Изобретение относится к автомобиле- тракторо- I приборостроению и может быть использовано д.пя увеличения производительности мехарюсборочных операций.
Цель изобретения - повышение произ- водительности достигается за счет выполнения лотка для транспортирования иайб криволинейной формы, подача деталей по которому осуществляется в потоке рабочей среды.
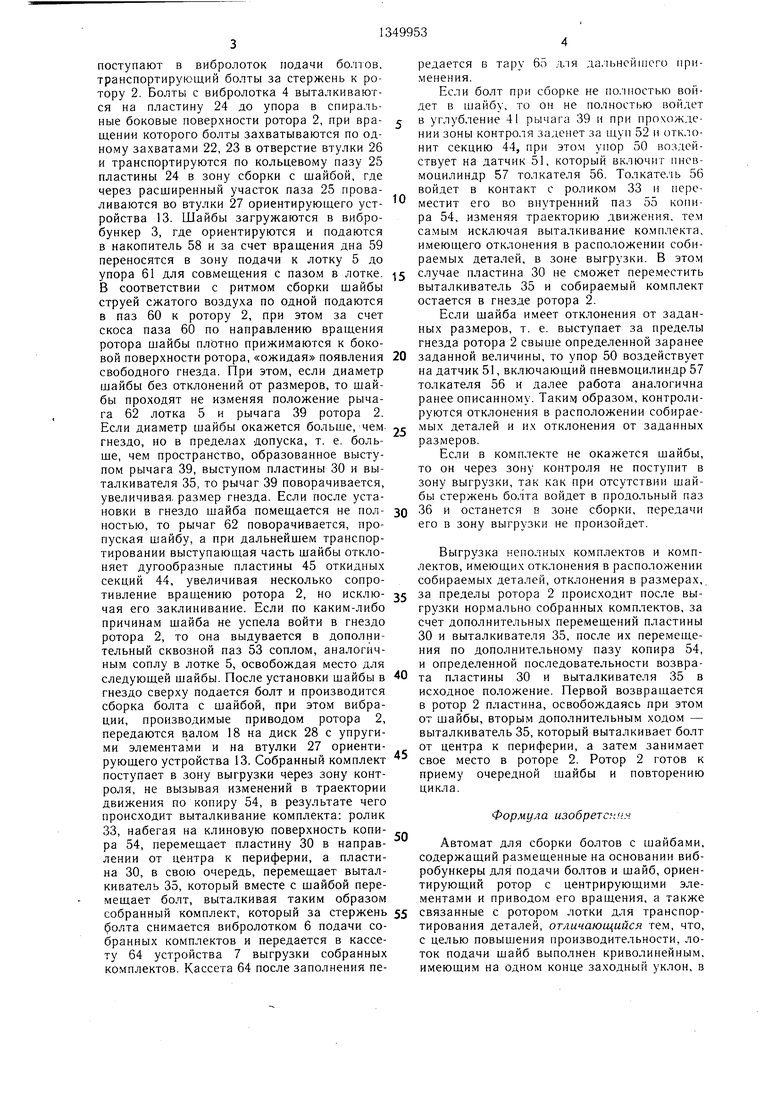
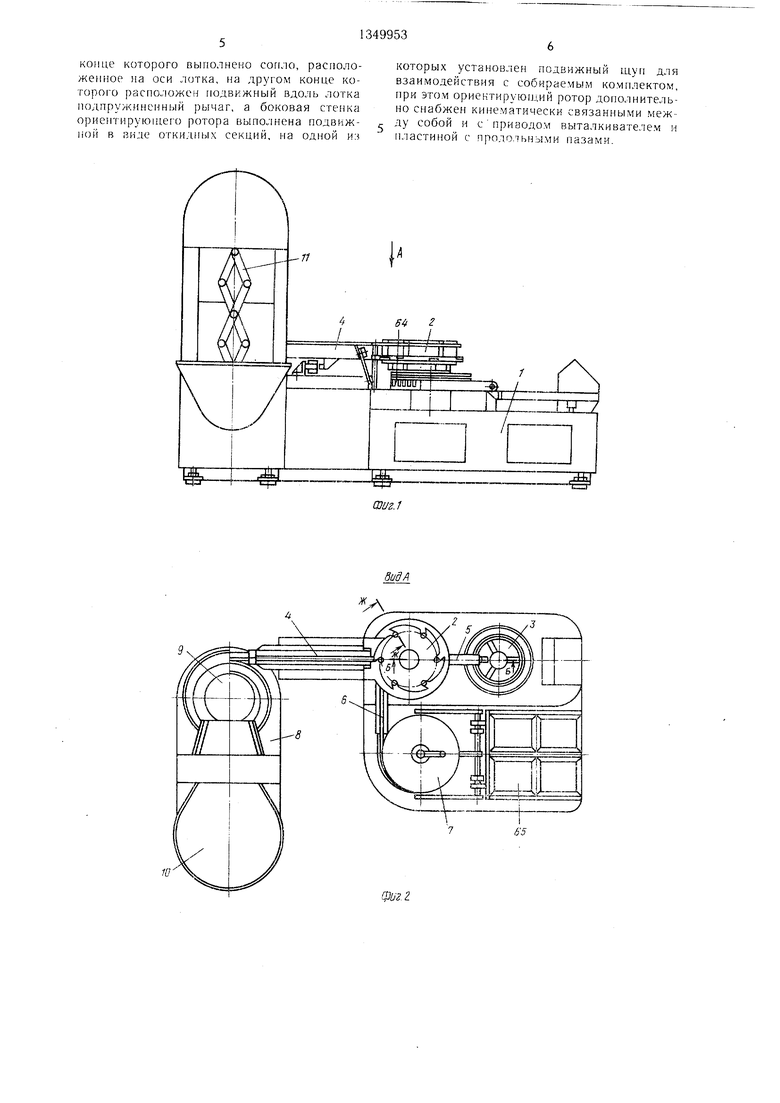
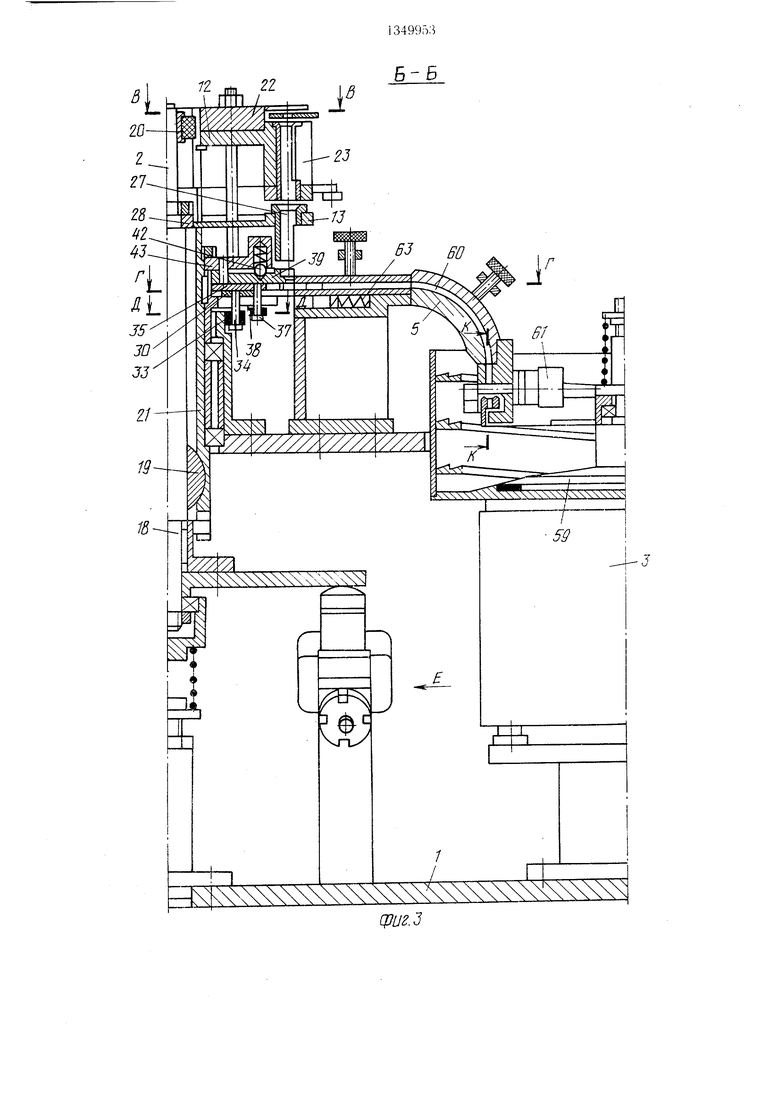
