Изобретение относится к оборудованию для изготовления приборов фотоники, в том числе для соединения пьезокристаллических преобразователей и акустооптических кристаллов.
Уровень техники
Соединение пьезокристаллических преобразователей и акустооптических кристаллов является важнейшим технологическим этапом при создании акустооптических приборов. К акустическому соединению, которое выполняют на основе связующего слоя между пьезокристаллическим преобразователем и акустооптическим кристаллом, предъявляется ряд специфических требований. Соединение должно быть стабильно в интервалах рабочих температур и механико-климатических воздействий, в диапазоне рабочих частот и мощностей и не должно препятствовать прохождению через него акустических волн; также не должно происходить физико-химической деградации свойств соединения с течением времени.
Из уровня техники известно, что для соединения пьезокристаллических преобразователей и акустооптических кристаллов применяют технологию диффузионной сварки (например, использование диффузионной сварки для соединения акустооптических устройств приведено на сайте http://www.opf.nsu.ru/en/node/147, дата обращения 25.01.2017), качество которой влияет на основные параметры акустооптического прибора, в том числе диапазон рабочих частот, эффективность прибора, рабочую мощность. Также качество диффузионной сварки влияет на характеристики акустооптических приборов спектральную аппаратную функцию акустооптических фильтров, спектральное разрешение в дисперсионных линиях задержки. Качество соединения определяет способность прибора сохранять характеристики прибора стабильными в условиях механико-климатических воздействий, радиационного воздействия.
Наиболее близким техническим решением (прототип) является установка для диффузионной сварки, описанная в авторском свидетельстве SU 1682094. Данная установка для диффузионной сварки содержит вакуумную камеру, устройство испарения металла, устройства закрепления свариваемых деталей, механизм перемещения одной из свариваемых деталей, механизм сжатия деталей предварительно установленным усилием калиброванной пружины. Данное устройство обеспечивает диффузионную сварку деталей с предварительно заданным усилием сжатия. При нанесении промежуточных слоев свариваемые детали расположены непараллельно относительно друг друга. Кроме того, линейные размеры устройства испарения металла в двух направлениях существенно меньше расстояния между устройством испарения металла и свариваемыми деталями, то есть устройство испарения металла фактически является линейным источником атомов или ионов испаряемого металла и расстояние от устройства испарения металла до различных точек поверхностей свариваемых деталей существенно отличается. Количество атомов или ионов испаряемого металла, приходящееся на единичную поверхность свариваемых деталей в случае точечного или линейного источника, зависит от расстояния от источника до единичной поверхности, следовательно, в результате испарения металла происходит неравномерное нанесение слоя металла на поверхности свариваемых деталей. В результате появляются существенные градиенты толщины промежуточных слоев. Позиционирование свариваемых деталей относительно друг друга и обеспечение параллельности свариваемых деталей в процессе сварки осуществляют посредством котировочных винтов и гайки. Взаимное расположение, параллельность, расстояние между свариваемыми деталями определяют субъективно, в результате может появляться градиент силы сжатия на поверхности свариваемых деталей при их сжатии. Наличие неравномерной нагрузки при диффузионной сварке приводит к наличию существенных градиентов деформации свариваемых деталей. Кроме того, приложение силы сжатия соединяемых свариваемых диффузионной сваркой деталей осуществляется посредством единственной пружины. Перед сжатием соединяемых деталей происходит резкое удлинение пружины, что приводит к удару свариваемых деталей другой с другом, неконтролируемой деформации витков пружины и, следовательно, к неравномерному распределению усилия сжатия, что обуславливает недостаточную повторяемость результатов сварки.
Недостатком известного технического решения является недостаточная точность фиксации свариваемых деталей относительно друг друга, недостаточная точность регулирования и поддержания усилия сжатия во время процесса сварки, существенные градиенты деформации оптических кристаллов и недостаточная повторяемость результатов диффузионной сварки.
Техническим результатом предлагаемого изобретения является повышение точности фиксации свариваемых деталей относительно друг друга, повышение точности регулирования и поддержания усилия сжатия во время процесса сварки, уменьшение градиентов деформации оптических кристаллов и высокая повторяемость результатов диффузионной сварки.
Указанный технический результат достигается за счет того, что в устройстве для диффузионной сварки, содержащем основание, колпак, установленный на основании с образованием вакуумной камеры, средство для создания вакуума, средства позиционирования свариваемых деталей, средство испарения металла с испарительным элементом для нанесения металлической прослойки на свариваемые поверхности деталей, при этом на основании смонтирован каркас, на котором размешен подвижный элемент со средством для позиционирования одной из свариваемых деталей, а также средство перемещения подвижного элемента, каркас включает закрепленный на упомянутом основании нижний элемент, верхний элемент и соединяющие их стойки, средство для позиционирования второй из свариваемых деталей смонтировано на нижнем элементе каркаса, а средство перемещения упомянутого подвижного элемента включает два ходовых винта, закрепленных с помощью подшипников между упомянутыми верхним и нижним элементами каркаса, две шарико-винтовые пары, две шариковые линейные направляющие и шаговый двигатель, установленный с возможностью передачи крутящего момента через редуктор на ходовые винты, причем средства для позиционирования размещены с обеспечением симметричного расположения свариваемых деталей относительно осей ходовых винтов, а средство испарения металла состоит из неподвижной и подвижной частей, на последней из которых закреплен испарительный элемент, при этом оно снабжено приводом, закрепленным на неподвижной части упомянутого средства, обеспечивающим перемещение подвижной части между свариваемыми деталями при нанесении металлической прослойки.
