Изобретение относится к технологии электронно-лучевой сварки и может быть использовано в машиностроении для устранения дефектов сварных швов.
Цель изобретения - повышение качества сварного соединения и уменьшение мощности электронного пучка при устранении дефекта за счет уменьшения объемов расплавляемого за единицу времени металла.
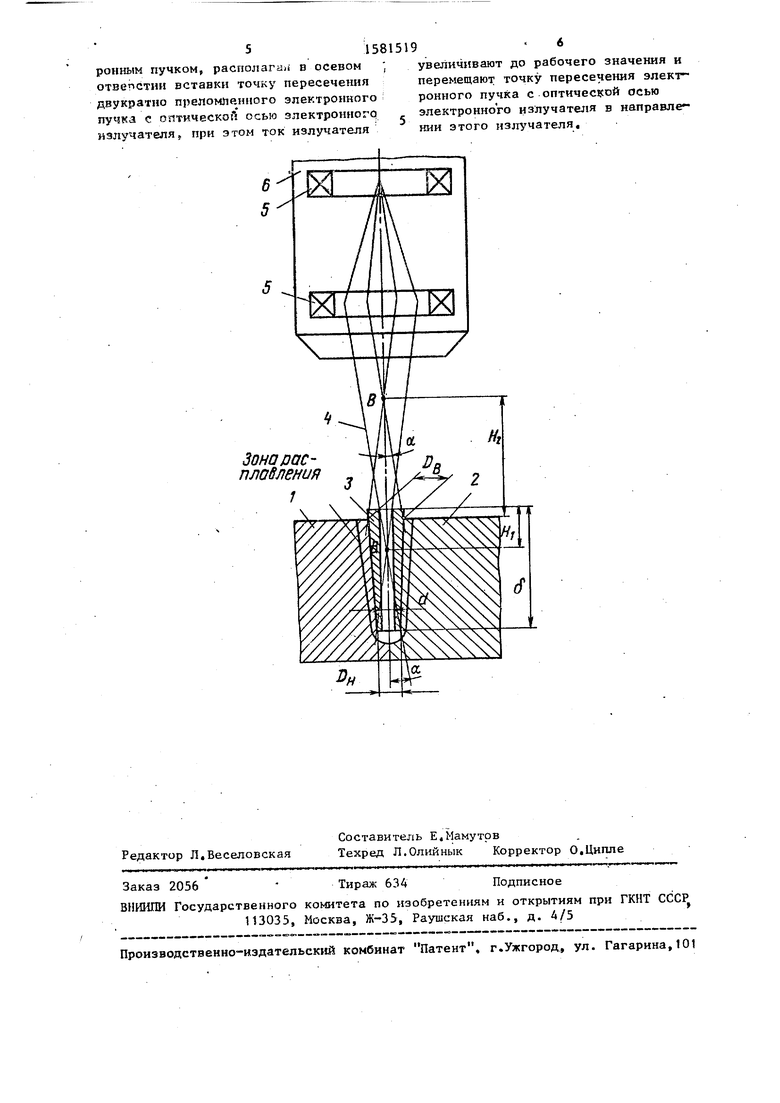
На чертеже показана схема электронно-лучевой заварки сварочных дефектов типа кратер на участке шва.
На дефектном участке шва, сформированного при сварке деталей 1 и 2, выполняют коническое отверстие и размещают в нем коническую вставку 3 со сквозным осевым отверстием. Электронный пучок 4 двукратно преломляют с помощью двух отклоняющих систем 5 так, что обеспечивается пересечение траекторий электронов пуч- Ка с оптической осью электронного излучателя в точке В,
Вначале эту точку В располагают в осевой отверстии вставки, а затем с помощью отклоняющих систем 5 обес4
печивают вращение двукратно прело.- ленно го пучка 4 и увеличивают его ток до рабочего значения, постепенно перемещая точку В в направлении электронного излучателя 6 Поспе по- степенного заплавленил осевого от- верстия вставки, завариваемой в дефектную зону шва, и оплавления ее выступающей над швом части ток пучка плавно снижают до нулевого значения. На первом этапе заварки обеспечивается полное расплавление нижнего торца вставки при минимально возможном оплавлении ее верхнего торца. На чертеже показан угол / наклона пучка к оси электронного излучателя, который с учетом обычных геометрических соотношений может быть подсчитан по формуле
a/ arctg (D,( + d)/2Ј3,
где. DH - наружный диаметр нижнего
торца вставки; d - диаметр осевого отверстия
вставки;
$ - высота вставки. Первоначальное положение точки В в осевом отверстии вставки может быть определено по формуле
Н1 0,5d -ctgof,
где Н - глубина, на которой расположена точка В в осевом отверстии вставки,
При первоначальном оплавлении нижнего торца вставки мощность электронного пучка выбирают именно с учетом этого расплавления и сварки нижнего торца вставки с основным металлом сварного соединения, В дальнейшем выбранная мощность пучка поддерживается на постоянном уровне, а оплавление вышележащих объемов вставки производят за счет перемещения точки В (вверх по чертежу). За счет этого в каждый момент времени расплавляется меньший объем металла, нежели по известному способу и затрачивается меньшая мощность,
Пример. Провели сварку в нижнем положении плит из алюминиевого сплава АМг 6 толщиной 60 мм на режиме: ускоряющее напряжение 60 кВ, ток электронного пучка 320 мА, ток фоку- сировки - 15 мА, скорость сварки 30 м/ч, расстояние от электронного излучателя до лицевой поверхности йлит 100 мм, частота кругового перемещения пучка I70 Гц, первоначальная глубина расположения точки В в отверстии вставки Н 14 мм, конечная высота точки В над поверхностью плиты Н 43 мм, скорость перемещения точки В в процессе сварки 40 м/ч. Пр сварке использовали блок двойного преломления ОЛ-143.
