Изобретение относится к промышленности строительства и стройматериалов, а именно к тепловой обработке стекла, и может быть использовано
для изготовления заготовок полых оптических прозрачных цилиндров, применяемых после дополнительной механической обработки в прецизионных
3150
устройствах автоматической обработки изображений, в частности в устройствах ввода-вывода графической информации, факсимильной, фототеле- графной аппаратуре.
Цель изобретения - повышение качества изделий и улучшение условий работы.
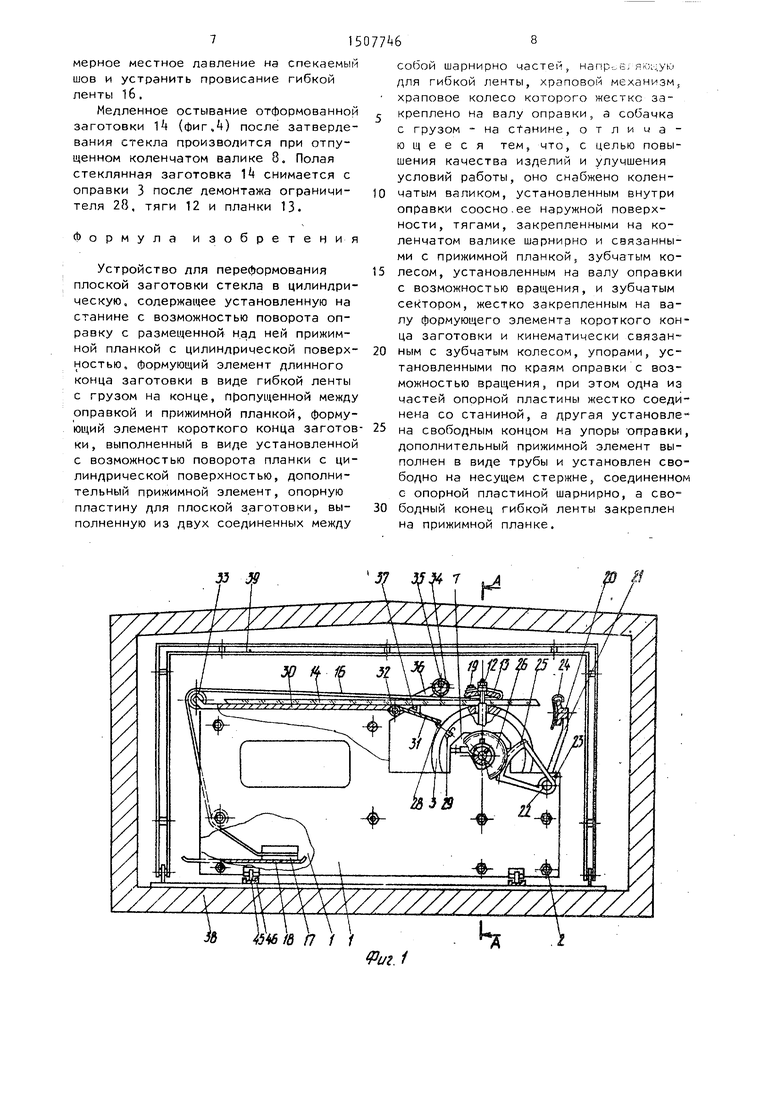
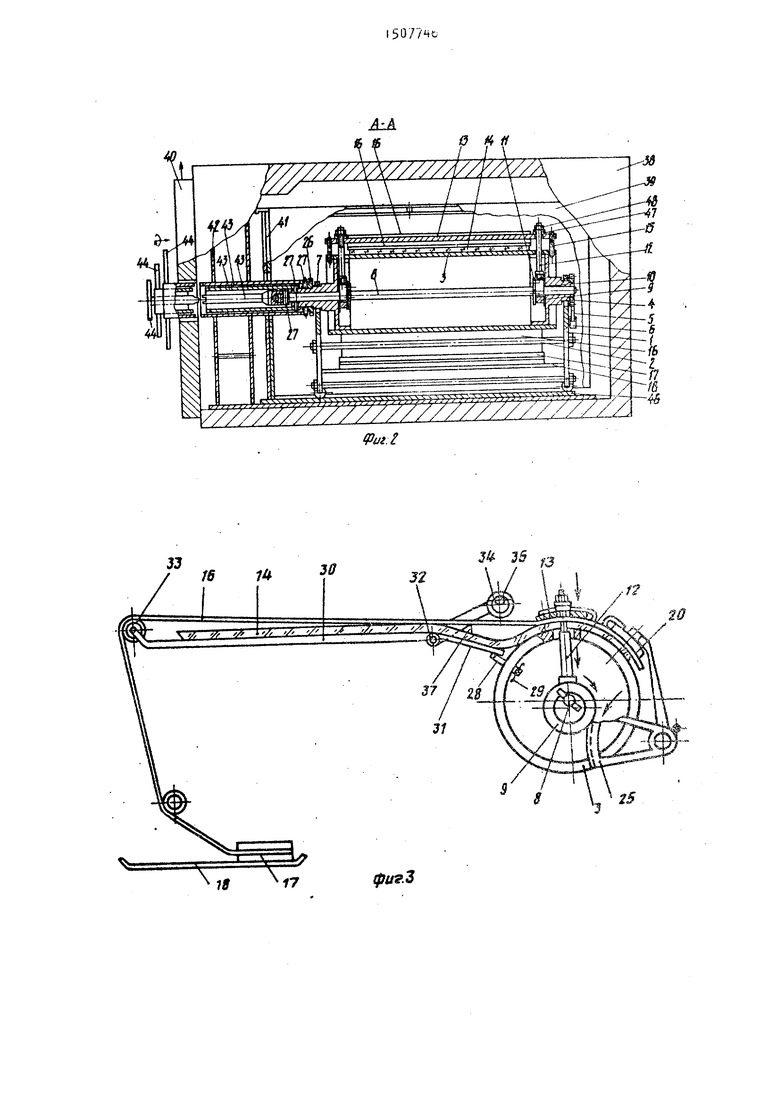
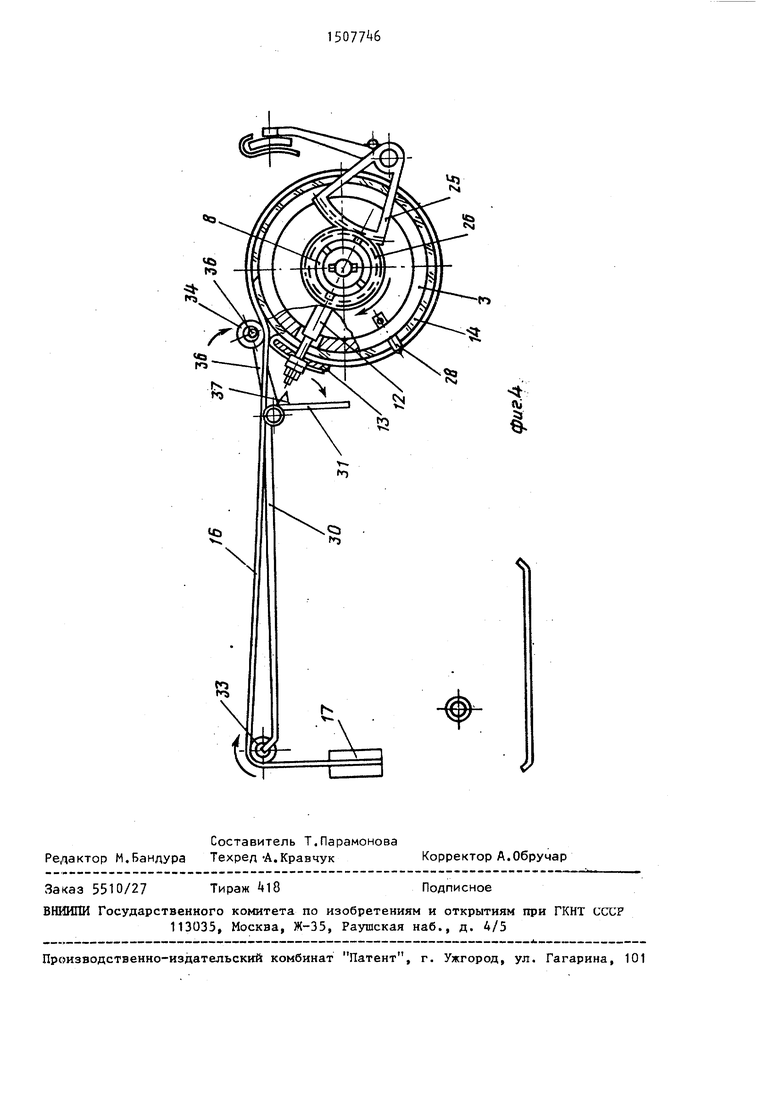
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - схема формования на начальной стадии на фиг. - схема формования на конечной стадии.
Устройство содержит станину, выполненную в виде двух щек 1, скрепленных между собой стяжками 2, подвижную калибрующую оправку 3, установленную в гнезда щек 1 и частично удерживаемую от самопроизвольного поворота силой .