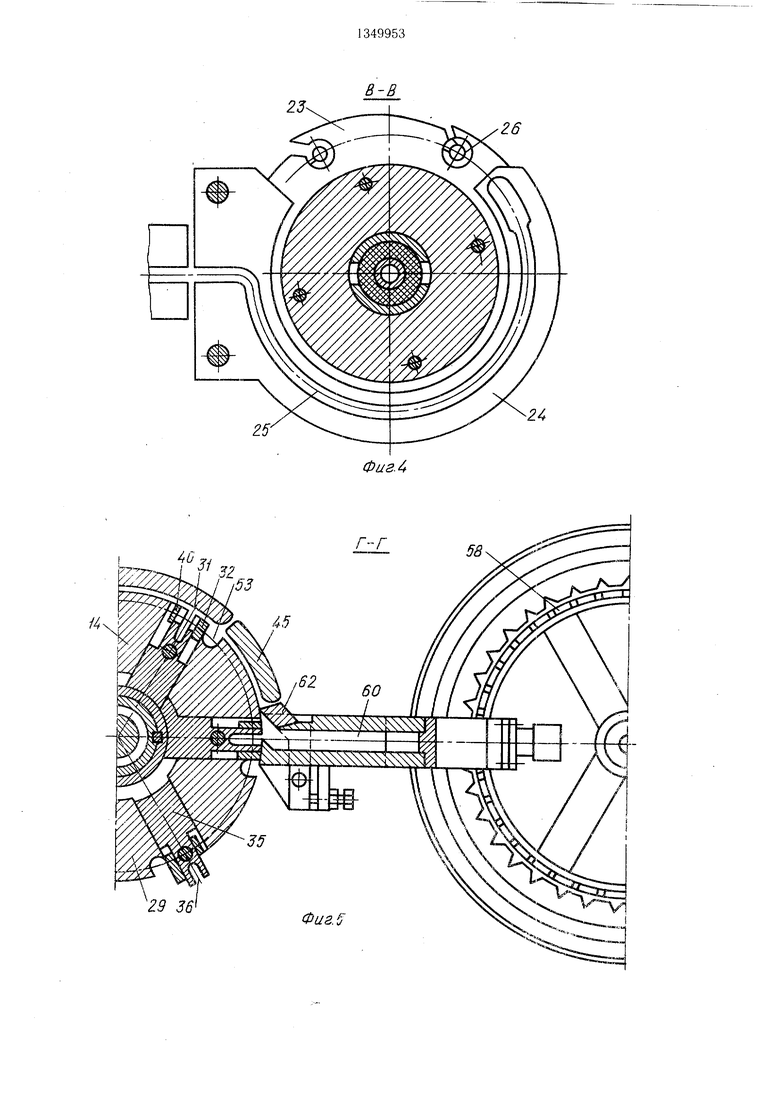
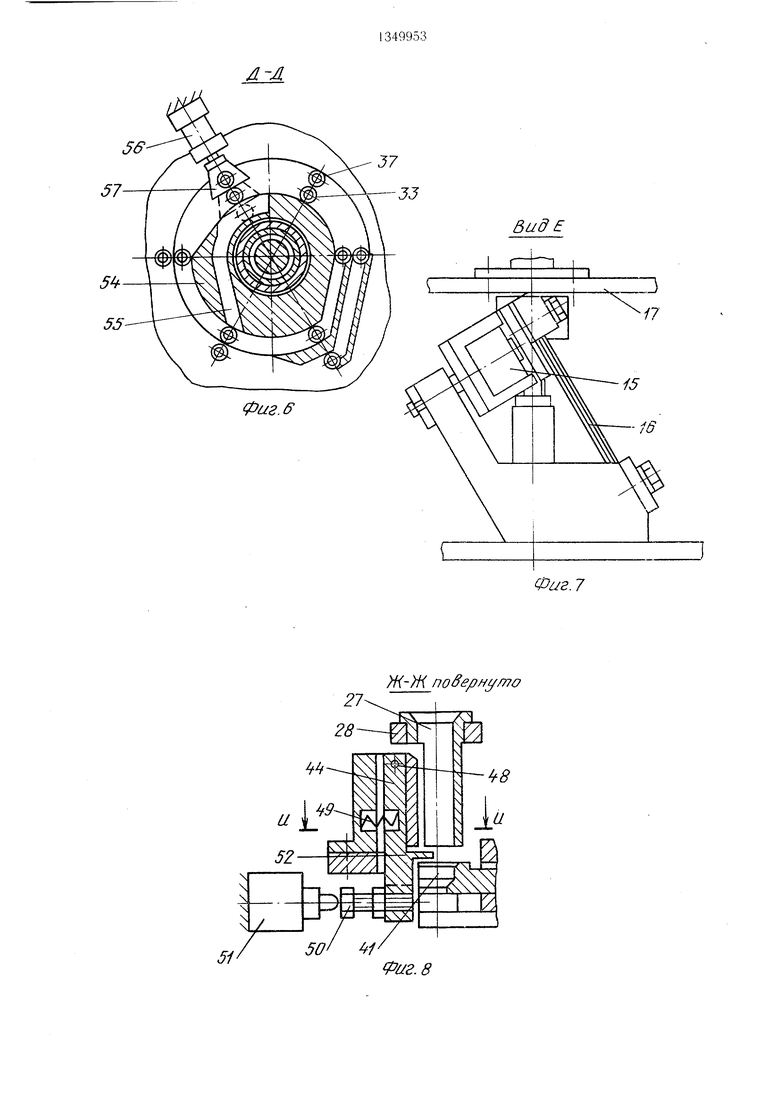
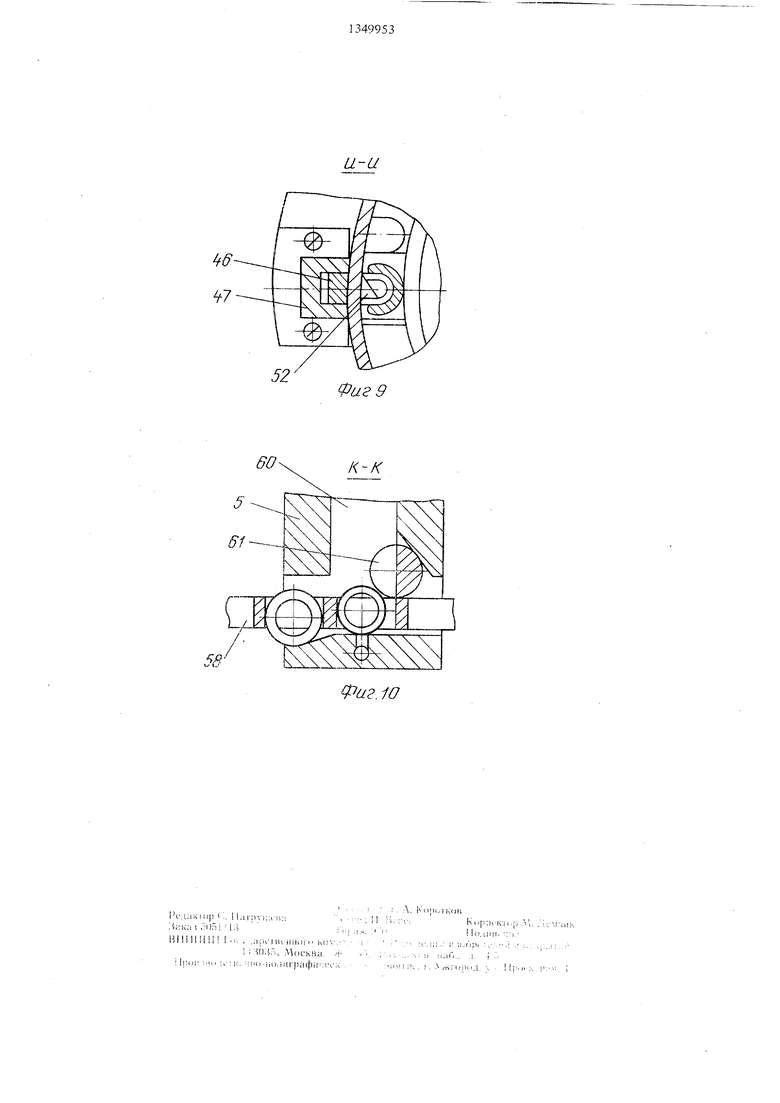
На фиг. 1 представлен автомат для сбор- ки болтов с шайбами, общий вид; на фиг. 2 -- вид А на фиг. 1; на фиг. 3 -- разрез Б-Б на фиг. 2; на фиг. 4 --- разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 3; на фиг. 6 - разрез Д--Д на фиг. 3; на фиг. 7 - вид Е на фиг. 3; на фаг. 8 - разрез Ж.- Ж на фиг. 2; на фиг. 9 - разрез И-И на фиг. 8; на фиг. 10 - разрез К - К на фиг. 3.
