм проволокой 0 5,0 мм марки Св-08А с флюсом АН-348-А на следугацем режиме:
Сварочный ток, А940
Напряжение дуги, В39
Скорость сварки,м/ч21
Точность дозирования флюса, %99,8 Применение устройства позволяет повысить точность дозы флюса и точность попадания флюса на стык и осуществляет засыпку фпюса по фигурному стыку о
Формула изобретения
Устройство для дозированной подачи фпюса, содержащее бункер и. механизм дозирования флюса, выполненный в виде вращающегося дозатора и плиты . с дозирующим отверстием, отличающееся тем, что, с целью повышения точности дозы флюса и нанесения ее на поверхность изделия, а также расширения технологических возможностей, плита снабжена кр ышкой, соединенной с бункером и размещенной над до- зирукщими отверстием, и трубкой,размещенной под дозирующим отверстием, а вращайщийся дозатор вьтолнен в виде одноступенчатой конической зубчатой
передачи-с углом пересечения осей вращения конических шестерен, равным 90°, и передаточным соотношение, находящимся в пределах 0,6 - 0,7, при этом одна из конических шестерен зубчатой передачи размещена над плитой и выполнена с дозирующими отверстиями, другая выполнена в виде направляющего ролика, а дозирующие отверстия размещены на конической шестерне с
возможностью их периодического совпадения с дозирующим отверстием плиты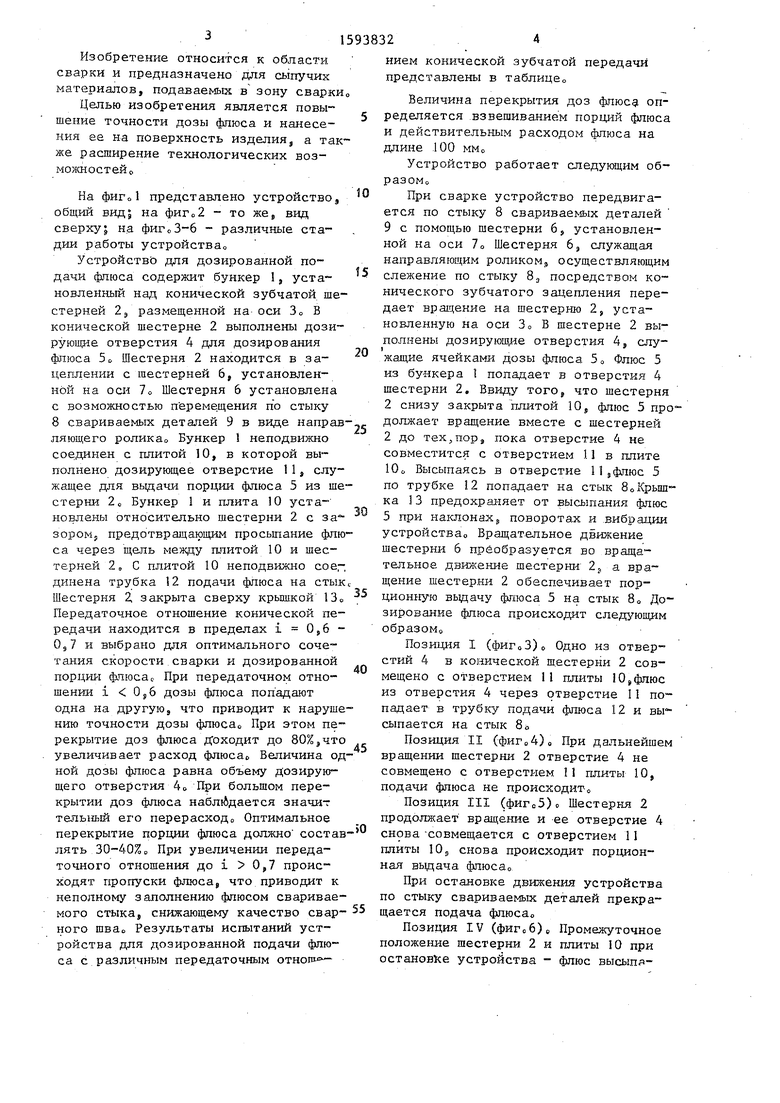

| название | год | авторы | номер документа |
|---|---|---|---|
| Дозатор для подачи флюса | 1989 |
|
SU1680462A1 |
| Дозатор сыпучих материалов | 1985 |
|
SU1268342A1 |
| Устройство для формирования обратной стороны шва | 1979 |
|
SU863286A1 |
| ДОЗАТОР С БУНКЕРОМ ДЛЯ СЫПУЧИХ МАТЕРИАЛОВ | 2007 |
|
RU2351123C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ ВЫДАЧИ СЫПУЧИХ КОРМОВ | 2002 |
|
RU2223640C2 |
| ДОЗАТОР С БУНКЕРОМ ДЛЯ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2433939C1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| Способ подачи сыпучего материала | 1985 |
|
SU1349924A1 |
| Датчик положения свариваемого стыка | 1988 |
|
SU1703322A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
Изобретение относится к сварке и предназначено для дозирования сыпучих материалов, подаваемых в зону сварки. Цель изобретения - повышение точности дозы флюса и нанесения ее на поверхность изделия, а также расширение технологических возможностей устройства. Устройство содержит бункер 1, механизм дозирования флюса в виде конической зубчатой пары с шестернями 2 и 6, плиту 10 с отверстием 11 и крышку 13. Устройство перемещают по стыку 8 изделия 9 при сварке. Флюс 5 из бункера 1 через отверстие 4 в шестерне 2 транспортируется при ее вращении к отверстию 11 в плите 10 и высыпается через трубку 12 на поверхность изделия в зону сварки. Точность дозирования флюса и периодической его подачи на изделие обеспечивается при соотношении конической передачи в пределах 0,6-0,7 и угле пересечения осей вращения шестерен, равном 90°. Привод вращения механизма дозирования осуществляют при перемещении шестерни 6 по разделке стыка 8. При прекращении движения устройства подача флюса прекращается. 6 ил., 1 табл.
Результаты испытаний
Перекрытие доз флюса 82%, перерасход флюса Перекрытие доз флюса 56%, перерасход флюса Перекрытие доз флюса 39%,оптимальное.. Перекрытие доз флюса 30%, оптимальное Пропуски фпюса на стыке Пропуски флюса на стыке 5 - 10 мм
III
%.
и
IV
