Изобретение относится к сварке плавлением, преимущественно электронным лучом, и может быть использовано для устранения дефектов типа кратер.
Цель изобретения - повышение качества при заварке дефектой.
На чертеже показана схема реализации -предлагаемого способа.
Первоначально выполняют на месте кратера отверстие 1 в которое вставляют заглушку 2, которую предварительно упрочняют так, чгобы верхняя часть конической заглушки выступала над дефектным отверстием на глубину отверстия Зэ выполненного в большем основании заглушки, а нижняя часть 4 заглушки выступала над внутренней плоскостью сварного изделия.
После сборки выступающий участок заглушки со стороны большего основа- ния, оплавляют. Верхнюю часть кратера наполняют расплавленным металлом j а затем проплавляют на всю тол- ищну изделия,
Пример, Используют алюмини евый сплав с толщиной листа 30 мм, Выступание; заглушки над, листом 3s5 мм, диаметр глухого отверстия 1 мм, давление в ваку;шной камере
л-5
510 мм рт.ст. Режимы оплавления выступающей части зaгJryшкиl Vyci - 30 кВ; 1д 380 мА| ul - +1 мА
Предварительно электронная пушка выставляется по центру заглушки с совмещением оси пуижи с осью заглушки с помощью отверстия, выполненного в основании заглушки 5 на которое наводится электронный луч. Оплавление производится неподвижным расфокусированным лучом с медленным возрастанием тока луча до максимальной величины и с медленным уменьшением до нуля о
При эксплуатации издели.ч в широком диапазоне отрицательнъгк и положительных температур, благодаря ус - тановке заглушки без зазора в дефектное отверстие по плотной посадке перед проплавлением металла, герметичность соединения не нарушается
ВНЮйТИ Заказ 6319
Пронзи „ полигр. пр-тке г„ Ужгород уло Проектная, 4
Таким образом, положительный эффект от способа устранения дефекта типа кратер заключается в увели- чении надежности заделки, дефекта и
устранения возможности натяжения через зону устранения дефекта при эксплуатации конструкид1и в широком диапазоне положительных и отрицательных температур, а 7акже в улучшении технологии сварки, так как процесс сплавления настраивают на глубину отверстияэ выполненного со стороны большего основания конической заглушки и прекрашдют после кивелиров- ки материала стенок отверстия до его основания. Выполненное .технологичес кое отверстие обеспечивает контроль массы, материала 5 необходимой для опхгавленияо
Использование способа позволит уменьшить трудоемкость настройки и процесса оплавления не менее чем в два раза, а также устранить возможность занижения выступаюш;его мета-п- ла при его оплавлении.
Фор м у л д изобретения
Способ устранения дефектов сварного шва, при котором в детали на месте дефекта выполняют коническое отверстие, в которое устанавливают ме- та.Ш1Нческий стержень в виде усечен™ ного конуса, торцовая поверхность которого выступает над поверхностью сзаркваемой детали,, и производят его сварку с деталью, о т л и
чающийся тем, что с целью повышения качества сварного соединения j наружную по зерхность металлического стержня упрочняютэ на его торцовой поверхности, выступающей над поверхностью свариваемой детали, вьтолняют соосное глухое отверстие глубиной, равной величине его выступающей части, при этом стержень устанавливают в отверстие
с натягом, обеспечивая выступание зго второй торцовой поверхности с обратной стороны.