трения. С целью исключения поворота оправки 3 в направлении, обратном рабочему, на валу оправки жестко закреплено храповое колесо , а на щеке 1 установлена подвижная собачка 5, рабочий ход которой обеспечивает консольный груз 6 Храповой механизм позволяет обеспечить прерывистое пошаговое враще- ние оправки 3 и фиксацию ее в строго определенных положениях. Положение оправки 3 в гнездах щек 1 ограничивается схемными скобами 7, обеспечивающими ее свободное вращение, но исключающими ее выход из гнезд.
Внутри оправки 3 установлен с возможностью вращения коленчатый валик 8, на котором закреплены подвижные втулки 9. Осевые перемещения втулок 9 ограничены шайбами 10 и 11. В резьбовые отверстия втулок установлены тяги 12, осуществляющие перемещение и фиксацию на оправке прижимной планки 13 с цилиндрической по- верхностью, обращенной к оправке.
Между прижимной планкой 13 и оправкой 3 устанавливается заготовка I в виде стеклянного листа с раз- деланными под углом и полированными кромками. Смещение планки 13 в плоскости заготовки ограничивают направляющие штыри 15. Между планкой 13 и заготовкой пропущена гибкая формующая лента 1б с грузом 17, установленным на поддоне 18. Свободный конец ленты 1б закреплен на прижимной планке 13 планкой 19. .
Формующий элемент 20 короткого конца заготовки, выполненный Б виде- планки с цилиндрической поверхностью, обращенной к оправке 3, при помощи двух пластин 21 жестко закреплен на валу 22, установленном в отверстиях щек 1. Формующий элемент 20 может находиться в двух положениях: рабочем и нерабочем. Крайнее нерабочее положение его ограничивается упором 23. С целью цменьшения местных деформаций наружной поверхности стеклянного цилиндра на формующем элементе 20 закреплена гибкая лента 2. На валу 22 жестко закреплен зубчатый сектор 25, кинематически связанный с зубчатым колесом 26, установленным свободно на валу оправки 3. На концах валов оправки 3, коленчатого валика О и втулки зубчатого колеса 26 жестко закреплены штифты 27, передающие вращение валам от управляющих штанг.