Краткое описание чертежей
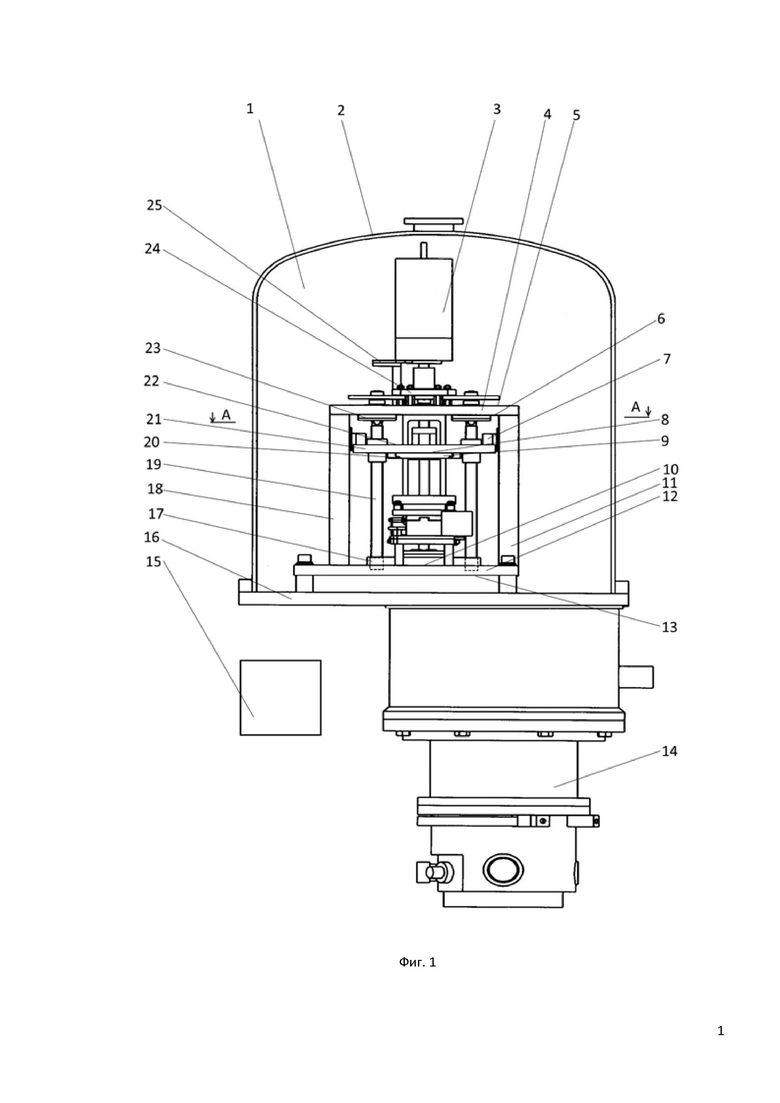
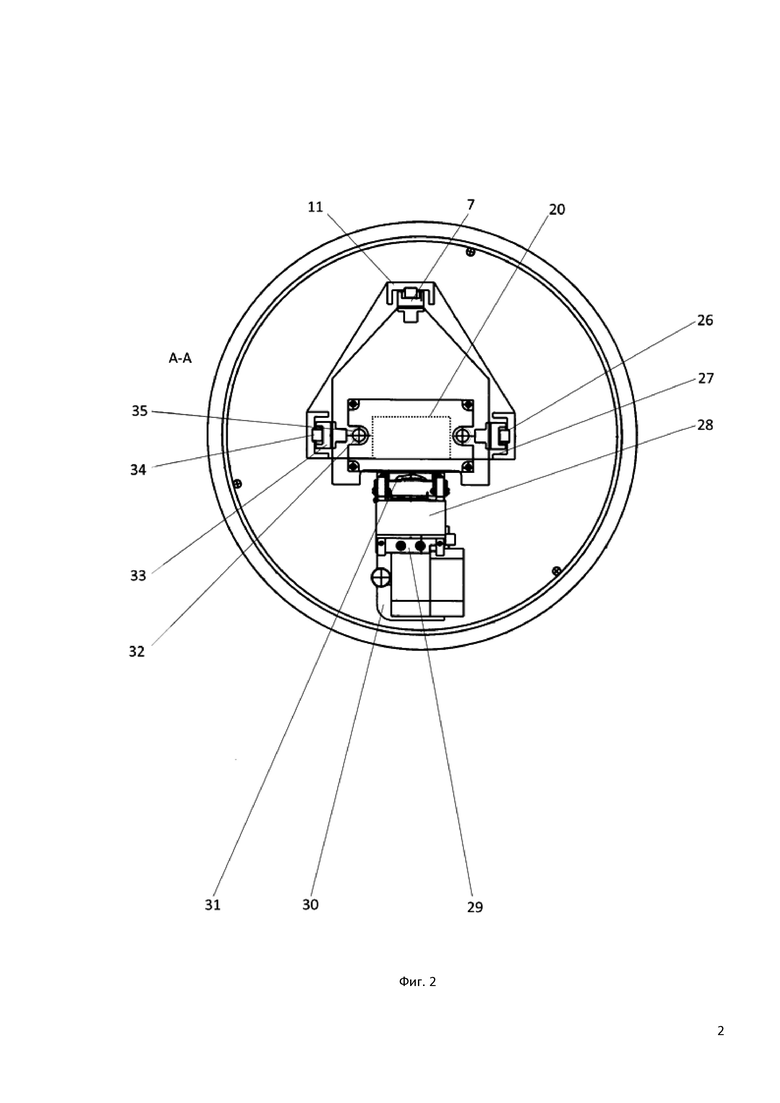
Изобретение поясняется чертежами (фиг. 1, 2), где на фиг. 1 показан вид сбоку на установку для диффузионной сварки, а на фиг. 2 показан условно вид сверху на установку относительно плоскости А, указанной на фиг. 1.