Тираж 922
ПоД:га1скоа
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения дефектов сварного шва | 1986 |
|
SU1349929A1 |
| Способ электронно-лучевой заварки сварочных дефектов типа кратер | 1988 |
|
SU1581519A1 |
| Способ устранения дефектов типа "кратер" сваркой плавлением | 1977 |
|
SU727377A1 |
| Устройство для заварки глубоких отверстий | 1979 |
|
SU870031A1 |
| Способ ремонта дефектов литья | 1987 |
|
SU1555099A1 |
| СПОСОБ КОНТРОЛЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2301136C2 |
| Способ сварки плавлением | 1984 |
|
SU1147532A1 |
| Способ заварки кратера | 1984 |
|
SU1234095A1 |
| Способ контактной стыковой сварки оплавлением | 1990 |
|
SU1787089A3 |
| Способ дуговой сварки плавящимся электродом в узкую разделку | 1982 |
|
SU1061956A1 |
Изо0ретение относится к сварке плавлением, преимущественно лучом, и может быть использовано для заварки дефектов. Целью изобретения является увеличение надежности заделки дефекта типа кратер и устранение возможности натекания через устранения дефекта при эксплуатации изделия в широком диапазоне темг ператур. На месте дефекта выполняют отверстие 1, в которое вставляют заглушку 2 с предварительно упрочненной поверхностью таким образом, чтобы верхняя часть конической заглушки выступала над дефе чтным отверстием на глубину отверстия 3, выполненного в большем основании заглушки. Нижняя часть 4 заглушки выступает над внутренней плоскостью сварного изделия. После сборки выступающий участок заглушки со стороны большего основания оплавляют. Верхнюю часть кратера наполняют расплавленным метал - лом а затем проплавляют на всю толщину изделия. Трудоемкость настройки и процесса оплавления уменьшается не менее чем в два раза, а также устраняется возможность занижения выступающего металла при его окончательном оплавлении. 1 ил. tp Ф 00 ч 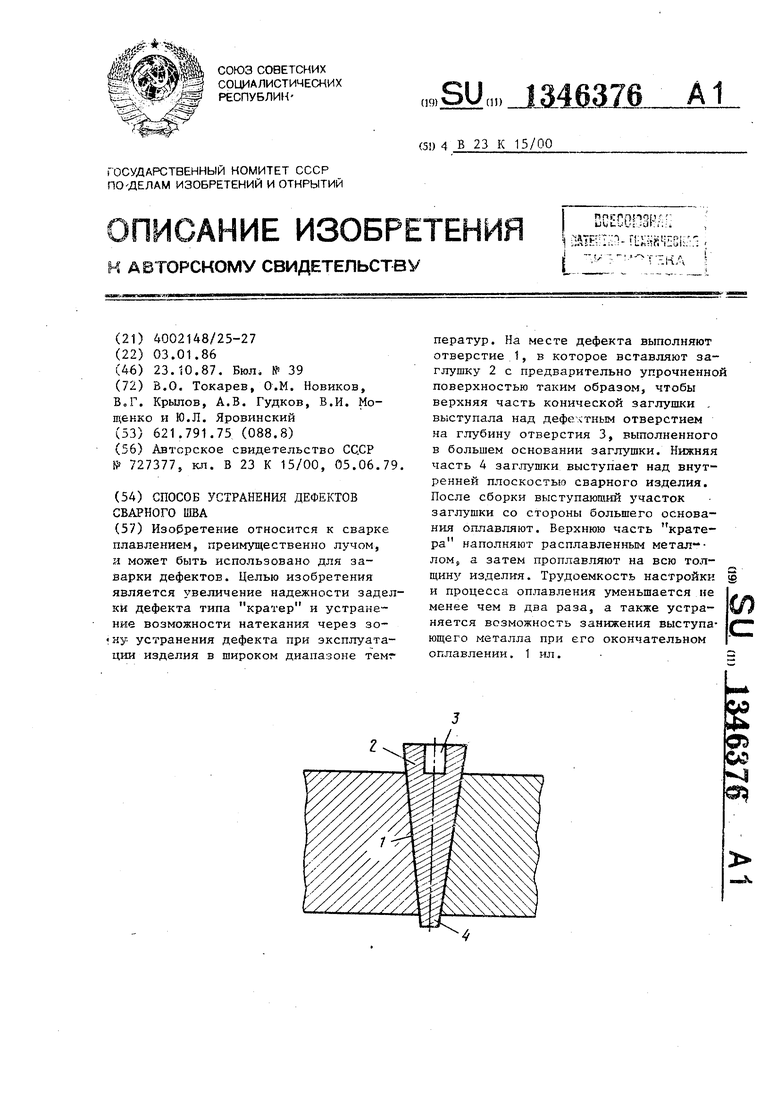
| Способ устранения дефектов типа "кратер" сваркой плавлением | 1977 |
|
SU727377A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