По краям оправки 3 установлены упоры 28, законтренные шплинтами 29, что обеспечивает их быстрый демонтаж перед съемом стеклянного цилиндра с оправки о
Неподвижная часть 30 опорной пластины жестко закреплена на станине, а подвижная часть 31, связанная с неподвижной через шарнирное соединение 32, свободным концом опирается на упоры 28 и расположена под небольшим углом к заготовке Н, что создает необходимое пространство для деформации заготовки I ) при фиксации ее на оправке 3, а также обеспечивает визуальный контроль степени размягченности заготовки 14 по его прогибу над пластиной 31. Для свободного скольжения гибкой ленты 1б и исключения формации кромки заготовки Й- на неподвижной части 30 опорной пластины закреплена направляющая 33 в виде неподвижной оси и вращающейся На ней трубки.
Дополнительный прижимной элемент З в виде толстостенной трубы закреплен на стержне 35, который при помощи пластин 36 соединен с шарниром 32 опорной пластины. Наличие большого зазора между наружным диаметром стержня 33 и внутренним диаметром прижимного элемента 3 позволяет прижимному элементу свободно самоустанавливаться на гибкой ленте после опускания стержня 33. До начала вращения
оправки 3 стержень 35 поддерживает прижимной элемент З над заготовкой И при помощи установленных между подвижной пластиной 31 и пластинами 36 упоров 37.
С целью обеспечения равномерного нагрева заготовки 14 в нагревательной печи 38 и соответственно равномерного удлинения заготовки устройство закрыто двойным защитным кожухом 39. Со стороны подъемной заслонки Q нагревательной печи кожух закрывается двойным экраном il с отверстием для управляющих штанг и смотровыми окнами, закрытыми кварцевыми стеклами (не показаны). Экран AI устанавливается после установки в кожух 39 устройства с заготовкой 14.
Проем печи закрывается дополнительными экранами 42 с отверстиями, аналогичными экрану 41. Экраны 42 являются также дополнительными опоэлемент 34 устанавливается в верхнем положении при пог.ощи упоров 37. Плос кая заготовка l4 стекла устанавливается на пластину 30 и оправку 3. Над ней последовательно располагается гибкая лента 1б и прижимная планка 13, которая фиксируется шайбами 47 и гайками 48. Такая конструкция сое10 динения планки 13 и тяг 12 позволяет проводить формование заготовок 14 различных толщин. Правый скошенный край заготовки 14 устанавливается параллельно оси оправки 3 на опреде15 ленном расстоянии от прижимной планки 13, достаточном для правильной работы формую1цих и прижимного элементов.
После установки в печь 38 кожуха
20- 39 в него вкатывается устройство, в котором заготовка и рабочие элементы установлены в начальном положении. Затем устанавливаются экраны 41, 42,
промежуточные штанги 43. Опускается рами для промежуточных штанг 43. Про- 25. заслонка 40 печи ЗВ. межуточные штанги 43 представляют Путем постепенного равномерного собой пустотелые трубки, на концах нагрева заготовки 14 стекло доводится до пластичного состояния, которое можно визуально определить по прови- 30 санию стекла. Вращением коленчатого валика 8 осуществляется осевое пере35
40
которых приварены специальные вилки с посадочным отверстием и пазом. Все штанги 43 расположены соосно, что позволяет для их установки использовать одно отверстие в защитных ,экранах и заслонке печи.
При помощи вилок штанги 43 соединяются с одной стороны с рабочими валами оправки 3, коленчатого валика 8 и зубчатого колеса 2б, с другой с наружными съемными управляющими штангами 44,
Конструкция защитного кожуха 39, .экранов 41, 42 обеспечивает хорошую теплоизоляцию устройства, что позволяет проводить фо рмование цилиндра при поднятой заслонке 40 нагревательной печи. Устройство зёкатывает- ся в печь на роликах 45 по направляющим 46.
Устройство работает следующим образом.
Гибка полого цилиндра из плоской заготовки стекла ведется в нагревательной печи за один технологический цикл.
В начальном положении (фиг.1) формующий элемент 20 отведен от оправки 55 3 в крайнее правое положение.