Авто.мат сборки бо.1тов с н.1айбами включает установленный на станине 1 ротор 2 с вибронриводом, вибробункер 3 для Н1айб, вибролоток 4 подачи болтов, лоток 5 подачи шайб, вибролоток 6 подачи собранных KOMiK ieKTOB, устройство 7 выгрузки собранных комплектов, а на станине 8 -- вибробункер 9 .тля болтов, предбункер 10 для болтов с автоматическим перегружателем 11.
Виброротор 2 выполнен из нескольких устройств, расположенны.х в верхней его части, выполняющих различные этапы сборки: устройства 12 захвата болтов, ориентирующего устройства 13, устройства 14 базиро- |)анин гпайб. В нижней части ротора 2 раз- мешен виброгфивод, состоящий из электромагнита 15, упругих пластин 16, диска 17, связанного е ведущим валом 18, установ- .ченным с помощью поднжнников 19, 20 внутри полого вала 21. Устройство 12 захвата бо.-|тов вьпюлнено в виде захватов 22 и 23 со спиральными боковыми поверхностя.ми и установленной между ни.ми пластины 24 с кольцевым пазом 25. Внутри нижнего захвата 23 расположены поворотные втулки 26 с
н|)одольными пазами для про-хо.та болта.
уетройства 12 захвата установлено ориентирующее устройство 13, состоящее из вту. юк 27, и.меющих в сечении желоб, и диска 28 с упругими элементами, насаженно- I o на ведущий вал 18. Под ориентирующим устройством 13 установлено устройст- во 14 базирования шайб, состоящее из корпуса 29, в котором установлена пластина 30, снабженная продольным пазом 31, выступом 32 и роликом 33 на оси 34. Над пластиной 30 расположен выталкиватель 35 шайб, снабженный продо.пьным пазо.м 36 под стер- жень болта и роликом 37 на оси 38. Рычаг 39 уетановлен над выталкивателем 35 с возможностью проворота в горизонтальной плоскости, снабжен продольным пазом под стержень болта, выступом 40 и углубление. 41 под головку бо;гга. В исходном положе- НИИ рычаг 39 удерживается шариковым фиксатором 42, расположенным в крышке 43. В 1 сход11ом положении ВЫСТУП пластины 30,
О
о .5
0 5
0
5 0 5
выталкиватель 35 и выступ рычага 39 образуют гнездо для установки шайбы, и.мею- щее возможноеть при необходимости менять размеры за счет поворота рычага 39. Гнезда под щайбы, пластина 30, выталкиватель 35 и рычаг 39, находящиеся в иеход- ном положении, размещены в одной плоскости, где уетановлены откидные еекц.чи 44, выполненные в виде дугообразных пластин 45, снабженных направляющими 46, установленными в вилку 47 на оси 48. В исходном положении секции 44 удерживаются пружинами 49. Размеры пластины 45 выбираются такими, чтобы каждая секция 44 удерживала только одну щайбу.
Все секции 44 аналогичны по устройству, кроме одной, расположенной в зоне контроля и снабженной упором 50 для воздействия на датчик 51 и щупом 52, расположенным над углублением 41 рычага 39. За гнездами под шайбы в корпусе 29 в направлении вращения ротора 2 предусмотрен сквозной паз 53 для удаления шайб, не попавших в зону сборки. Ниже устройства базирования шайб расположен копир 54 с дополнительным naso.vi 55, задающим порядок перемещений пластин 30 и выталкива- теля 35 за счет взаимодействия с роликами 33 и 37, установленными в одной плоскости с толкателем 56, приводимым в действие от пневмоцилиндра 57, включаемого датчиком 51.
Загрузочный вибробункер 3 предназначен для подготовки шайб к пнев.матичес- кому транспортированию, снабжен специальным накопителем 58, получающим вращение от дна 59.
Вибролоток подачи болгов предназначен для подачи болтов в вертикальном положении в ротор 2.