Раскрытие изобретения
На чертежах обозначены: вакуумная камера 1, колпак 2, шаговый двигатель 3, первый элемент 4, первая верхняя поверхность 5, первая нижняя поверхность 6, шариковая линейная направляющая 7, вторая нижняя поверхность 8, крепление 9, третья верхняя поверхность 10, стойка 11, второй элемент 12, третья нижняя поверхность 13, устройство создания вакуума 14, блок управления 15, основание 16, подшипник 17, каркас 18, ходовой винт 19, средство позиционирования соединяемых деталей 20, подвижный элемент 21, вторая верхняя поверхность 22, упорный подшипник 23, редуктор 24, датчик силы сжатия 25, первая боковая поверхность 26, вторая боковая поверхность 27, подвижная часть 28, привод 29, неподвижная часть 30, испарительный элемент 31, шарико-винтовая пара 32, каретка 33, направляющий профиль 34, гайка 35.
Устройство содержит вакуумную систему. Вакуумная система состоит из вакуумной камеры 1, устройства создания вакуума 14 и приборов для вакуумных измерений. Вакуумные системы и ее элементы известны из уровня техники (например, информация о вакуумной системе и ее элементах приведена в ГОСТ 5197-85).
Вакуумная камера 1 представляет собой объем, образованный основанием 16 и колпаком 2, установленным на основание 16. Вакуумная камера 1 выполнена с обеспечением возможности создания в ней вакуума с помощью устройства создания вакуума 14.
Устройство создания вакуума 14 представляет собой систему насосов, выполненных и подключенных с обеспечением возможности откачки объема вакуумной камеры 1 несколькими насосами последовательно или параллельно. В частном случае система насосов включает в свой состав форвакуумный насос и турбомолекулярный насос. Форвакуумный насос и турбомолекулярный насос известны из уровня техники (например, указаны в ГОСТ Р 52615-2006).
Приборы для вакуумных измерений представляют собой различные вакуумметры. Вакуумметр может быть один или их может быть несколько, причем по крайней мере один из вакуумметров выполнен с обеспечением возможности измерения давления внутри вакуумной камеры 1. Вакуумметры могут быть выполнены с обеспечением возможности передачи информации о данных измерений блоку управления 15.
Внутри вакуумной камеры 1 в том числе расположены: каркас 18, второй элемент 12, стойка 11, первый элемент 4, шарико-винтовая пара 32, подвижный элемент 21, подшипник 17, упорный подшипник 23, редуктор 24, шаговый двигатель 3, крепление 9, датчик силы сжатия 25, подвижная часть 28, неподвижная часть 30, привод 29, испарительный элемент 31, шариковая линейная направляющая 7.
В состав установки входит блок управления 15, притом что управление установкой для диффузионной сварки осуществляется оператором установки в ручном режиме или непосредственно блоком управления 15 в автоматическом режиме.
Блок управления 15 представляет собой устройство, осуществляющее прием информации, обработку информации и подачу команд. Блок управления 15 может включать в свой состав один или совокупность нескольких полупроводниковых приборов. Блок управления 15 выполнен с обеспечением возможности подачи команд устройству создания вакуума 14, шаговому двигателю 3, приводу 29, испарительному элементу 31. Блок управления 15 выполнен с возможностью обеспечения приема и обработки информации от датчика силы сжатия 25 и, в частном случае, различных вакуумметров, измеряющих давление в различных частях вакуумной системы. Блок управления 15 расположен вне или полностью или частично внутри вакуумной камеры 1. Соединение блока управления с устройством создания вакуума 14, шаговым двигателем 3, приводом 29, испарительным элементом 31, датчиком силы сжатия 25 и различных вакуумметров на фигурах 1, 2 не показано.
Каркас 18 расположен на основании 16. Каркас 18 образован вторым элементом 12, первым элементом 4 и расположенными между ними стойками 11.
Второй элемент 12 может быть выполнен в виде плиты. Второй элемент 12 ограничен третьей нижней поверхностью 13 снизу и третьей верхней поверхностью 10 сверху и обращен третьей нижней поверхностью 13 к основанию 16. Второй элемент 12 возможно размещать на основании 16 или на опорах, которые размещены на основании 16.
Здесь и далее упоминание верхний и нижний соотносятся с учетом направления вектора силы тяжести при обычном для данного устройства расположении в процессе использования. Термины горизонтально и вертикально и их производные понимаются в смысле расположения перпендикулярно вектору силы тяжести или параллельно ему, соответственно.
Первый элемент 4 может быть выполнен в виде плиты. Первый элемент 4 ограничен первой верхней поверхностью 5 сверху и первой нижней поверхностью 6 снизу. Первый элемент 4 обращен первой нижней поверхностью 6 ко второму элементу 12, расположен на стойках 11 параллельно второму элементу 12 над ним. В первом элементе 4 выполнены сквозные отверстия, оси которых перпендикулярны первой верхней поверхности 5.
