Изобретение относится к оборудованию для диффузионной сварки и может быть использовано в электронной и радиотехнической промышленности.
Целью изобретения является повышение качества сварного соединения и расширение технологических возможностей.
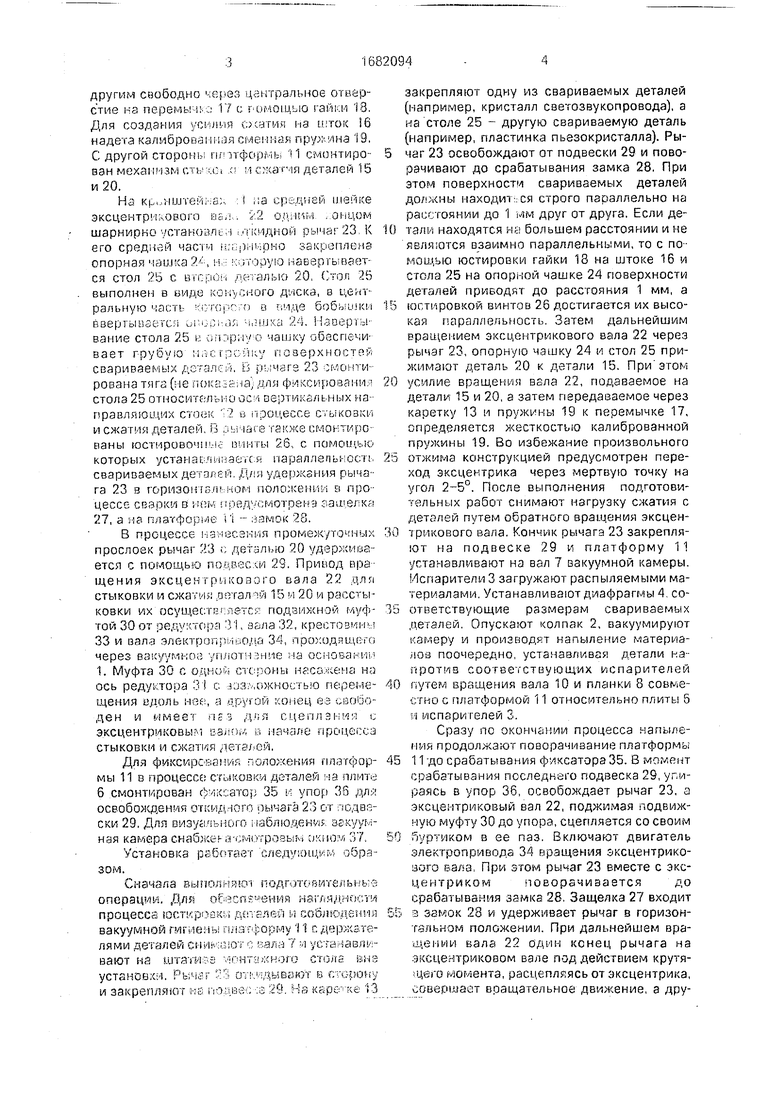
На фиг. 1 изображена предлагаемая установка, вид сбоку: на фиг. 2 - то же, вид сверху.
Установка содержит вакуумную камеру, состоящую из основания 1 и колпака 2. На основании 1 установлены испарители 3 металлов для нанесения промежуточной прослойки, диафрагма 4, стойки 5, на которых закреплена плита 6. В центре последней на подшипниках смонтирован вал 7. Верхний
конец вала 7 с помощью жестко закрепленной к нему танки 8 (фиг. 2), разъема 9 и вала 10 соединен с наружным ручным приводом, проходящим через вакуумное у плотнение колпака 2. На нижнем конце вала 7 закреплена съемная поворотная платформа 11, с одной стороны которой на двух вертикальных направляющих стойках 12 с возможностью перемещения вдоль их оси смонтирована каретка 13 с подвижным основанием 14. Основание 14,снабженное нагревателем (не показан), дает возможность устанавливать в каретке 13 деталь 15 с размерами по высоте от 10 до 100 мм. Каретка 13 удерживается на направляющих стойках 12 с помощью штока 16, прикрепленного жестко одним концом к основанию 14, а
О
ь
другим свободно через центральное отверстие на перемычке 17с помощью гайки 18. Для создания усилия сжатия на шток 16 надета калиброванная сменная пружина 19. С другой стороны плтгформы 11 смонтирован механизм стыко и мсжатчя деталей 15 и 20.
