Изобретение относится к сварочному оборудованию, в частности к уста-- новкам для диффузионной сварки в вакууме, и может быть использовано для получения неразъемных соединений прецизионных деталей, в частности при изготовлении ультразвуковых пьезо преобразователей.
Цель изобретения - расширение -тех- нологических возможностей и повьЕие- цие качества сварного соединения.
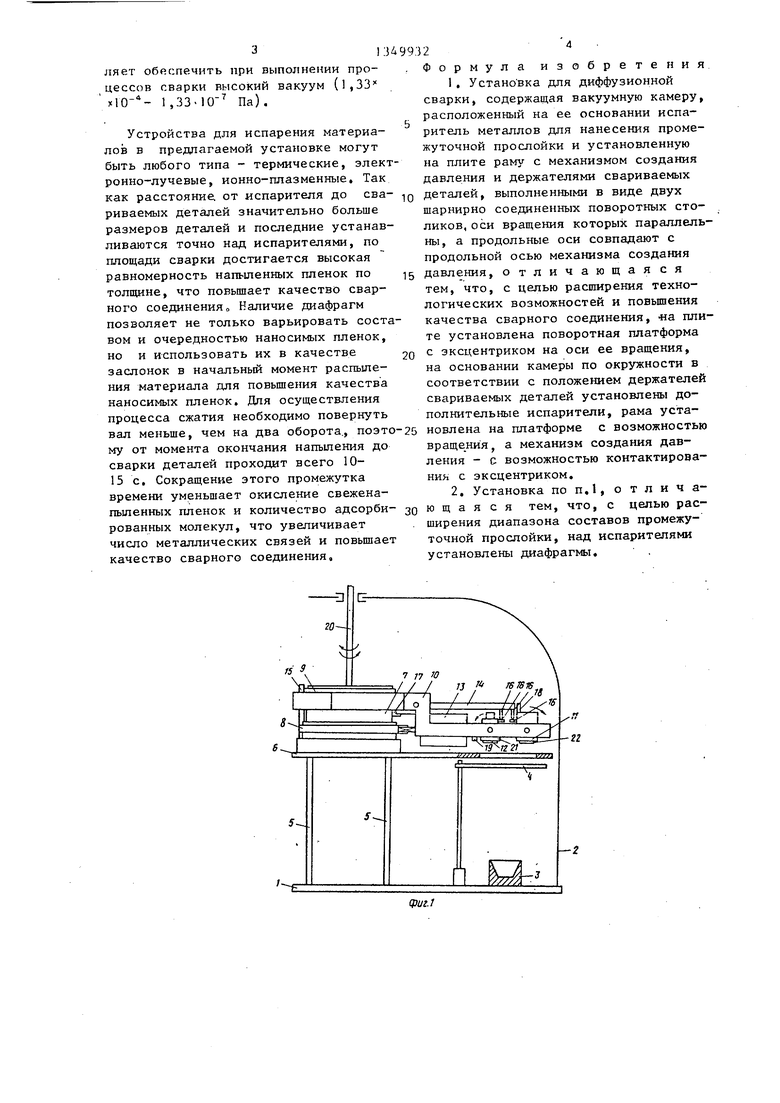
На фиг«1 изображена предлагаемая установка, вид сверху на фиг. 2
то же, вид сбоку.
Установка содержит BaKyyMtryio камеру, состоящую из основания 1 и колпака 2. На основании 1 установлены испарители 3 металлов для нанесения промежуточной прослойки, диафрагмы 4 и стойки 5, на которых закреплена плита 6, на последней размещена поворотная платформа 7, на оси вращения которой закреплен эксцентрик 8 и установлен поДшипник 9, посредством которого с платформой 7 связана рама 10 с держателями I и 12 свариваемых деталей и механизмом 13 создания сжимающего усилия с калиброванными пружинами, снабженная тягой 14 и ограничителем 15 угла вращения рамы 10. Держатели 11 и 12 и тяга 14 снабжены фиксаторами 16, связанными посредством кулачка 17с тягой 14, и удерживаются в вертикальном положении противовесами (не показаны), закрепленными на осях держаталей, а в горизонтальном - упорами 18 и 19, Привод вращения установки осуществляется валом 20, проходящим через вакуумное уплотнение в колпаке 2 и соединенным через разъем с платформой 7,
Установка работает следующим образом.