Стойка 11 представляет собой вертикальный несущий элемент, который является частью каркаса 18. В частном случае стоек 11 может быть несколько, например, на фиг. 1 и фиг. 2 показан вариант устройства с тремя стойками 11. Стойки 11 размещены на третьей верхней поверхности 10 второго элемента 12 вертикально. При этом стойки 11 ограничены, в частности, второй боковой поверхностью 27. Вторая боковая поверхность 27 представляет собой цилиндрическую поверхность (этой детали), направляющая которой есть замкнутая кривая.
Каркас 18 обеспечивает крепление и взаиморасположение размещенных на каркасе 18 деталей. Данный каркас 18 неподвижен относительно основания 16. На каркасе 18 могут быть размещены шаговый двигатель 3, редуктор 24. На каркасе 18 размещены шарико-винтовая пара 32, шариковая линейная направляющая 7. В частном случае шарико-винтовых пар 32 и шариковых линейных направляющих 7 может быть несколько, например, на фиг. 1 и фиг. 2 показан вариант устройства с двумя шарико-винтовыми парами 32 и тремя шариковыми линейными направляющими 7.
Шарико-винтовая пара 32 состоит из ходового винта 19, на поверхности которого сформированы винтовые канавки, гайки 35 и шариков, размещенных между гайкой 35 и ходовым винтом 19. Шарико-винтовая пара 32 представляет собой деталь, обеспечивающую прецизионный перевод вращательного движения в поступательное, при этом потери энергии при функционировании детали связаны с силой трения качения между шариками и винтовыми канавками, по которым происходит перемещение шариков, и гайкой 35. Шарико-винтовые пары 32 известны из уровня техники и встречаются как в виде отдельного элемента, так и в виде составного элемента какой-либо конструкции (например, виды шарико-винтовых пар 32 представлены с целью продажи как отдельных элементов на сайте https://cnc-tehnologi.ru/shariko-vintovye-peredachi-shvp, дата обращения 29.12.2016). Ходовой винт 19 шарико-винтовой пары 32 одним концом размещен в подшипнике 17. Подшипник 17 размещен на втором элементе 12 со стороны третьей верхней поверхности 10. Другим концом ходовой винт 19 размещен в упорном подшипнике 23. Упорный подшипник 23 размещен на первом элементе 4 со стороны первой нижней поверхности 6. В частном случае вместо упорного подшипника 23 может быть использован радиально-упорный подшипник или упорно-радиальный подшипник. Подшипник 17 и упорный подшипник 23 представляют собой опору ходового винта 19 шарико-винтовой пары 32. При этом в подшипнике 17 нагрузка распределена перпендикулярно оси ходового винта 19, а в упорном подшипнике 23 нагрузка распределена вдоль оси ходового винта 19. Подшипники 17 и упорные подшипники 23 известны из уровня техники (например, виды подшипников 17 указаны на сайте http://dic.academic.ru/dic.nsf/bse/121711, дата обращения 29.12.2016). Гайка 35 шарико-винтовой пары 32 неподвижно соединена с подвижным элементом 21.
Подвижный элемент 21 может быть выполнен в виде плиты. Подвижный элемент 21 ограничен второй верхней поверхностью 22 сверху и второй нижней поверхностью 8 снизу. Подвижный элемент 21 обращен второй нижней поверхностью 8 ко второму элементу 12, расположен параллельно второму элементу 12 над ним. При этом в подвижном элементе 21 выполнено сквозное отверстие, ось которого совпадает с осью гайки 35 шарико-винтовой пары 32. Диаметр сквозного отверстия больше диаметра ходового винта 19 шарико-винтовой пары 32. В частном случае сквозных отверстий может быть несколько, например, на фиг. 1 и фиг. 2 показан вариант устройства с двумя сквозными отверстиями. Ось ходового винта 19 шарико-винтовой пары 32 совпадает с осью сквозного отверстия в подвижном элементе 21 и с осью сквозного отверстия в первом элементе 4.
Также внутри вакуумной камеры 1 расположен шаговый двигатель 3. Шаговый двигатель 3 представляет собой электродвигатель, способный осуществлять перемещение ротора на дискретную величину. Шаговый двигатель 3 размещен с обеспечением возможности передачи вращательного момента на редуктор 24.
Редуктор 24 представляет собой механизм, служащий для снижения угловых скоростей вращения и увеличения крутящего момента. Редуктор 24 может быть расположен на первом элементе 4 со стороны первой верхней поверхности 5. Редуктор 24 соединен с ходовыми винтами 19 шарико-винтовых пар 32 и ротором шагового двигателя 3. Редуктор 24 выполнен и соединен с шаговым двигателем 3 и ходовыми винтами 19 шарико-винтовых пар 32 с обеспечением возможности передачи энергии вращения ротора шагового двигателя 3 ходовым винтам 19 шарико-винтовых пар 32 и синхронного вращения ходовых винтов 19 шарико-винтовых пар 32 с помощью передач редуктора 24.
Датчик силы сжатия 25 представляет собой устройство, осуществляющее прямое или косвенное измерение силы сжатия между свариваемыми деталями. В частном случае датчик силы сжатия 25 представляет собой тензодатчик, выполненный на основе тензорезистивного эффекта. Тензодатчик представляет собой измерительный преобразователь деформации твердого тела, вызываемой механическими напряжениями, в электрический сигнал, предназначенный для последующей передачи. Тензорезистивный эффект представляет собой изменение удельного электросопротивления твердого проводника или полупроводника в результате его деформации. Тензодатчики, выполненные на основе тензорезистивного эффекта, известны из уровня техники (например, представлены на сайте магазина оборудованием http://tokves.ru/prochie-ustroystva/tenzodatchik-mlb20.html, дата обращения 11.01.2017). В частном случае датчик силы сжатия 25 представляет собой устройство для измерения вращательного момента ходового винта 19 шарико-винтовой пары 32 или одной из передач редуктора 24 или ротора шагового двигателя 3. Датчик силы сжатия 25 выполнен с обеспечением возможности передачи информации блоку управления 15 о текущем значении силы сжатия между свариваемыми деталями.