На кронштейнах :1 на средней шейке эксцентрикового валч 22 одним концом шарнирно установлен .«ткидной рычаг 23. К его средней части шзрнирно закреплена опорная чашка 24, на которую навертывается стол 25 с второй деталью 20. Стол 25 выполнен в виде конусного диска, в центральную часть лтгорсго в виде бобышки ввертывается опорная чашка 24. Навертывание стола 25 к опорную чашку обеспечивает грубую нясгромку поверхностей свариваемых деталей, В рычаге 23 смонтирована тяга (не показана) для фиксирования стола 25 относительно оси вертикальных направляющих стоек 12 с процессе стыковки и сжатия деталей. В рычаге также смонтированы котировочные винты 26, с помощью которых устанавливается параллельность свариваемых деталей. Для удержания рычага 23 в горизонтальном положении в процессе сварки в нем предусмотрена защелка 27, а на платформе 11 - замок 28.
В процессе нанесения промежуточных прослоек рычаг 23 с деталью 20 удерживается с помощью подвески 29. Привод вращения эксцентрикового вала 22 для стыковки и сжатия деталей 15 и 20 и расстыковки их осуществляется подвижной муфтой 30 от редуктора 31, вала 32, крестовины 33 и вала электропривода 34, проходящего через вакуумное уплотнение на основании 1. Муфта 30 с одной стороны насажена на ось редуктора 31 с возможностью перемещения вдоль нее, а другой конец ее свободен л имеет паз для сцепления с эксцентриковым взлом в начале процесса стыковки и сжатия деталей,
Для фиксирования положения платформы 11 в процессе стыковки деталей на плите 6 смонтирован фиксатор 35 и упор 36 для освобождения откидного рычага 23 от подвески 29, Для визуального наблюдения вакуумная камера снабжена-смотровым окном 37.
Установка работает следующим образом.
Сначала выполняют подготовительные операции. Для обеспечения наглядности процесса юстировки деталей и соблюдения вакуумной гигиены платформу 11 с держателями деталей снимают с вала 7 м устанавливают на штативе монтахшого стола вне установки. Рычаг 23 откидывают в сторону и закрепляют не подвеске 29. На каретке
закрепляют одну из свариваемых деталей (например, кристалл светозвукопровода), а на столе 25 - другую свариваемую деталь (например, пластинка пьезокристалла). Рычаг 23 освобождают от подвески 29 и поворачивают до срабатывания замка 28. При этом поверхности свариваемых деталей должны находиться строго параллельно на расстоянии до 1 мм друг от друга. Если де0 тали находятся на большем расстоянии и не являются взаимно параллельными, то с помощью юстировки гайки 18 на штоке 16 и стола 25 на опорной чашке 24 поверхности деталей приводят до расстояния 1 мм, а
5 юстировкой винтов 26 достигается их высокая параллельность. Затем дальнейшим вращением эксцентрикового вала 22 через рычаг 23, опорную чашку 24 и стол 25 прижимают деталь 20 к детали 15. При этом
0 усилие вращения вала 22, подаваемое на детали 15 и 20, а затем передаваемое через каретку 13 и пружины 19 к перемычке 17, определяется жесткостью калиброванной пружины 19. Во избежание произвольного
5 отжима конструкцией предусмотрен переход эксцентрика через мертвую точку на угол 2-5°. После выполнения подготовительных работ снимают нагрузку сжатия с деталей путем обратного вращения эксцен0 трикового вала. Кончик рычага 23 закрепляют на подвеске 29 и платформу 11 устанавливают на вал 7 вакуумной камеры. Испарители 3 загружают распыляемыми материалами. Устанавливают диафрагмы 4, со5 ответствующие размерам свариваемых деталей. Опускают колпак 2, вакуумируют камеру и производят напыление материалов поочередно, устанавливая детали напротив соответствующих испарителей
0 путем вращения вала 10 и планки 8 совместно с платформой 11 относительно плиты б и испарителей 3.
