(Л
с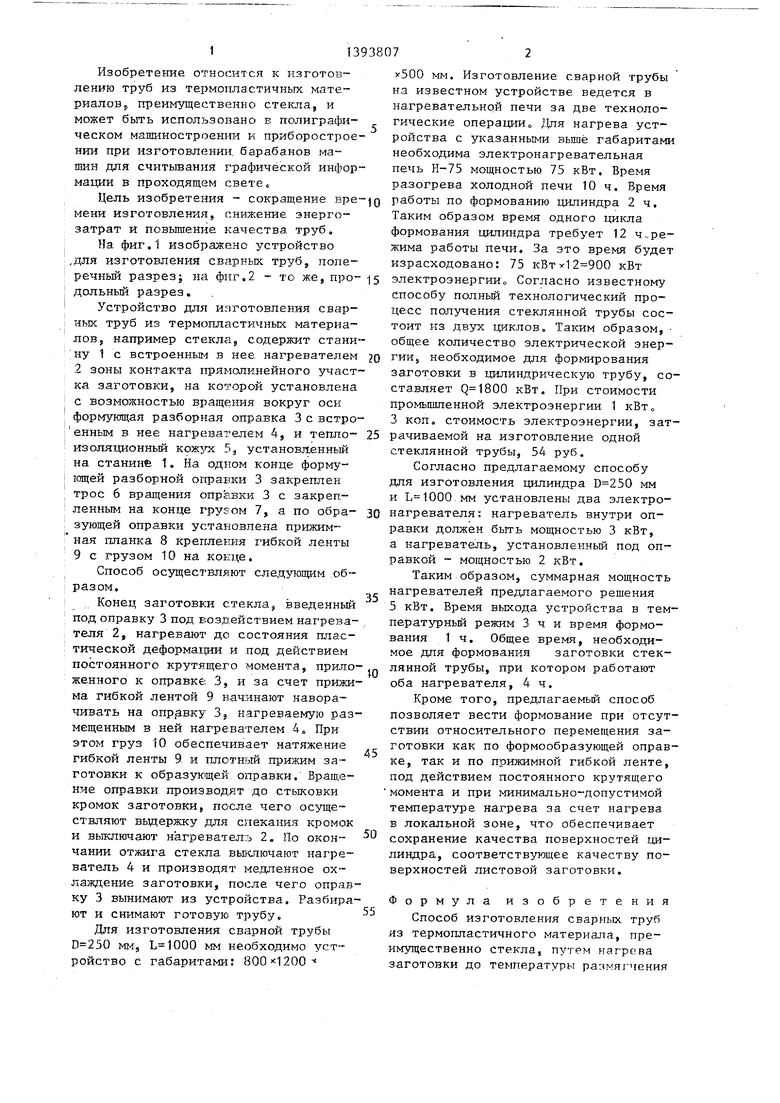
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ РАСТРУБА СТЕКЛЯННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2745785C1 |
| Устройство для переформирования плоской заготовки стекла в цилиндрическую | 1986 |
|
SU1350116A1 |
| Способ непрерывного производства сварных остеклованных труб | 1982 |
|
SU1076162A1 |
| Способ соединения стеклянных полых изделий и устройство для соединения стеклянных полых изделий | 1980 |
|
SU945097A1 |
| Нетканый полуфабрикат для приемных гильз протезов | 1988 |
|
SU1731208A1 |
| Устройство для переформования плоской заготовки стекла в цилиндрическую | 1988 |
|
SU1507746A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРНОГО БЛОКА ИЗ СТЁКОЛ РАЗНЫХ СОСТАВОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2772026C1 |
| Устройство для переформования плоской заготовки стекла в цилиндрическую | 1987 |
|
SU1454787A1 |
| Установка для изготовления изделий из термопластичных материалов | 1983 |
|
SU1151481A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОНАГРЕВАТЕЛЯ | 1991 |
|
RU2011317C1 |
Изобретение относится к области изготовления труб из термопластичных материалов, преимущественно стекла. и может быть использовано в полиграфическом мапмностроении и приборостроении при изготовлении барабанов машин для считывания графической информации в проходящем свете. Цель изобретения - сокращение времени изготовления, снижение энергозатрат