Подвижная пластина 31 устанавливается свободным концом на ограничители 28, Дополнительный прижимной
45
50
мещение тяг 12 и соответственно прижимной планки 13, которая обеспечивает фиксацию зaгcтoБк 14 на оправке 3 (фиг.З), затем поворотом зубчатого колеса 26 и связанного с ним зубчатого сектора 25 опускается формующий элемент 20 и производится формование заготовки на начальной стадии (фиг,3)« После формоЕзния формующий элемент 20 отволится в первоначальное положение.
При плавном вращении опраек -. 3 вокруг своей оси происхслит автоматическое опускание пластины 31 соответственно, яопогпчительного прижимного элемента 34 на гибкую ленту 1б (фиг.4). Пр1т дальнейшем вращении оправки 3 гибкая лента 1б постепенно обжимает пласт1;чну о заготовку 14 вокруг оправки 3 и навивается на нее вместе с заготовкой 14. Необходимое усилие формования обеспечивается натяжением ленты 1б грузом 17.
В последней стадии формованная происходит наложение скошенных кромок заготовки 14. Лополнительный прижимной элемент 34 плаваюг1его типа позволяет создать дополнительное равно
элемент 34 устанавливается в верхнем положении при пог.ощи упоров 37. Плоская заготовка l4 стекла устанавливается на пластину 30 и оправку 3. Над ней последовательно располагается гибкая лента 1б и прижимная планка 13, которая фиксируется шайбами 47 и гайками 48. Такая конструкция сое10 динения планки 13 и тяг 12 позволяет проводить формование заготовок 14 различных толщин. Правый скошенный край заготовки 14 устанавливается параллельно оси оправки 3 на опреде15 ленном расстоянии от прижимной планки 13, достаточном для правильной работы формую1цих и прижимного элементов.
После установки в печь 38 кожуха
20- 39 в него вкатывается устройство, в котором заготовка и рабочие элементы установлены в начальном положении. Затем устанавливаются экраны 41, 42,
5
0
5
5
0
мещение тяг 12 и соответственно прижимной планки 13, которая обеспечивает фиксацию зaгcтoБк 14 на оправке 3 (фиг.З), затем поворотом зубчатого колеса 26 и связанного с ним зубчатого сектора 25 опускается формующий элемент 20 и производится формование заготовки на начальной стадии (фиг,3)« После формоЕзния формующий элемент 20 отволится в первоначальное положение.
При плавном вращении опраек -. 3 вокруг своей оси происхслит автоматическое опускание пластины 31 соответственно, яопогпчительного прижимного элемента 34 на гибкую ленту 1б (фиг.4). Пр1т дальнейшем вращении оправки 3 гибкая лента 1б постепенно обжимает пласт1;чну о заготовку 14 вокруг оправки 3 и навивается на нее вместе с заготовкой 14. Необходимое усилие формования обеспечивается натяжением ленты 1б грузом 17.
В последней стадии формованная происходит наложение скошенных кромок заготовки 14. Лополнительный прижимной элемент 34 плаваюг1его типа позволяет создать дополнительное равномерное местное давление на спекаемый шов и устранить провисание гибкой ленты 1б,
Медленное остывание отформованной заготовки 14 (фиг,4) после затверле- вания стекла производится при отпущенном коленчатом валике 8. Полая стеклянная заготовка 1 снимается с оправки 3 после демонтажа ограничителя 28, тяги 12 и планки 13.
