Изобретение относится к тепловой обработке стекла и может быть использовано для изготовления заготовок полых оптически прозрачных ци- линдров, применяемых после дополнительной механической обработки в прецизионных устройствах автоматической обработки изображений, в част- ности в устройствах ввода-вьшода гра- -jo фической информации, факсимильной, фототелеграфной аппаратуре.
Цель изобретения - повьшение производительности и качества изделий. .
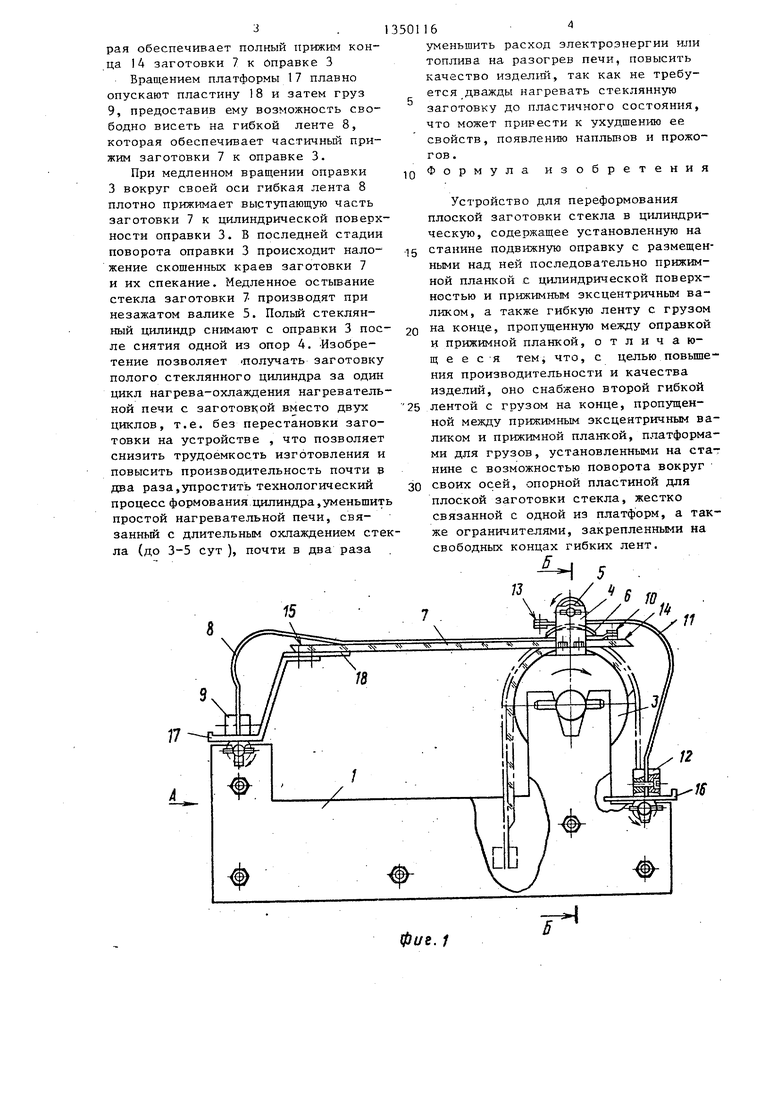
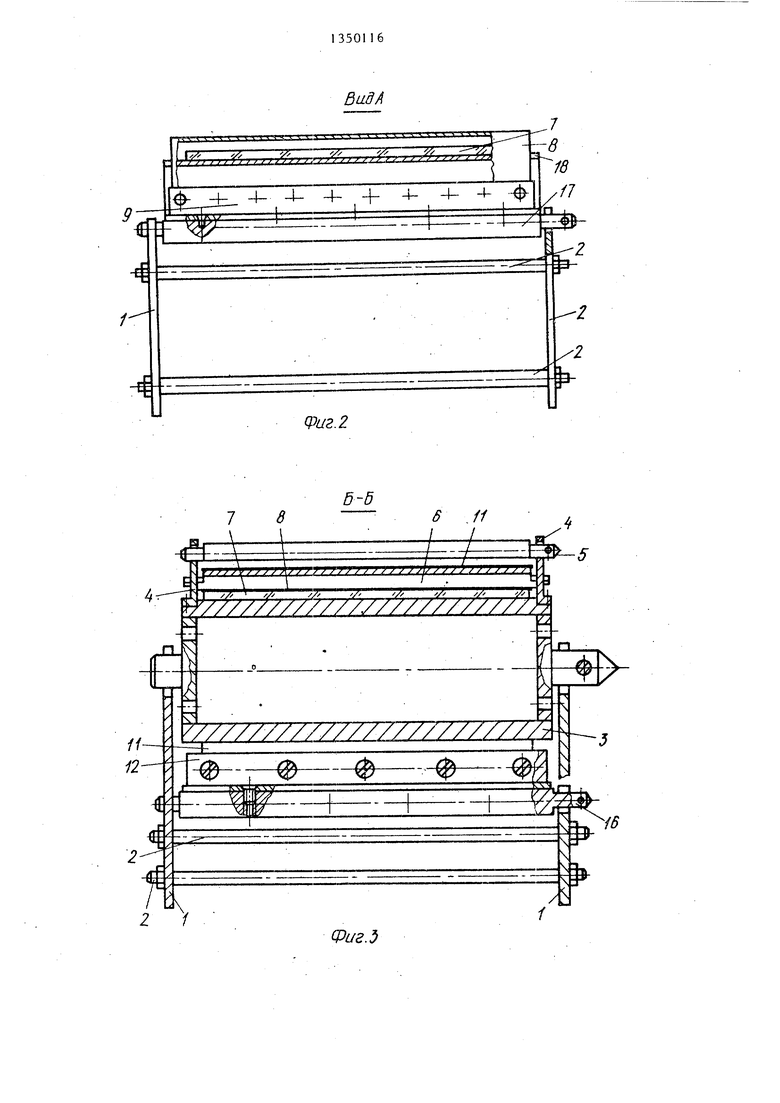
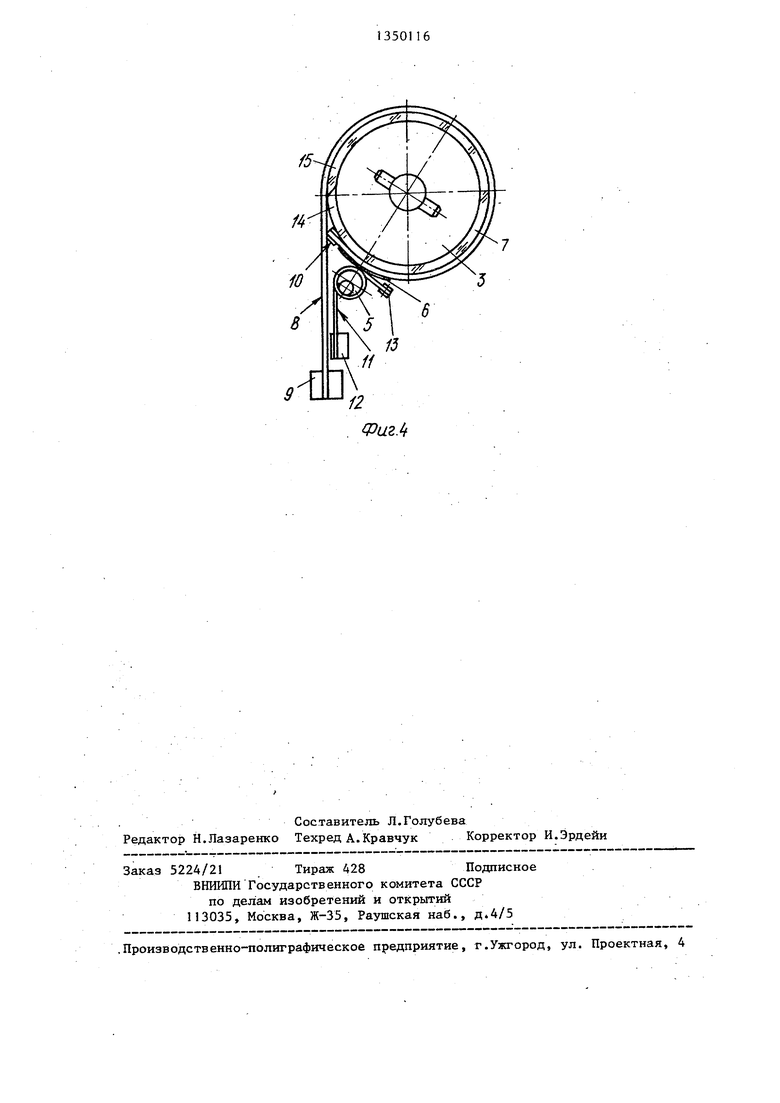
На фиг.1 изображено устройство is для переформования заготовки стек- ла, общий вид; на фиг,2 - вид А, на фиг.1; на фиг.З - разрез Б-Б на фиг. на фиг.4 - схема устройства с двумя гибкими лентами и двумя груза- 20 ми.