и повьппениё качества труб. Оправку нагревают до температуры отжига стекла, а заготовку - только в зоне контакта. Нагрев оправки отключают после окончания отжига стекла. Нагрев заготовки отключают после стыковки ее кромок. Оправку поворачивают под действием постоянного крутящего момента, 2 ил. а S
со ;о со
00
Изобретение относится к изготовению труб из термопла.стичных матеиалов j, преимущественно стекла, и ожет быть использовано в полиграфиеском машиностроении к приборостроении при изготовлении, барабанов маин для считывания графической инфорации в проходящем свете«
Цель изобретения - сокращение времени изготовления, снижение энергозатрат и повышение качества труб,
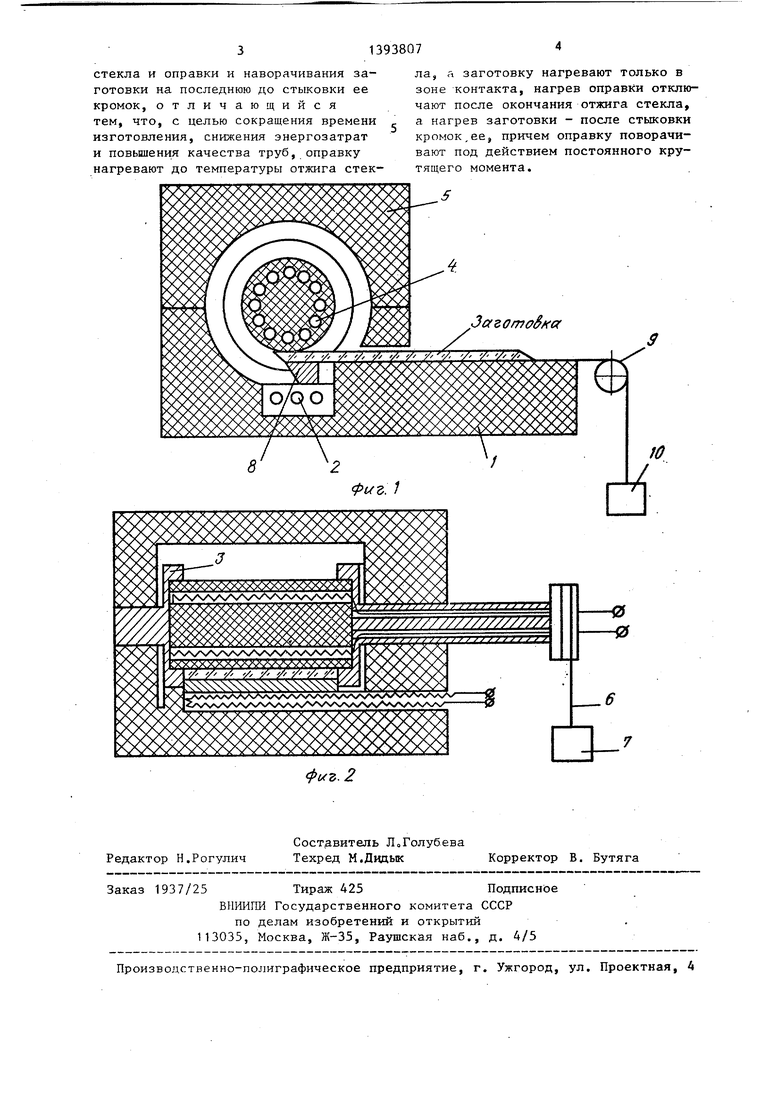
На фиг,1 изображено устройство ля изготовления сварных труб, попе- речньш разрез; на фиг,2 - то же, проольный разрез,
Устройство для изготовления сварных труб из термопластичных материалов, например стекла, содержит стани- ну 1 с встроенным в нее нагревателем 2 зоны контакта прямолинейного участка заготовки, на которой установлена с возможностью вращения вокруг оси формующая разборная оправка 3 с встро- енньм в нее нагревателем 4, и теплоизоляционный кожлгх 5, установленный на станине 1. На одном конце форму- гощей разборной оправки 3 закреплен трос 6 вращения оправки 3 с закрепленным на конце грузам 7, а по образующей оправки установлена прижим- ная планка 8 крепления гибкой ленты 9 с грузом 10 на конце.