Лоток 5 подачи шайб снабжен назо.м 60, выполненным в виде прямоугольника в поперечном сечении - для транспортируемых шайб, выходная часть которого выполнена со скосом по направлению вращения ротора 2 - для ликвидации отока шайбы и лучп1его е:т доставления в ротор. В начале лотка 5 подачи шайб установлен упор 61, а досылающая часть выполнена подвижной в виде поворотного в горизонтальной .плоскости рычага 62, удерживаемого в исходном по;:оже- нии пружиной 63.
Вибролоток 6 подачи собранных компле.ч- тов предназначен для подачи бо.что.в с шайбой за стержень в вертикальном по. ю- жении из ротора 2 в устройство 7 выгрузки собранных комплектов.
Устройство 7 выгруз -;и содержит сгжраль- ную кассету 64 и тару 65 .для собранных комплектов.
Автомат сборки бо, и шайб работает следующим образом.
Болты из предбуккерз 10 автоматическим перегру.жателем 11 гюдаются в вибробункер 9, где они орие1{тируются, а затем
поступают в вибролоток подачи болтов, транспортирующий болты за стержень к ротору 2. Болты с вибролотка 4 выталкиваются на пластину 24 до упора в спиральные боковые поверхности ротора 2, при вра- щении которого болты захватываются по одному захватами 22, 23 в отверстие втулки 26 и транспортируются по кольцевому пазу 25 пластины 24 в зону сборки с шайбой, где через расширенный участок паза 25 проваливаются во втулки 27 ориентируюш,его уст- ройства 13. Шайбы загружаются в вибробункер 3, где ориентируются и подаются в накопитель 58 и за счет вращения дна 59 переносятся в зону подачи к лотку 5 до упора 61 для совмещения с пазом в лотке. В соответствии с ритмом сборки шайбы струей сжатого воздуха по одной подаются в паз 60 к ротору 2, при этом за счет скоса паза 60 по направлению вращения ротора щайбы плотно прижимаются к боковой поверхности ротора, «ожидая появления свободного гнезда. При этом, если диаметр шайбы без отклонений от размеров, то шайбы проходят не изменяя положение рычага 62 лотка 5 и рычага 39 ротора 2. Если диаметр шайбы окажется больше,-чем. гнездо, но в пределах допуска, т. е. больше, чем пространство, образованное выступом рычага 39, выступом пластины 30 и выталкивателя 35, то рычаг 39 поворачивается, увеличивая, размер гнезда. Если после установки в гнездо шайба помещается не пол- ностью, то рычаг 62 поворачивается, пропуская шайбу, а при дальнейшем транспортировании выступающая часть шайбы отклоняет дугообразные пластины 45 откидных секций 44, увеличивая несколько сопротивление врапкнию ротора 2, но исклю- чая его заклинивание. Если по каким-либо причинам шайба не успела войти в гнездо ротора 2, то она выдувается в дополнительный сквозной паз 53 соплом, аналогичным соплу в лотке 5, освобождая место для следующей шайбы. После установки шайбы в гнездо сверху подается болт и производится сборка болта с шайбой, при этом вибрации, производимые приводом ротора 2, передаются валом 18 на диск 28 с упругими элементами и на втулки 27 ориентирующего устройства 13. Собранный комплект поступает в зону выгрузки через зону контроля, не вызывая изменений в траектории движения по копиру 54, в результате чего происходит выталкивание комплекта: ролик 33, набегая на клиновую поверхность копира 54, перемещает пластину 30 в направлении от центра к периферии, а пластина 30, в свою очередь, перемещает выталкиватель 35, который вместе с шайбой перемещает болт, выталкивая таким образом собранный комплект, который за стержень болта снимается вибролотком 6 подачи собранных комплектов и передается в кассету 64 устройства 7 выгрузки собранных комплектов. Кассета 64 после заполнения пе
5 0 с о j 0 5
5
редается в тару 65 для да, 1ьнсй111сго применения.
Если болт при сборке не по/шостью войдет в шайбу, то он не полностью войдет в углубление 41 рычага 39 и при прохождении зоны контроля заденет за щуп 52 и отклонит секцию 44, при этом упор 50 воздействует на датчик 51, который включит инев- моцилиндр 57 толкателя 56. Толкате.чь 56 войдет в контакт с роликом 33 и переместит его во внутренний паз 55 копира 54, изменяя траекторию движения, тем самым исключая выталкивание комплекта, имеющего отклонения в расположении собираемых деталей, в зоне выгрузки. В этом случае пластина 30 не сможет переместить выталкиватель 35 и собираемый комплект остается в гнезде ротора 2.