На стойках 11 со стороны второй боковой поверхности 27 размещены шариковые линейные направляющие 7. Шариковая линейная направляющая 7 состоит из направляющего профиля 34 и каретки 33, между которыми размещены шарики. Направляющий профиль 34, в частности, ограничен первой боковой поверхностью 26. Первая боковая поверхность 26 может представлять собой цилиндрическую поверхность. Первая боковая поверхность 26 ограничена сверху и снизу. Направляющие профили 34 могут быть неподвижно вертикально закреплены на втором элементе 12 со стороны третьей верхней поверхности 10 и на первом элементе 4 со стороны первой нижней поверхности 6. При этом направляющие профили 34 закреплены со стороны первой боковой поверхности 26 на стойках 11 со стороны второй боковой поверхности 27. Каретка 33 выполнена подвижной и размещена на направляющем профиле 34 со стороны первой боковой поверхности 26 с обеспечением возможности перемещения каретки 33 относительно направляющего профиля 34, как правило, в вертикальном направлении. Шариковая линейна направляющая 7 представляет собой деталь, обеспечивающую плавность перемещения закрепленного на каретке 33 подвижного элемента 21 относительно направляющего профиля 34, при этом потери энергии при функционировании шариковой линейной направляющей 7 связаны с силой трения качения между шариками и направляющем профилем 34, по которому происходит перемещение шариков, и подвижной кареткой 33. Шариковые линейные направляющие 7 известны из уровня техники и встречаются как в виде отдельного элемента, так и в виде составного элемента какой-либо конструкции (например, виды шариковых линейных направляющих 7 представлены с целью продажи как отдельных элементов на сайте http://www.telerail.ru/typorazmery_sharykovykh_napravljajushhikh.php, дата обращения 30.12.2016). Каретка 33 неподвижно соединена с подвижным элементом 4. Таким образом при перемещении подвижного элемента 4 его перемещение осуществляется вместе с кареткой 33.
Также внутри вакуумной камеры 1 расположено устройство испарения металла. Устройство испарения металла состоит из неподвижной части 30, подвижной части 28, привода 29, испарительного элемента 31. Неподвижная часть 30 закреплена в вакуумной камере 1, например, на каркасе 18. Подвижная часть 28 закреплена на приводе 29, а привод 29 закреплен на неподвижной части 30. Испарительный элемент 31 закреплен на подвижной части 28. Привод 29 выполнен с обеспечением возможности перемещения подвижной части 28 относительно неподвижной части 30. Испарительный элемент 31 может представлять собой, в частном случае, нить накала из тугоплавкого металла. В частном случае нить накала может быть выполнена в виде вольфрамовой спирали. При этом перемещение подвижной части 28 может происходить в горизонтальной плоскости таким образом, чтобы испарительный элемент 31 при перемещении подвижной части 28 мог осуществлять перемещение между вторым элементом 12 и подвижным элементом 21, когда подвижный элемент 21 находится в максимальном верхнем положении. Привод 29 и испарительный элемент 31 соединены с блоком управления 15 и выполнены в том числе с обеспечением возможности приема команд от блока управления 15.
Также на подвижном элементе 21 со стороны второй нижней поверхности 8 размещено средство позиционирования соединяемых деталей 20. Средство позиционирования соединяемых деталей 20 зафиксировано на подвижном элементе 21 с помощью крепления 9. Крепление 9 может быть выполнено в виде клеящего слоя между подвижным элементом 21 и средством позиционирования соединяемых деталей 20. Средство позиционирования соединяемых деталей 20 и крепление 9 выполняют таким образом, чтобы в процессе работы устройства свариваемые детали были закреплены относительно подвижного элемента 21 и корректно относительно друг друга. Также другое средство позиционирования соединяемых деталей 20 размещено на втором элементе 12 со стороны третьей верхней поверхности 10. Средства позиционирования соединяемых деталей 20 могут обладать различной геометрией для того, чтобы можно было в них закреплять свариваемые детали различных форм. Средства позиционирования соединяемых деталей 20 размещены на равном расстоянии от ходовых винтов 19 всех шарико-винтовых пар 32 и стоек 11. Если две стойки и две шарико-винтовых пары 32 расположены на одной линии, то средства позиционирования соединяемых деталей могут быть размещены на этой линии.
Устройство создания вакуума 14, блок управления 15, шаговый двигатель 3, датчик силы сжатия 25, привод 29, испарительный элемент 31 подключены к электрической сети с обеспечением возможности функционирования.
Осуществление изобретения
В случае использования указанных выше элементов и средств изобретение реализуется следующим образом.
Колпак 2, блок управления 15, шаговый двигатель 3, первый элемент 4, стойки 11, подвижный элемент 21, второй элемент 12, основание 16, устройство создания вакуума 14, подшипник 17, упорный подшипник 23, редуктор 24, датчик силы сжатия 25, подвижную часть 28, неподвижную часть 30, привод 29, линейно-шариковую опору, шарико-винтовую пару 32 изготавливают отдельно. В силу того что все агрегаты и детали устройства содержат целый ряд элементов различного типа действия – их изготовление требует применения различных технологий и методов. Так, например, первый элемент 4, второй элемент 12, подвижный элемент 21 могут быть выполнены из металла.