Формула изобретения
Устройство для переформования плоской заготовки стекла в цилиндрическую, содержащее установленную на станине с возможностью поворота оправку с размещенной н.ад ней прижимной планкой с цилиндрической поверхностью, формующий элемент длинного конца заготовки в виде гибкой ленты с грузом на конце, пропущенной между оправкой и прижимной планкой, формующий элемент короткого конца заготовки, выполненный в виде установленной с возможностью поворота планки с цилиндрической поверхностью, дополнительный прижимной элемент, опорную пластину для плоской заготовки, выполненную из двух соединенных между
собой шарнирно частей, напр-., ej як;цую для гибкой ленты, храповой механизм, храповое колесо которого жестко закреплено на валу оправки, а собачка с грузом - на ctaHHHe, о т л и и а - ю щ е е с я тем, что, с целью повышения качества изделий и улучшения условий работы, оно снабжено коленчатым валиком, установленным внутри оправки coocHo.ee наружной поверхности, тягами, закрепленными на коленчатом валике шарнирно и связанными с прижимной планкой, зубчатым колесом, установленным на валу оправки с возможностью вращения, и зубчатым сектором, жестко закрепленным на валу формующего элемента короткого конца заготовки и кинематически связанным с зубчатым колесом, упорами, установленными по краям оправки с возможностью вращения, при этом одна из частей опорной пластины жестко соединена со станиной, а другая установлена свободным концом на упоры -оггравки, дополнительный прижимной элемент выполнен в виде трубы и установлен свободно на несущем стержне, соединенном с опорной пластиной шарнирно, а свободный конец гибкой ленты закреплен на прижимной планке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для переформования плоской заготовки стекла в цилиндрическую | 1987 |
|
SU1454787A1 |
| Устройство для переформирования плоской заготовки стекла в цилиндрическую | 1986 |
|
SU1350116A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕФОРМОВАНИЯ ПЛОСКОЙ ЗАГОТОВКИ СТЕКЛА В ЦИЛИНДРИЧЕСКУЮ | 1972 |
|
SU424823A1 |
| Устройство для изготовления пакетов, ихНАпОлНЕНия и зАпЕчАТыВАНия дНищАМи и КРышКАМи | 1977 |
|
SU843719A3 |
| Способ изготовления сварных труб | 1986 |
|
SU1393807A1 |
| Устройство для формования тестовых бараночных заготовок | 1958 |
|
SU120468A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| Устройство для укладки штучных изделий в тару | 1979 |
|
SU973412A1 |
| Пишущая машина | 1934 |
|
SU43012A1 |
| АДАПТИВНАЯ СИСТЕМА ДЛЯ ФОРМИРОВАНИЯ НАСТИЛОВ ИЗ РУЛОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2339563C1 |
Изобретение относится к промышленности строительства, а именно к тепловой обработке стекла и может быть использовано в устройствах автоматической обработки изображений. Цель изобретения - повышение качества изделий и улучшение условий работы. Это достигается снабжением устройства коленчатым валиком, дополнительным прижимным элементом, зубчатым колесом, упорами, тягами. Такая конструкция позволяет обеспечить надежную фиксацию заготовки на оправке. Увеличивается угол охвата гибкой лентой сформованной заготовки на завершающей стадии, что увеличивает местное давление прижимного элемента через гибкую ленту на спекаемые кромки стекла и повышает качество шва заготовки по всей длине, а также улучшает условия работы с устройством, т.к. валы оправки и коленчатого валика располагаются соосно, что позволяет независимо от угла поворота оправки проводить манипуляции с прижимной планкой через одно отверстие в заслонке печи и защитных экранах. Выполнение дополнительного прижимного элемента с возможностью самоустановки на гибкой ленте за счет зазоров в его креплении позволяет устранить провисание ленты, обеспечить постоянство ее натяжения по всей длине заготовки и соответственно более высокое качество по геометрическим размерам и качеству шва цилиндра. Работа дополнительного прижимного элемента производится автоматически, что упрощает конструкцию устройства и улучшает условия работы. Крепление свободного конца гибкой ленты на прижимной планке исключает перекосы ленты как при ее установке, так и при формовании, обеспечивает надежную фиксацию ленты при натяжении ее грузом, не повреждает наружную поверхность сформованной заготовки, упрощает съем ленты с грузом после формования. 4 ил.
лз
т.1
Я,
f7
J3
J4 J5
5
ф1/9.3
ni
| Авторское свидетельство СССР № , кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