Сразу по окончании процесса напыления продолжают поворачивание платформы
5 11 -до срабатывания фиксатора 35. В момент срабатывания последнего подвеска 29, упираясь в упор 36, освобождает рычаг 23, а эксцентриковый вал 22, поджимая подвижную муфту 30 до упора, сцепляется со своим
0 буртиком в ее паз. Включают двигатель электропривода 34 вращения эксцентрикового вала. При этом рычаг 23 вместе с эксцентриком поворачивается до срабатывания замка 28, Защелка 27 входит
5 в замок 28 и удерживает рычаг в горизонтальном положении. При дальнейшем вращении вала 22 один конец рычага на эксцентриковом вале под действием крутящего момента, расцепляясь от эксцентрика, совершает вращательное движение, а другой конец со стороны защелки - горизонтальное возвратно-поступательное. При этом свариваемые поверхности деталей 15 и 20 придерживаются на расстоянии 1 мм друг от друга. Далее образцы сжимаются и свариваются с усилием, равным усилию сжатия калиброванной пружины.
Выполнение одного из держателей с регулирующимся по высоте основанием путем регулирования высоты штока и установление его на двух направляющих стойках в вертикальной плоскости позволяет размещать детали с размерами от 5x5x10 до 45х45х() мм , а выполнение другого держателя с зажимным приспособлением, позволяющим устанавливать детали с размерами от 5x5x1 до 45x45x3 мм3 расширяет технологические возможности диффузионной сварки.
Установление первого держателя на двух вертикальных направляющих стойках с возможностью прецизионного перемещения вдоль их оси, а второго держателя, смонтированного через опорную чашку и тяги с котировочными винтами на рычаге, одним концом шарнирно закрепленном на эксцентриковом вале позволяет путем вращения в горизонтальной оси плавно и точно
сближать вторую деталь с первой, фиксировать ее в горизонтальной плоскости строго параллельно и с высокой центровкой относительно первой и при дальнейшем враще5 нии прижимать к ней, что дает возможность надежно проводить операции стыковки и сжатия деталей. Это способствует повышению качества сварного соединения. Формула изобретения
0 Установка для диффузионной сварки, содержащая вакуумную камеру с расположенными на ее основании испарителями металлов, плиту с установленной на ней поворотной платформой с держателями свари5 ваемых деталей и механизмом нагружения, отличающаяся тем, что, с целью повышения качества сварного соединения и расширения технологических возможностей, один из держателей выполнен в виде
0 двух направляющих стоек с перемычкой, установленной на них кареткой с подвижным основанием с подпружиненным штоком, резьбовая часть которого закреплена на перемычке стоек, а другой держатель выпол5 нен в виде откидного рычага, одним концом шарнирно и эксцентрично закрепленного на платформе, и столика, установленного на этом рычаге с возможностью юстировки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для диффузионной сварки | 1989 |
|
SU1726181A1 |
| Установка для диффузионной сварки | 1986 |
|
SU1349932A1 |
| Установка для диффузионной сварки в вакууме | 1990 |
|
SU1738557A1 |
| Установка для диффузионной сварки | 1983 |
|
SU1106617A1 |
| Установка для диффузионной сварки | 2017 |
|
RU2646517C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 1991 |
|
RU2025242C1 |
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| Машина для контактной сварки | 1978 |
|
SU737158A1 |
| Устройство для сварки деталей | 1975 |
|
SU563250A1 |
| Установка для сборки под сваркуи СВАРКи пРОдОльНыХ шВОВ КОНичЕСКиХзАгОТОВОК | 1978 |
|
SU795834A1 |
Изобретение относится к оборудованию для диффузионной сварки и может быть использовано в электронной и радиотехнической промышленности, Цель - повышение качества сварного соединения и расширение технологических возможностей. Установка содержит вакуумную камеру с расположенными на ее основании испарителями металлов, плиту с установленной на ней поворотной платформой с держателями свариваемых деталей и механизмом нагру- жения. Один из держателей выполнен в виде двух направляющих стоек с перемычкой, установленной на них кареткой с подвижным основанием с подпружиненным штоком, резьбовая часть которого закреплена на перемычке стоек, Другой держатель выполнен в виде откидного рычага, одним концом шарнирно и эксцентрично закрепленного на платформе, и столика, установленного на этом рычаге с возможностью юстировки. Предлагаемая установка позволяет сваривать детали больших размеров, повысить надежность и сократить время процесса стыковки и сжатия в 1,5-2 раза, что приводит к расширению технологических возможностей и повышению качества диффузионной сварки. 2 ил. сл с
18
17
Фиг.1
//
Фиг. 2.
| Установка для диффузионной сварки | 1986 |
|
SU1349932A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