Для осуществления процесса сварки осуществляют нижеописанную последовательность действий, которую можно условно разделить на несколько этапов. На первом этапе осуществляют подготовку установки для диффузионной сварки к работе. На первом этапе сначала поднимают колпак 2, если он был установлен на основании 16. При этом подвижный элемент 21 расположен в исходном положении, то есть в максимально допустимом верхнем положении. Если подвижный элемент 21 не находится в исходном положении, шаговый двигатель 3 вращает ротор, который приводит в движение передачи редуктора 24, и далее осуществляется синхронное вращение ходовых винтов 19. Таким образом, ротор фактически перемещает подвижный элемент 21 вверх до тех пор, пока расстояние между подвижным элементом 21 и вторым элементом 12 не станет достаточным для снятия и установки средств позиционирования соединяемых деталей 20 и подвижная часть 28 сможет перемещаться в горизонтальном направлении между подвижным элементом 21 и вторым элементом 12. Далее блок управления 15 подает команду шаговому двигателю 3 на прекращение вращения.
Затем устанавливают свариваемые детали в средства позиционирования соединяемых деталей 20 и закрепляют их, например клеят свариваемые детали к средству позиционирования соединяемых деталей 20, которое будет размещено на подвижном элементе 21, другие свариваемые детали размещают в средстве позиционирования соединяемых деталей 20, которое будет размещено на втором элементе 12. Затем размещают средства позиционирования соединяемых деталей 20 на втором элементе 12 со стороны третьей верхней поверхности 10 и на подвижном элементе 21 со стороны второй нижней поверхности 8 и фиксируют с помощью крепления 9. Средства позиционирования соединяемых деталей 20 необходимы для точного позиционирования свариваемых деталей относительно друг друга и относительно прямой линии, соединяющей шарико-винтовые пары 32 и две шариковые линейные направляющие 7. Таким образом, свариваемые детали располагают симметрично относительно двух стоек 11, двух шарико-винтовых пар 32 и двух шариковых линейных направляющих 7.
После закрепления средств позиционирования соединяемых деталей 20 на подвижном элементе 21 и втором элементе 12 в испарительном элементе 31 размещают испаряемый материал, например, индий затем устанавливают колпак 2 на основание 16. Установку колпака 2 на основание 16 выполняют с обеспечением герметичности соединения между колпаком 2 и основанием 16. Герметичность соединения позволяет осуществлять откачку вакуумной камеры 1 и поддержание в ней достаточную для работы устройства степень вакуума.
Блок управления 15 управляет работой агрегатов установки и контролирует работу агрегатов установки. Блок управления 15 передает команды устройству создания вакуума 14, шаговому двигателю 3, приводу 29. Блок управления 15 принимает и обрабатывает информацию от датчика силы сжатия 25 и в частном случае различных вакуумметров, которые измеряют давление в различных частях системы. После получения команды о начале процесса сварки блок управления 15 подает команду устройству создания вакуума 14 на включение форвакуумного насоса. Блок управления 15 принимает информацию от системы вакуумметров о степени вакуума в вакуумной камере 1. При соответствии текущей степени вакуума допустимым для работы турбомолекулярного насоса значениям блок управления 15 подает команду турбомолекулярному насосу на включение и в частном случае форвакуумному на отключение.
С помощью устройства создания вакуума 14 откачивают вакуумную камеру 1 до необходимой для сварки степени вакуума. Для этого блок управления 15 передает команду устройству создания вакуума 14 на откачку вакуумной камеры 1 на включение форвакуумного насоса. Форвакуумный насос включается и откачивает вакуумную камеру 1 до тех пор, пока степень вакуума в вакуумной камере 1 не станет допустимой для работы турбомолекулярного насоса, затем включают турбомолекулярный насос, который откачивает объем вакуумной камеры 1 до необходимой для эффективного напыления на свариваемые детали испаряемого материала степени вакуума.
На следующем этапе осуществляют испарение легкоплавкого материала. После того, как блок управления 15 подает команду испарительному элементу 31 на начало испарения, пропускают электрический ток через нить накала, которая может быть выполнена в виде спирали испарительного элемента 31. Для этого блок управления 15 подает команду на подачу напряжения на нить накала.
В частном случае после начала нагрева нити накала блок управления 15 отсчитывает некоторое время, необходимое для достижения рабочей температуры испаряемого материала. После достижения рабочей температуры испаряемого вещества или нити накала блок управления 15 подает команду приводу 29 на перемещение подвижной части 28. При получении команды на перемещение от блока управления 15 привод 29 перемещает подвижную часть 28 вместе с закрепленным на ней испарительным элементом 31 между свариваемыми деталями. В процессе испарения привод 29 перемещает подвижную часть 28 прямолинейно относительно свариваемых деталей сначала в одном направлении, а затем в противоположном, тем самым возвращает испарительный элемент 31 в исходное положение. При этом испарительный элемент 31 испаряет загруженный в него материал на свариваемые поверхности свариваемых деталей. Происходит осаждение испаряемого материала и формирование пленки из испаряемого материала на свариваемые детали. Рабочий ток испарительного элемента 31 и скорость его движения задает блок управления 15 таким образом, чтобы по окончании движения подвижной части 28 произошло полное испарение в частном случае металла или нанесение достаточного слоя. Далее прекращают ход электрического тока через испарительный элемент 31. В исходном положении испарительный элемент 31 не мешает движению подвижного элемента 21.
