(МЦК) 5, j.iF.iiiojincHHMi в пнде охватывающей птулки 9 с под11ружинеи,1ми клиньями 10, МДК 5 закреплев в опорной части гильяы 3. Внутри гильзы 3 имеется концевой вьжлючатель 11 для автоматического включения источника питания сварочного тока при первичном его срабатывании и выключения при вторичном срабатывании. Сварочная головка имеет механизм установ1
Изобретение относится к сварочному оборудованию, а именно к сварочным устройствам, и может быть использовано для сварки кольцевых торцовых соединений, например, при изготовлении атомных реакторов.
Цель изобретения - повьшение удобства эксплуатации сварочцой головки. На чертеже изображена конструкция предлагаемой сварочной головки.
Сварочная головка состоит из корпуса I с электроприводом 2, гильзы 3 с зубчатым венцом 4, механизма 5 центрирования и фиксирования, меха- низма 6 установки,сварочной горелки 7 и механизма 8 радиальной корректировки.
Корпус 1 представляет собой полую трубу, внутри которой на подшипниках закреплена гильза 3 с зубчатым венцом 4, контактирующим с шестерней электропривода 2, закрепленного на корпусе 1. Гильза 3 служит для установки сварочной головки на канал, В Опорной части гильзы 3 расположен механизм 5 центрирования и фиксирования, выполненный в виде охватьшающей втулки 9, ш(еющей возможность перемещения по гильзе 3.
На втулке 9 закреплены на пластинчатых пружинах клинья 10, размещающиеся в пазах гильзы 3. Внутри корпуса 1 закреплен концевой выключатель 11, служащий дпя автоматического включения источника питания сварочного тока при первичном его срабатывании и выключения при вторичном срабатьшании.
Механизм подвода сварочной горелки состоит из стакана 12, закреплен49936
КИ 6 на стык, состоянии из Г10; ;Г1руЖИHcrtHoro пп ока 1 3 с onopiiB.iM роликом 5 и с механизмом радиальной корректировки 8, При установке сварочной го- ловки на стык осуществляется ее автоматическое фиксирование посредством МЦК 5, наведение ее на место сварки посредством механизмов установки 6 на стык и радиальной корректировки 8, а затем осуществляется сварка. 1 ил.
ного на корпусе 1 ,, внутри которого располол ен подпружиненный, шток 13, имеющий возможность перемещения вдоль своей оси и поворота относительно нее посредством фиксатора 14, входящего в фигурный паз стакана 12.
В нижней части штока 13 закрепле- ны опорный ролик 15 и механизм радиальной корректировки, представляющий со бой электропривод 16, корпус редуктора которого шарнирно соединен со штоком 13 и подпружинен. Выходной вал редуктора выполнен эксцентрично, что позволяет производить радиальную корректировку сварочной горелки 7 относительно стыка при включении электродвигателя. На эксцентричном валу закреплен ролик 17. На корпусе редуктора закреплена сварочная горелка 7. Крепление последней и изменение положения по вертикали при настройке ее на свариваемый стык производят при помощи зажима.
Перед установкой сварочной головки на канал производится настройка сварочной горелки на стенде.
При установке сварочной головки на канал втулка 9 в момент ее упора начинает перемещаться вверх по гильзе 3, подпружиненные клинья 10 заходят в конусную часть пазов гильзы и поджимаются к стенке канала, производятся фиксирование и центрирование сварочной головки ка канале. При опускании сварочной головки на канал ролик 15 упирается в торцовое соединение канала. Шток 13 поднимается и сжимает пружину внутри стакана 12, фиксатор 14 штока 13 перемешается по фигурному пазу стакана 12 к осуществляет
;i
p;i3nopoT niTOKci 13 нокруг оси. При :)том ролик 17 подводится к иар /-жной поверхности канала, а сварочная горелка - к торцовому свариваемому сое- диненню.
Включается электропривод 2, начинает враьчаться корпус I вокруг гильзы 3. При срабатывании концевого выключателя 1 1 в первьй раз электропри- вод 2 останавливается, включается источник питания. По окончании времени, необходимого для образования сварочной ванны, автоматически включается электропривод 2 и производится сварка торцового кольцевого соединения. При срабатывании концевого выключателя 11 вторично (горелка совершила полный оборот) источник питания и электропривод 2 отключаются только по исте- чении определенного времени, необходимого для перекрытия начала и конца сварного шва. За этот промежуток времени происходит плавное гашение сварочной дуги.