Если шайба имеет отклонения от заданных размеров, т. е. выступает за пределы гнезда ротора 2 CBbiuje определенной заранее заданной величины, то упор 50 воздействует на датчик 51, включающий пневмоцилиндр 57 толкателя 56 и далее работа аналогична ранее описанному. Таким образом, контролируются отклонения в расположении собираемых деталей и их отклонения от заданных размеров.
Если в комплекте не окажется шайбы, то он через зону контроля не поступит в зону выгрузки, так как при отсутствии шайбы стержень болта войдет в продольный паз 36 и останется в зоне сборки, передачи его в зону выгрузки не произойдет.
Выгрузка неполных комплектов и комплектов, имеющих отк.юнения в расположении собираемых деталей, отклонения в размерах, за пределы ротора 2 происходит после выгрузки нормально собранных комплектов, за счет дополнительных перемещений пластины 30 и выталкивателя 35, после их перемещения по дополнительному пазу копира 54, и определенной последовательности возврата пластины 30 и выталкивателя 35 в исходное положение. Первой возвращается в ротор 2 пластина, освобождаясь при этом от шайбы, вторым дополнительным ходом - выталкиватель 35, который выталкивает болт от центра к периферии, а затем занимает свое место в роторе 2. Ротор 2 готов к приему очередной шайбы и повторению цикла.
Формула изобретемте
Автомат для сборки болтов с шайбами, содержащий размещенные на основании вибробункеры для подачи 6OviTOB и щайб, ориентирующий ротор с центрирующими элементами и приводом его вращения, а также связанные с ротором лотки для транспортирования деталей, отличающийся тем, что, с целью повышения производительности, лоток подачи шайб выполнен криволинейным, имеющим на одном конце заходный уклон, в
конце которого выполнено сопло, расположенное ia оси лотка, на другом конце которого расположен подвижный вдоль лотка подпружиненный рычаг, а боковая стенка ориентирующего ротора выполнена подвиж- liOH в виде откидных секций, на одной из
которых установлен подвижный щуп для взаимодействия с собираемым комплектом, при этом ориектируюнлий ротор дополнительно снабжен кинематически связанными между собой и с приводом выталкивателем и пластиной с продольными пазами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат роторного типа для сборки болтов с шайбами | 1975 |
|
SU556928A1 |
| УСТРОЙСТВО для СБОРКИ И ПАЙКИ КОНДЕНСАТОРОВ ПОСТОЯННОЙ ЕМКОСТИ | 1971 |
|
SU318074A1 |
| Устройство для сборки глаз игрушки | 1990 |
|
SU1818124A1 |
| РОТОРНАЯ МАШИНА СБОРКИ | 1992 |
|
RU2014195C1 |
| Автомат роторного типа для сборки болтов с шайбами | 1990 |
|
SU1797552A3 |
| Устройство для ориентированной укладки штучных изделий | 1983 |
|
SU1135691A1 |
| УСТРОЙСТВО для СОРТИРОВКИ ДЕТАЛЕЙ ТИПА БОЛТ-ШАЙБА | 1972 |
|
SU323247A1 |
| РАБОЧИЙ РОТОР | 1972 |
|
SU348327A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
Изобретение относится к автомоби.че- тракторо- н ириборострое нию и может быть иснользовано д.чя 1 еличения ироизводите. 1ь- iiOCTH механосборочных онераций. .-Хвтомат представляет собой закреп.ченные на станине ориентирующий ротор, вибробункер для бо. ггов и вибробуикср для 1найб, который связан с ротором носредством лотка, по которому 1найбы подаются в ориентируюи1ий ротор в цотоке сжатого воздуха. Поступаю- цие в ротор 1н;ии )ы собираются с болтами. tic. iH коми.чект собираемых дста.тей собран неирави. и.но, то он иходнт к ivvjHTaKT со |цу- по.1. KOTopiiiii выдает сигна. о некачественной сборке. К) и.|. в СлЭ 4 СО СО ел СО
65
Фиг. г
5-6
сриг.З
Z526
24
Фиг. 4
4G
29 36
Г-Г
Фиг. 7
Ж-Ж поверм(/то
Фаг. 8
Фиг 9
К-К
Фи.. iO
| Устройство для сборки винтов с шайбами | 1984 |
|
SU1256945A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