Сначала выполняют подготовительные операции. Проворачивают платформу 7 на подшипнике 9 относительно рамы 10, так что механизм 13 создания сжимающего усилия касается эксцентрика 8 при минимальном расстоянии от оси вращения платформы 7, Держатели 1 1 и 12 устанавливают в вертикальном положении тягой 14 с помощью фиксаторов 16, На держателях II и 12 устанавливают свариваемые детали 21 и 22,
Испарители 3 загружают распыляемыми материалами. Диафрагмы 4 уста
5
0
навливают и соответствии с задаваемой структурою мио1 ослойлс)й прослойки так, что при остановке узла крепления над соответствующим испарителем 3 пленка распыляемого материала наносится на одну из деталей или на обе детали одновременно. Затем опускают колпак 2, вакуумируют камеру и производят поочередно напыление материалов, устанавливая детали против соответствующих испарителей путем вращения валом 20 рамы 10 совместно с платформой 7 относительно плиты 6 и испарителей 3, После окончания процесса напыления и остановки рамы 10 ограничителем 15 угла вращения платформа 7 с; эксцентриком 8 и кулачком 17 начинают проворачиваться на подшипнике 9 относительно рамы 10, Тяга 14 поднимается кулачком 17 и освобрждает держатели 11 и 12, которые переводятся в горизонтальное положение, например, противовесами 5 .или пружинами, и соединяемые детали 21 и 22 устанавливаются параллельно свариваемыми поверхностями на упорах 18 и 19.
При дальнейшем вращении платформы 7 эксцентрик 8 механизма 13 создания сжимающего усилия сдвигает в горизонтальном направлении подвижной шток {не показан) в держателе 12 с деталью 21 до сжатия с детгшью 22 на держателе 11. Так как ход штока значительно менЬЕШ длины рабочей поверхности эксцентрика 8, усилие вращения, передаваемое валом 20, значительно меньше развиваемого усилия, сжатия. Усилие сжатия устанавливают заранее путем размещения в механизме . I3 создания сжимающего усилия калиброванных пружин.
Введение в установку для диффузионной сварки поворотной платформы эксцентрика, рамы с механизмом сжимаемого усилия позволяет одним приводом, передаюш нм вращение, устанав- л. ьзать свариваемые детали над определенным испарителем, переводить их из положения напыления в положение сварки, сближать и сжимать детали при сварке, что позволяет расширить технологические возможности установки
Установка для диффузионной сварки в вакууме позволяет осуществлять соединение деталей с высоким качеством. Наличие в вакуумной части единственного ввода оси вращения позво0
5
0
Ь
0
5
3 :3499
ляет обйкпечить при выполнении процессов сварки высокий вакуум (1,33 1,33-10- Па).
Устройства для испарения материалов в предлагаемой установке могут быть любого типа - термические, электронно-лучевые, ионно-плазменные. Так как расстояние от испарителя до сва- риваемых деталей значительно больше размеров деталей и последние устанавливаются точно над испарителями, по площади сварки достигается высокая равномерность напыленных пленок по толщине, что повышает качество сварного соединения Наличие диафрагм позволяет не только варьировать составом и очередностью наносимых пленок, но и использовать их в качестве заслонок в начальный момент распыления материала для повьппения качества наносимых пленок. Для осуществления процесса сжатия необходимо повернуть вал меньще, чем на два оборота., поэто му от момента окончания напыления до сварки деталей проходит всего 10- 15 с. Сокращение этого промежутка времени уменьшает окисление свежена- пьшенных пленок и количество адсорби- рованных молекул, что увеличивает число металлических связей и повьщ1ает качество сварного соединения.
5
f 9
2
Формула изобретения
1 , Устано вка для диффузионной сварки, содержащая вакуумную камеру, расположенный на ее основании испаритель металлов для нанесения промежуточной прослойки и установленную на плите раму с механизмом создания давления и держателями свариваемых деталей, выполненными в виде двух шарнирно соединенных поворотных столиков, оси вращения которых параллельны, а продольные оси совпадают с продольной осью механизма создания давления, отличающаяся тем, что, с целью расширения технологических возможностей и повьшения качества сварного соединения, «а плите установлена поворотная платформа с эксцентриком на оси ее вращения, на основании камеры по окружности в соответствии с положением держателей свариваемых деталей установлены дополнительные испарители, рама установлена на платформе с возможностью вращения, а механизм создания давления - с возможностью контактирования с эксцентриком.
2. Установка по п.1, о т л и ч аю щ а я с я
тем,
что, с целью расширения диапазона составов промежуточной прослойки, над испарителями установлены диафрагмы.
7 П Ю
Р едактор И. Гор ная
Составитель Т.Олесова Техред Л.Олийньис
Заказ 5217/12Тираж 970Подписное
ВШШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, )К-35, Раушская наб,, д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
сриг.2
Корректор И.Муска
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для диффузионной сварки | 1989 |
|
SU1682094A1 |
| Установка для диффузионной сварки в вакууме | 1990 |
|
SU1738557A1 |
| Установка для диффузионной сварки | 1989 |
|
SU1726181A1 |
| Установка для диффузионной сварки | 1983 |
|
SU1106617A1 |
| Установка для диффузионной сварки в вакууме | 1983 |
|
SU1100064A1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2007 |
|
RU2355537C1 |
| Установка для диффузионной сварки | 2017 |
|
RU2646517C1 |
| Способ диффузионной сварки керамики | 1973 |
|
SU592546A1 |
| Устройство для сварки трением | 1989 |
|
SU1829990A3 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2004 |
|
RU2259265C1 |

| Установка для диффузионной сварки в вакууме | 1983 |
|
SU1100064A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