Устройств о содержит станину, выполненную в виде двух щек 1, скреп- ленных между собой стяжками 2, подвижную оправку 3, установленную в 25 гнезда щек 1 и удерживаемую от самопроизвольного поворота силой трения. К подвижной оправке 3 прикреплены опоры 4, в которых установлен приимной эксцентричный валик 5. Между 30 прижимным эксцентричным валиком 5 и о.правкой 3 размещены прижимная плана 6 с цилиндрической поверхностью, обращенной к оправке 3, и плоская стеклянная заготовка 7 с разделен- . gg ными под углом полированными кромками. Смещение прижимной планки 6. в плоскости стеклянной заготовки 7 ограничивают опоры 4. Между приж;имной планк ой 6 и оправкой 3 над заготов- 40 кой 7 свободно пропущена гибкая лента 8 с грузом 9 и ограничителем 10. Свободное размещение ленты 8 под при-, жимной планкой 6 обеспечивает перемещение ленты 8 относительно планки 6 в момент ее прижатия валиком 5, когда лента 8 обжимает заготовку 7 вокруг оправки 3.
Ограничитель 10 исключает выс кальзьшание ленты 8 из -п.од планки 6 59 в момент опускания груза 9. Устройство дополнительно снабжено второй гибкой лентой 31 с грузом 12 на од- ном конце и ограничителем 13 на другом. Лента 11 пропущена при- gg жимным эксцентричным валиком 5 и прк- жимной планкой 6. Гибкая лента il обеспечивает плотное прижатие конца 14 заготовки к оправке 3 в начале
45
s 0
5 0 g 0
9 g
5
процесса формования цилиндра и не мешает наложению скошенного конца 5 заготовки 7 на уже отформованный конец 14 в конце формования, так как при вращении оправки 3 в процессе формования лента 11 постепенно отгибается от согнутого конца 14 заготовки 7,которьй удерживается на оправке 3 прижимной планкой 6, прижат ой валиком 5. Ограничитель 13 исключает выс- кальзьгоание ленты 11 из-под валика 5 в момент опускания груза 12. Для удобного и плавного опускания грузов 9 и 12 в процессе формования заготовки 7 используют платформы 16 и 17, которые установлены в гнездах щек 1 и удерживаются от поворота силой трения. Опорная пластина 18- жестко связана с платформой 17 и предназначена для обеспечения устойчивого поло- же ния заготовки 7 в начальный период формования, а также исключает разрушение длинного консольного конца 15 заготовки в момент установки ее на оправку 3. Конструкция оправки 3, валика 5, платформ 16 и 17 обеспечивает удобное манипулирование подвижными узлами в процессе формования заготовки 7 в нагревательной печи, так как все управляющие движения сведены к вращательному, что легко обеспечить дистанционно управляющими штангами.
Устройство работает следующим образом .
Полый стеклянный цилиндр из плоской заготовки получают путем ее из- гибания в нагревательной печи за одну технологическую операцию.