После завершения процесса испарения металла на следующем этапе осуществляют процесс сварки. Для этого перемещают подвижный элемент 21 вниз. Для этого блок управления 15 подает команду шаговому двигателю 3 на вращение ротора. Вращение ротора шагового двигателя 3 приводит во вращение передачу редуктора 24, которая соответственно приводит в движение ходовой винт 19 шарико-винтовой пары 32. Ходовой винт 19 вращается вокруг собственной оси, в результате чего происходит относительное перемещение гайки 35 шарико-винтовой пары 32 относительно ходового винта 19. Вращение винта происходит таким образом, что гайка 35 опускается вниз относительно стойки 11. Вместе с гайкой 35 опускается подвижный элемент 21, при этом опускание подвижного элемента 21 происходит по шариковым линейным направляющим 7.
Ротор шагового двигателя 3 может вращаться условно в прямом и обратном направлении. При вращении ротора в прямом направлении подвижный элемент 21 может перемещаться вниз, при вращении ротора в обратном направлении подвижный элемент 21 может перемещаться вверх. Перемещение подвижного элемента 21 до расстояния около одного миллиметра между свариваемыми деталями может происходить с высокой скоростью, далее может происходить переход на малую скорость перемещения и последующее соприкосновение свариваемых деталей. Блок управления 15 подает команду шаговому двигателю 3 на вращение ротора с высокой угловой скоростью. Затем в момент перехода блок управления 15 подает команду шаговому двигателю 3 на вращение ротора с маленькой угловой скоростью. Момент перехода с большой скорости перемещения на малую могут определять экспериментально. Движение подвижного элемента 21 осуществляется до тех пор, пока не произойдет контакт свариваемых деталей. После контакта свариваемых деталей происходит их силовое сжатие. Силовое сжатие деталей происходит до достижения требуемой силы сжатия. Для этого блок управления 15 подает команду шаговому двигателю 3 на поворот ротора, например, на минимально возможную величину и принимает информацию от датчика сила сжатия 25 о текущем значении силы сжатия свариваемых деталей. Поворот ротора осуществляют до тех пор, пока сила сжатия не достигнет требуемого диапазона значений. Когда сила сжатия достигла требуемого диапазона значений, осуществляют поддержание требуемой силы сжатия. При поддержании требуемой силы сжатия происходит диффузионная сварка свариваемых деталей. Диффузионная сварка осуществляется следующим образом. Молекулы испаренного материала, нанесенные на одну из свариваемых деталей, проникают между молекулами материала, нанесенного на другую свариваемую деталь. Тем самым происходит диффузия молекул одной пленки в другую и наоборот. Процесс диффузионной сварки продолжается заданное время, например сорок минут.
После осуществления процесса сварки блок управления 15 подает команду шаговому двигателю 3 на вращение ротора в обратном направлении, то есть так, чтобы подвижный элемент 21 двигался вверх. Подвижный элемент 21 перемещается вверх, например, на небольшое расстояние, затем осуществляют напуск воздуха в вакуумную камеру 1 до тех пор, пока атмосферное давление не сравняется с давлением внутри вакуумной камеры 1, поднимают колпак 2, перемещают подвижный элемент 21 вверх в первоначальное положение. Далее вынимают свариваемые детали из верхнего средства позиционирования соединяемых деталей 20. Затем при необходимости готовят установку к следующему циклу диффузионной сварки.
Таким образом, выполнение установки для диффузионной сварки обеспечивает повышение точности фиксации свариваемых деталей относительно друг друга, повышение точности регулирования и поддержания усилия сжатия во время процесса сварки, уменьшение градиентов деформации оптических кристаллов и высокую повторяемость результатов диффузионной сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 1991 |