Дефекты сварного шва получили искусственным путем за счет периодического отключения источника питания.
На подлежащем исправлению дефектном участке выполняли коническое отверстие глубиной 40 мм с диаметрами DH 4 мм и De 6 мм. В это отверстие вставляли вставку с соответствующими ему наружными размерами, в которой предварительно выполняли осевое отверстие диаметром d 2 мм. Превышение встагжи над поверхностью плит составляло 3 мм.
После заварки было установлено, что в зоне бывшего дефекта нет пор или несплавлений, содержание магния и марганца в литом металле уменьшилось менее чем на 5% в сравнении с их исходным содержанием, а прочностные свойства литого металла составляли не менее 95% от прочности металла до заварки дефекта.
Практика показала, что наилучшие результаты обеспечиваются при следующих размерах вставки: 20- 40 мм, d 1,5-2,5 мм, DH 3-4 мм, Hg 5-6 мм.
Таким образом, применение предлагаемого способа позволяет повысить качество сварного соединения.
Формула изобретения Способ электронно-лучевой заварки сварочных дефектов типа крагер, при котором в зоне дефекта сварного шва выполняют коническое отверстие, размещают в нем вставку с превышением над поверхностью сварного шва, и облучают ее перемещаемым по круговой траектории электронным пучком, проплавляя ее на всю ее глубину, о т- личающийся тем, что, с целью повышения качества сварного соединения и уменьшения мощности электронного пучка при устранении дефекта путем уменьшения объемов расплавляемого за единицу времени металла, во вставке предварительно выполняют осевое отверстие, а облучение ее производят двукратно преломленным электЗонарас-плавления
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения дефектов сварного шва | 1986 |
|
SU1349929A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| Способ устранения дефектов сварного шва | 1986 |
|
SU1346376A1 |
| Способ устранения дефектов типа "кратер" сваркой плавлением | 1977 |
|
SU727377A1 |
| Способ электронно-лучевой сварки тонкостенных трубчатых деталей | 2021 |
|
RU2766615C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2004 |
|
RU2259264C1 |
| Способ стыковой сварки труб | 2024 |
|
RU2831672C1 |
| Способ удаления дефектов металла | 1978 |
|
SU804335A1 |
Изобретение относится к технологии электронно-лучевой сварки и может быть использовано в машиностроении для устранения дефектов сварных швов. Цель изобретения - повышение качества сварного соединения и уменьшение мощности электронного пучка при устранении дефекта за счет уменьшения объемов расплавляемого за единицу времени металла. В зоне обнаруженного дефекта шва выполняют коническое отверстие и вставляют в него коническую вставку с осевым отверстием, располагая ее верхний более широкий торец с превышением относительно поверхности шва. Сварку производят двукратно преломленным пучком, точку пересечения которого с оптической осью электронного излучателя располагают в осевом отверстии. Пучок перемещают по круговой траектории, расплавляя вначале нижний торец вставки, а затем - последовательные вышележащие объемы, постепенно выводя названную точку пересечения пучка и оптической оси из осевого отверстия. При первоначальном оплавлении нижнего торца вставки мощность пучка должна обеспечить возможность оплавления и сварки этого торца вставки с основным металлом сварного соединения, а в дальнейшем эту мощность поддерживают постоянной.
Редактор Л.Веселовская
Составитель Е,Мамутов
Техред Л.Олийнык Корректор О.Ципле
Заказ 2056
Тираж 634
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
Подписное
| Способ устранения дефектов типа "кратер" сваркой плавлением | 1977 |
|
SU727377A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ устранения дефектов сварного шва | 1986 |
|
SU1349929A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