Способ осуществляют следующим .образом,
Конец заготовки стеклаj введенный под оправку 3 под воздействием нагревателя 2, нагревают до состояния пластической деформагрот и под действием постоянного крутящего момента, приложенного к оправке 3, и за счет прижима гибкой лентой 9 начинают наворачивать на опр,авку Sj нагреваемую размещенным в ней нагревателем 4„ При этом груз 10 обеспечивает натяжение гибкой ленты 9 и плотнулй прижим заготовки к образующей, оправки. Враш;е- ние оправки производят до стыковки кромок заготовки, после чего осуществляют вьадержку для спекания кромок и выключают нагреватель 2. По окончании отжига стекла вьислючают нагреватель 4 и производят медленное охлаждение заготовки, после чего оправку 3 вынимают из устройства. Разбирают и снимают готовую трубу.
Для изготовления сварной трубы мм, мм необходимо устройство с габаритами: 800 «1200-
.
--10
15
20
25
30
35
W
45
50
55
500 мм. Изготовление сварной трубы на известном устройстве ведется в нагревательной печи за две технологические операциио Для нагрева устройства с указанными вьшё габаритами необходима электронагревательная печь Н-75 мощностью 75 кВт. Время разогрева холодной печи 10 ч. Время работы по формованию цилиндра 2 ч. Таким образом время одного цикла формования цилиндра требует 12 ч..режима работы печи. За это время будет израсходовано: 75 кВтvl2 900 кВт электроэнергии,, Согласно известному способу полньш технологический процесс получения стеклянной трубы состоит из двзгх циклов Таким образом, общее количество электрической энергии, необходимое для формирования заготовки в цилиндрическую трубу, составляет кВт. При стоимости промьшшенной электроэнергии 1 кВт„ 3 коп. стоимость электроэнергии, затрачиваемой на изготовление одной стеклянной трубы, 54 руб.
Согласно предлагаемому способу для изготовления цилиндра мм и .мм установлены два электронагревателя: нагреватель внутри оправки должен быть мощностью 3 кВт, а нагреватель, установленный под оправкой - мощностью 2 кВт.
Таким образом, суммарная мощность нагревателей предлагаемого решения 5 кВт. Время выхода устройства в температурный режим 3 ч и время формования 1 ч. Общее время, необходимое для формования заготовки стеклянной трубы, при котором работают оба нагревателя, 4ч.
Кроме того, предлагаемый способ позволяет вести формование при отсутствии относительного перемещения заготовки как по формообразующей оправке, так и по прижимной гибкой ленте, под действием постоянного крутящего момента и при минимально-допустимой температуре нагрева за счет нагрева в локальной зоне, что обеспечивает сохранение качества поверхностей цилиндра, соответствующее качеству поверхностей листовой заготовки.
Формула изобретения
Способ изготовления сварных труб из термопластичного материала, преимущественно стекла, путем нагрс ва заготовки до температуры размягчения
стекла и оправки и наворачивания заготовки на последнюю до стыковки ее кромок, отличающийся тем, что, с целью сокращения времени изготовления, снижения энергозатрат и повышения качества труб, оправку нагревают до температуры отжига стекла, а заготовку нагревают только в зоне контакта, нагрев оправки отключают после окончания отжига стекла, а нагрев заготовки - после стыковки кромок,ее, причем оправку поворачивают под действием постоянного крутящего момента.
S
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 0 |
|
SU292903A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕФОРМОВАНИЯ ПЛОСКОЙ ЗАГОТОВКИ СТЕКЛА В ЦИЛИНДРИЧЕСКУЮ | 1972 |
|
SU424823A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