Б. начальном положении прижимной эксцентричный валик 5 развернут так, чтобы между ним и планкой 6 бьш зазор. Грузы 9 и 12 находятся на платформах 16 и 17. Заготовка 7 опирается на оправку 3 и опорную пластину 18 платформы 17. Путем постепенного равномерного нагрева в печи стеклянная заготовка 7 доводится до пластичного состояния. Когда ее консольно свисающ Ш конец 14 начинает изгибаться, приближаясь к цилиндрической поверхности оправки 3, вращением валика 5 через планку 6 осуществляют прижатие заготовки 7 к оправке 3, Затем вращением платформы 16 плавно опускают груз 12, предоставив ему возможность свободно висеть на гибкой ленте 1, кото
. рая обеспечивает полный прижим конца 14 заготовки 7 к оправке 3
Вращением платформы 17 плавно опускают пластину 18 и затем груз 9, предоставив ему возможность свободно висеть на гибкой ленте 8, которая обеспечивает частичньш прижим заготовки 7 к оправке 3.
При медленном вращении оправки 3 вокруг своей оси гибкая лента 8 плотно прижимает выступающую часть заготовки 7 к цилиндрической поверхности оправки 3. В последней стадии поворота оправки 3 происходит наложение скошенных краев заготовки 7 и их спекание. Медленное остывание стекла заготовки 7 производят при незажатом валике 5. Полый стеклянный цилиндр снимают с оправки 3 после снятия одной из опор 4. -Изобретение позволяет -получать заготовку полого стеклянного цилиндра за один цикл нагрева-охлаждения нагревательной печи с заготовкой вместо двух циклов, т.е. без перестановки заготовки на устройстве , что позволяет снизить трудоемкость изготовления и повысить производительность почти в два раза,упростить технологический процесс формования цилиндра,уменьшит простой нагревательной печи, связанный с длительным охлаждением стела (до 3-5 сут ), почти в два раза
0
5
01
0
5
0
164
уменьшить расход электроэнергии или топлива на разогрев печи, повысить качество изделий, так как не требуется дважды нагревать стеклянную заготовку до пластичного состояния, что может привести к ухудшению ее свойств, появлению напльгоов и прожогов . Формула изобретения
Устройство для переформования плоской заготовки стекла в цилиндрическую, содержаш;ее установленную на станине подвижную оправку с размещенными над ней последовательно прижимной планкой с цилиндрической поверхностью и прижимным эксцентричным валиком, а также гибкую ленту с грузом на конце, пропущенную между оправкой и прижимной планкой, о т л и ч а ю- щ е е с я тем, что, с целью повьш1е- ния производительности и качества изделий, оно снабжено второй гибкой лентой с грузом на конце, пропущенной между прижимным эксцентричным валиком и прижимной планкой, платформами для грузов, установленными на стаг нине с возможностью поворота вокруг своих осей, опорной пластиной для плоской заготовки стекла, жестко связанной с одной из платформ, а также ограничителями, закрепленными на свободных концах гибких лент.