|
RU2023560C1 |
| Способ изготовления акустооптического прибора | 2020 |
|
RU2762515C1 |
| Магнитотерапевтический аппарат | 2024 |
|
RU2835735C1 |
| СВАРОЧНАЯ ГОЛОВКА ДЛЯ ФРИКЦИОННОЙ СВАРКИ | 2009 |
|
RU2396155C1 |
| УСТАНОВКА ДЛЯ ИЗМЕРЕНИЯ УСИЛИЯ СОЧЛЕНЕНИЯ И РАСЧЛЕНЕНИЯ СОЕДИНИТЕЛЕЙ | 2017 |
|
RU2654322C1 |
| ПЕРЕДАЧА И ПРИВОД ВСПОМОГАТЕЛЬНЫХ АГРЕГАТОВ С ПОСТОЯННОЙ СКОРОСТЬЮ | 2004 |
|
RU2315216C9 |
| МЕХАТРОННАЯ СИСТЕМА ФОРМИРОВАНИЯ ИНДИВИДУАЛЬНОГО ИНТРАОПЕРАЦИОННОГО ПОЛОЖЕНИЯ ПАЦИЕНТА | 2022 |
|
RU2803982C1 |
| ЛИНЕЙНЫЙ АКТУАТОР И ЛИНЕЙНЫЙ ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ | 2018 |
|
RU2700562C1 |
| ЛИНЕЙНЫЙ ЭЛЕКТРОМЕХАНИЗМ В.И.СМИРНОВА | 1992 |
|
RU2102826C1 |
| Установка для диффузионной сварки | 1979 |
|
SU774865A1 |
Изобретение может быть использовано при изготовлении диффузионной сваркой приборов фотоники, в частности при соединении пьезокристаллических преобразователей и акустооптических кристаллов. На основании установлен колпак с образованием вакуумной камеры и смонтирован каркас, содержащий нижний элемент, верхний элемент и соединяющие их стойки. Средство для позиционирования одной из свариваемых деталей установлено на подвижном элементе, снабженном средствами его перемещения. Средство для позиционирования второй детали смонтировано на нижнем элементе каркаса. Средство испарения металла состоит из неподвижной и подвижной частей, на последней из которых закреплен испарительный элемент, и снабжено приводом, обеспечивающим перемещение подвижной части между свариваемыми деталями при нанесении металлической прослойки. Техническим результатом является повышение точности фиксации свариваемых деталей относительно друг друга, повышение точности регулирования и поддержания усилия сжатия во время процесса сварки, уменьшение градиентов деформации оптических кристаллов и высокая повторяемость результатов диффузионной сварки. 2 ил.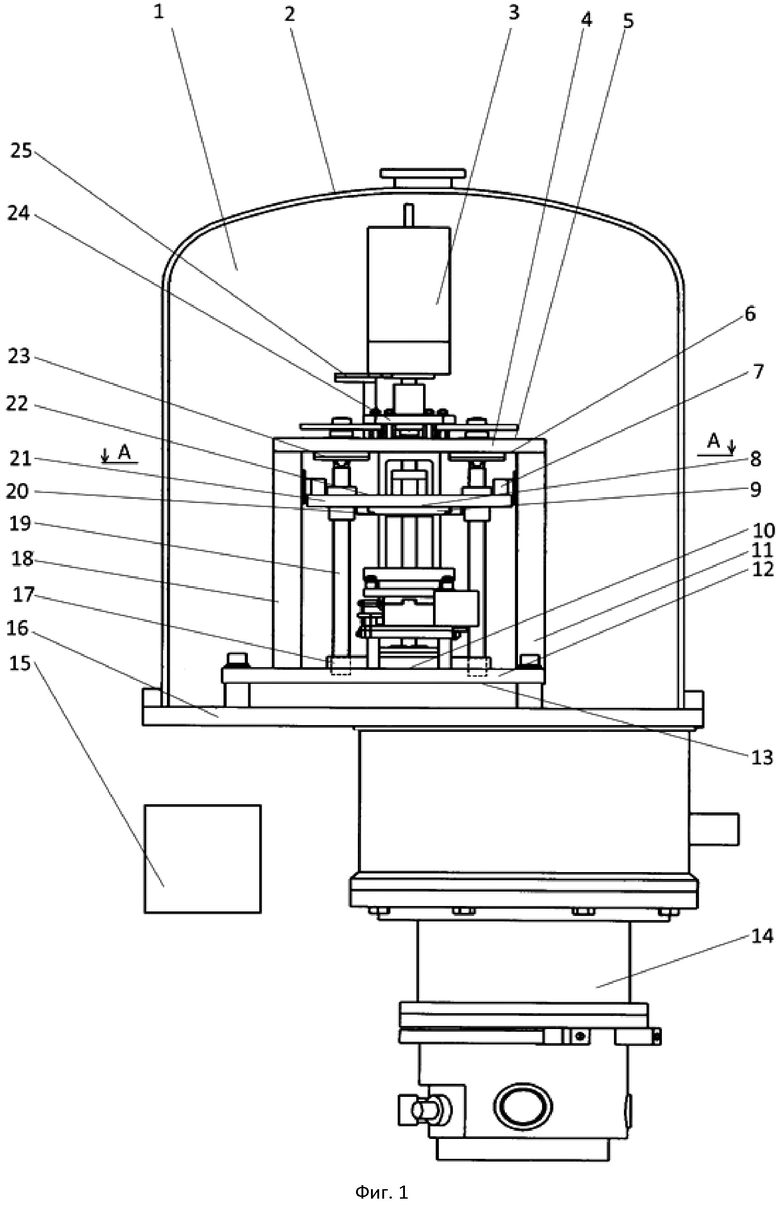
Устройство для диффузионной сварки деталей, содержащее основание, колпак, установленный на основании с образованием вакуумной камеры, средство для создания вакуума, средства позиционирования свариваемых деталей, средство испарения металла с испарительным элементом для нанесения металлической прослойки на свариваемые поверхности деталей, при этом на основании смонтирован каркас, на котором размешен подвижный элемент со средством для позиционирования одной из свариваемых деталей, а также средство перемещения подвижного элемента, отличающееся тем, что каркас включает закрепленный на упомянутом основании нижний элемент, верхний элемент и соединяющие их стойки, средство для позиционирования второй из свариваемых деталей смонтировано на нижнем элементе каркаса, а средство перемещения упомянутого подвижного элемента включает два ходовых винта, закрепленных с помощью подшипников между упомянутыми верхним и нижним элементами каркаса, две шарико-винтовые пары, две шариковые линейные направляющие и шаговый двигатель, установленный с возможностью передачи крутящего момента через редуктор на ходовые винты, причем средства для позиционирования размещены с обеспечением симметричного расположения свариваемых деталей относительно осей ходовых винтов, а средство испарения металла состоит из неподвижной и подвижной частей, на последней из которых закреплен испарительный элемент, при этом оно снабжено приводом, закрепленным на неподвижной части упомянутого средства, обеспечивающим перемещение подвижной части между свариваемыми деталями при нанесении металлической прослойки.
| Установка для диффузионной сварки | 1989 |
|
SU1682094A1 |
| Плотина | 1947 |
|
SU71582A1 |
| Установка для диффузионной сварки | 1986 |
|
SU1349932A1 |
| Установка для диффузионной сварки | 1983 |
|
SU1106617A1 |
| JP 2006181641 А, 13.07.2006. | |||