При снятии сварочной головки с канала гильза 3 освобождает клинья Ю от зажима, происходит расфиксирова- ние ее на канале. Шток 13 при этом опускается, поворачивается вокруг своей оси и отводит горелку 7 и ролик 17 от сварного шва.
Установка и снятие сварочной головки осуществляются вручную.
Редактор И. Горная Заказ 5217/12
-Составитель Л. Назарова Техред Л. Олийнык Корректор М.Демчик
Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Произиолс пенно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
10 15 . 20
30
25
У б
1 о р м у л а изобретения
Сварочная головка к автомату для сварки торцовьсх кольцевых соединений, содержащая гильзу с зубчатым венцом, механизм центрирования и фиксирования, корпус с электроприводом, механизм установки сварочной горелки на стык, сварочную горелку с механизмом радиальной корректировки и копирования торцового соединения, .отличающаяся тем, что, с целью повышения удобства эксплуатации, механизм центрирования и фиксирования выполнен в опорной части гильзы в виде подвижной втулки с закрепленными на ней подпружиненными клиньям и, расположенными в пазах, выполненных в гильзе, механизм установки сварочной горелки на стык выполнен в виде стакана с фигурным пазом и расположенного внутри него подпружиненного штока с фиксатором, закрепленным с возможностью взаимодействия