8
15
S го
/«
;;
фие. 1
Ф- -4- -44 4- 4- 4(иг.2
4Д
16 //7
a
-2 2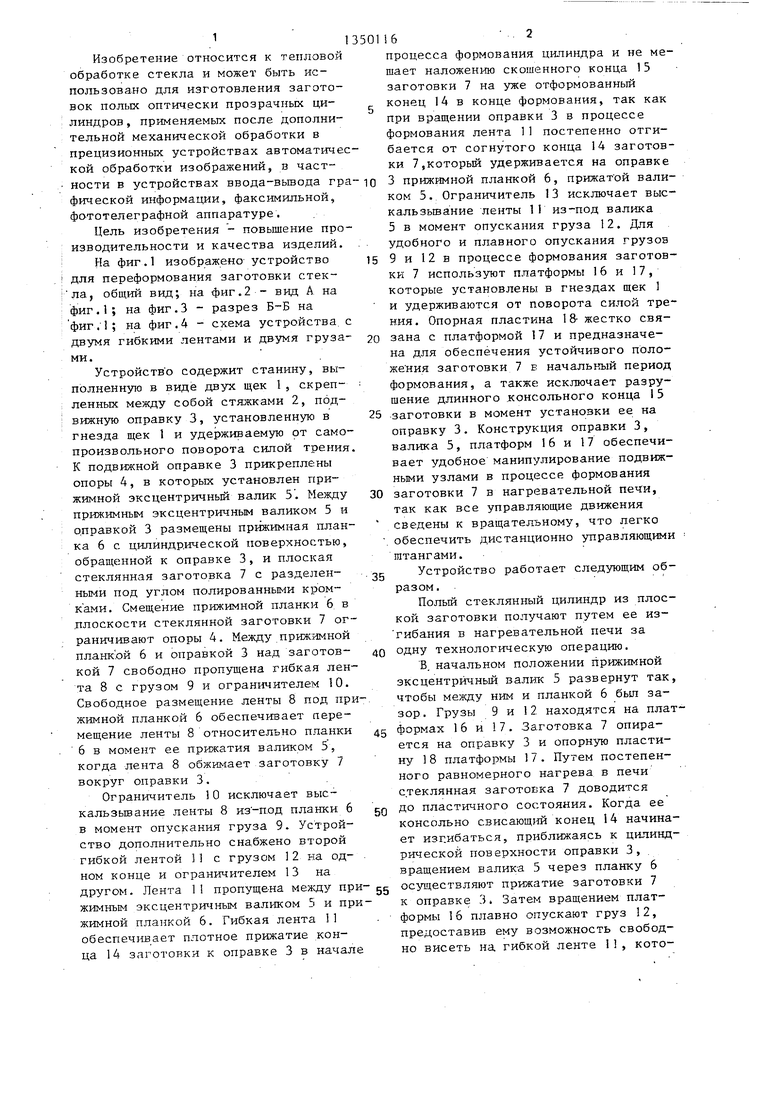
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для переформования плоской заготовки стекла в цилиндрическую | 1987 |
|
SU1454787A1 |
| Устройство для переформования плоской заготовки стекла в цилиндрическую | 1988 |
|
SU1507746A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕФОРМОВАНИЯ ПЛОСКОЙ ЗАГОТОВКИ СТЕКЛА В ЦИЛИНДРИЧЕСКУЮ | 1972 |
|
SU424823A1 |
| Способ изготовления сварных труб | 1986 |
|
SU1393807A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСФЕРИЧЕСКИХ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 1992 |
|
RU2039018C1 |
| Способ формования из стекла чашек Петри и установка для осуществления этого способа | 1960 |
|
SU140543A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ТУГОПЛАВКОГО СТЕКЛА | 1996 |
|
RU2117642C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2083512C1 |
| Станок для изготовления гибкой ленты двойной кривизны | 1976 |
|
SU685384A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2081067C1 |
Изобретение относится к тепловой обработке стекла и может быть использовано для изготовления заготовок полых оптически прозрачных цилиндров. Цель изобретения - повьшение производительности и качества изделий. Устройство для переформования плоской заготовки стекла в цилиндрическую содержит установленную на станине подвижную оправку с размещенными над ней последовательно прижимной планкой с цилиндрической поверхностью и прижимным эксцентричным валиком, а также дбе гибкие ленты с грузами на концах. Одна гибкая лента пропущена между ойравкой и прижимной планкой. Другая гибкая лента пропущена между прижимным эксцентричным валиком и прижимной планкой. . Устройство содержит платформы для грузов, которые установлены на станине с возможностью поворота .вокруг своих осей. Опорная пластина для плоской заготовки стекла жестко связана с одной из платформ. На свободных концах гибких лент закреплены ограничители. 4 ил. i (Л оо ел
i6
сриг.5
f5f4
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 0 |
|
SU292903A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕФОРМОВАНИЯ ПЛОСКОЙ ЗАГОТОВКИ СТЕКЛА В ЦИЛИНДРИЧЕСКУЮ | 1972 |
|
SU424823A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