с фигурным пазом, -и с опорным роликом, закрепленным на кСнце штока, на котором смонг тирован механизм радиальной корректировки и копирования, выполненный в виде электродвигателя, редуктора с выходным эксцентричным валом и закрепленного на нем подвижно ролика, причем редуктор шарнирно связан со штоком.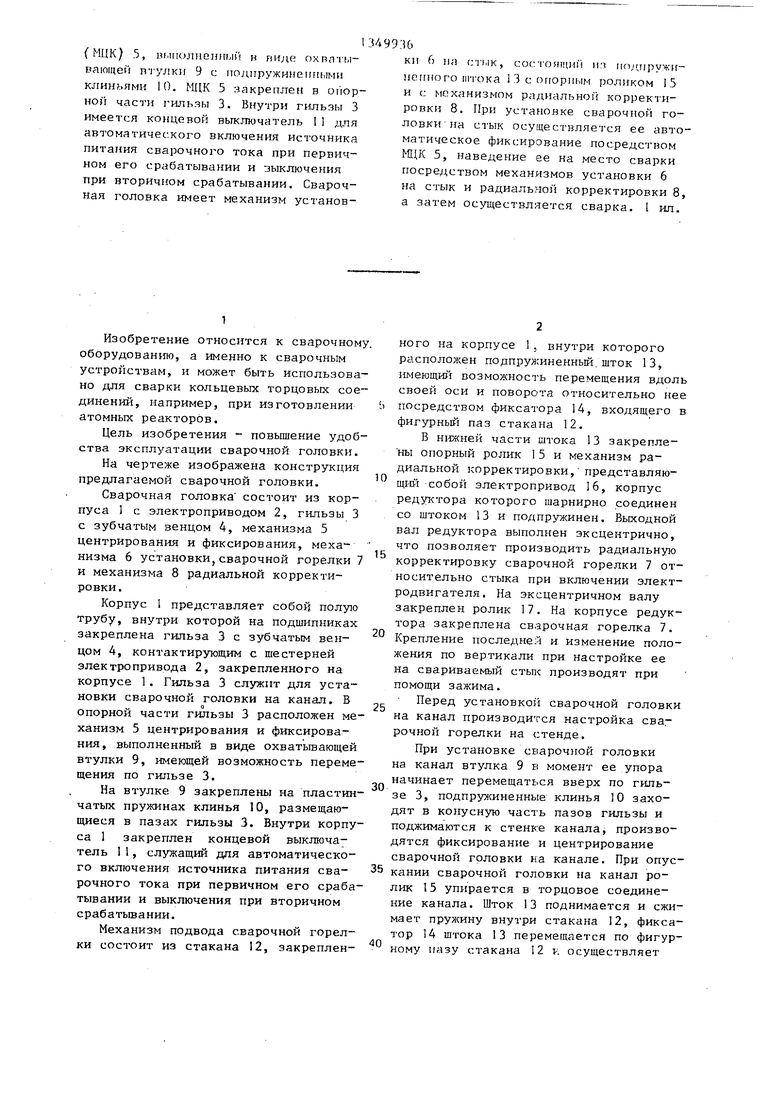
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки запрессовкой и сварки с подачей присадочной проволоки цилиндрического тела с концевыми элементами | 1986 |
|
SU1368148A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| Устройство для многоэлектродной дуго-ВОй СВАРКи | 1979 |
|
SU804282A1 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Установка для сборки и сварки тонкостенных конических обечаек | 1980 |
|
SU927470A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
Изобретение относится к области сварки, в частности к сварочным головкам, к автоматам для сварки торцовых кольцевых соединений, и может найти применение в атомном машиностроении. Целью изобретения является повьшение удобства эксплуатации. Для этого сварочная головка имеет механизм центрирования и копирования г, i (Л 00 4 СО о ссэ а Канал СУЗ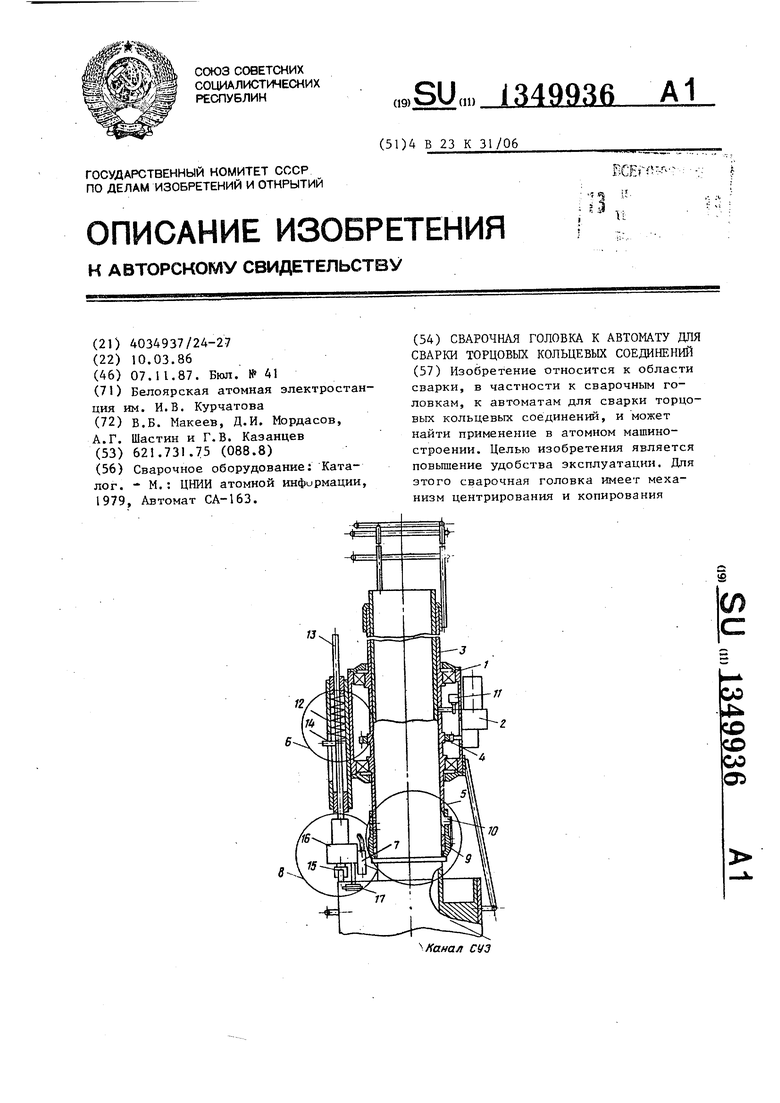
| Сварочное оборудование: Каталог | |||
| - М.: ЦНИИ атомной информации, 1979, Автомат СА-163. |
