равной d
и
не более d
sinoi.
выступов частей балки.
После, раздвижки полученных основных частей 5 заготовки 1 производят соединение их мелоду собой по выступам 6 посредством дополнительных злемен- тов 7, которые прикрепляют к краям боковых кромок выступов 6 основных
Изобретение относится к изготовлению строительных конструкций,
Цель изобретения - снижение трудоемкости изготовления при повьшении несущей способности.
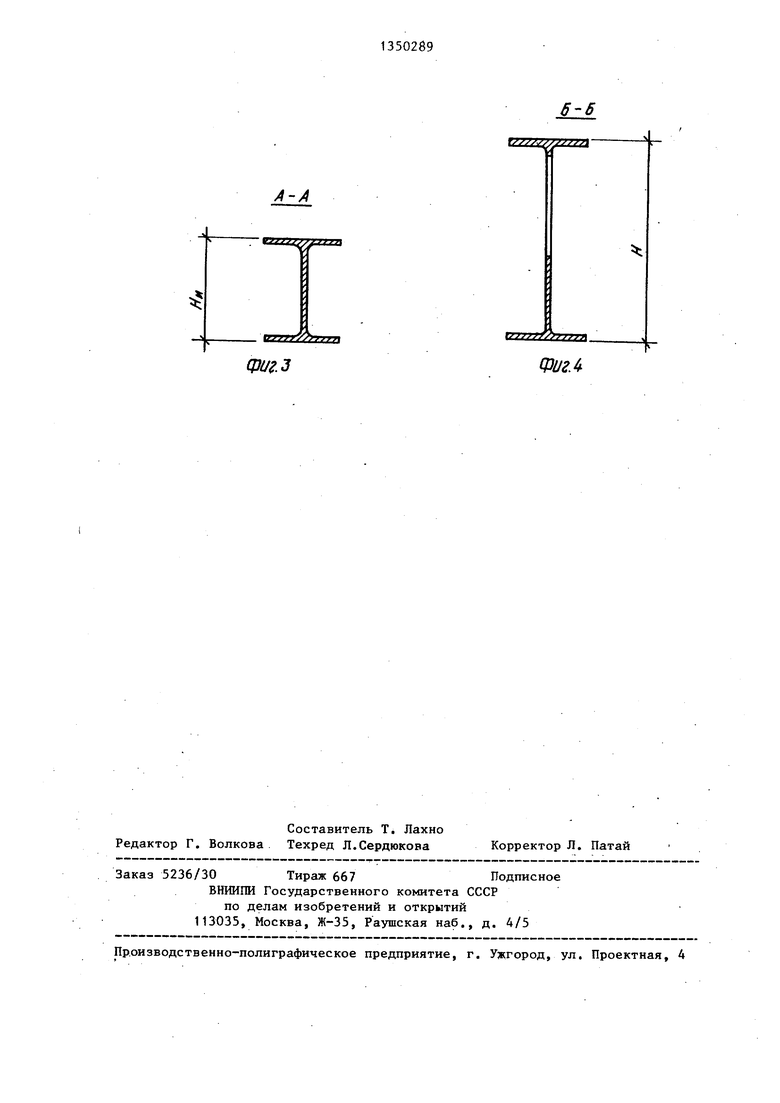
На фиг. 1 показана исходная заготовка (двутавровая балка) с намеченной линией реза, на фиг. 2 готовая облегченная балка; на фиг„ 3 - сечение А-А на фиг. 1| на фиг с 4 - сечение Б-Б на фиг. 2.
Изготовление облегченной балки выполняют из исходной заготовки 1 (двутавровой балки) путем резки ее стен- ки 2 по фотокопиру с использованием а.втомато разделительной резки по основной продольной зигзагообразной ли- НИИ 3 и дополнительным прерывистым 4, которые вьшолняют параллельными горизонтальным и наклонным участкам основной линии в пределах высоты последних и под- углом, образованным ими с горизонтальной осью балки 63
При этом длину горизонтальных участков прерывистых линий принимают 2h 005(180°-2У)-cosк 2 sinaL- sin 2 «,
h ,
5 где h - высота
0
5
0
5
0
5
частей 5, при этом острые углы до- полнитель,ных элементов поворачивают в сторону оснований выступов.
Формула изобретения
Способ изготовления облег11енной металлической балки, включающий резку стенки исходной заготовки по зигзагообразной трапециевидной основной линии и параллельным ей дополнительным линиям с образованием дополнительных элементов и имеющих эыступы и впадины частей, соединяющих их по выступам посредством дополнительных элементов, отличающийся, тем, что, с целью снижения трудоемкости изготовления при повьшении несущей способности балки, наклонные участки основной линии роспуска выполняют под углом 63° 6 об 80° к горизонтальной оси заготовки, а роспуск стенки производят по дополнительным линиям, параллельным наклонным участкам основной линии реза, с получением дополнительных элементов в виде параллелограммов, длину грани каждого из которых, параллельную поясам, определяют по формуле d 211 cos (180-2 ос) - со soil 2 sinoi - sin 2о4
, h ,
лее d -. , где h - высота выступов частей балки, а соединение выступов осуществляют по их боковым
граням.
но не бо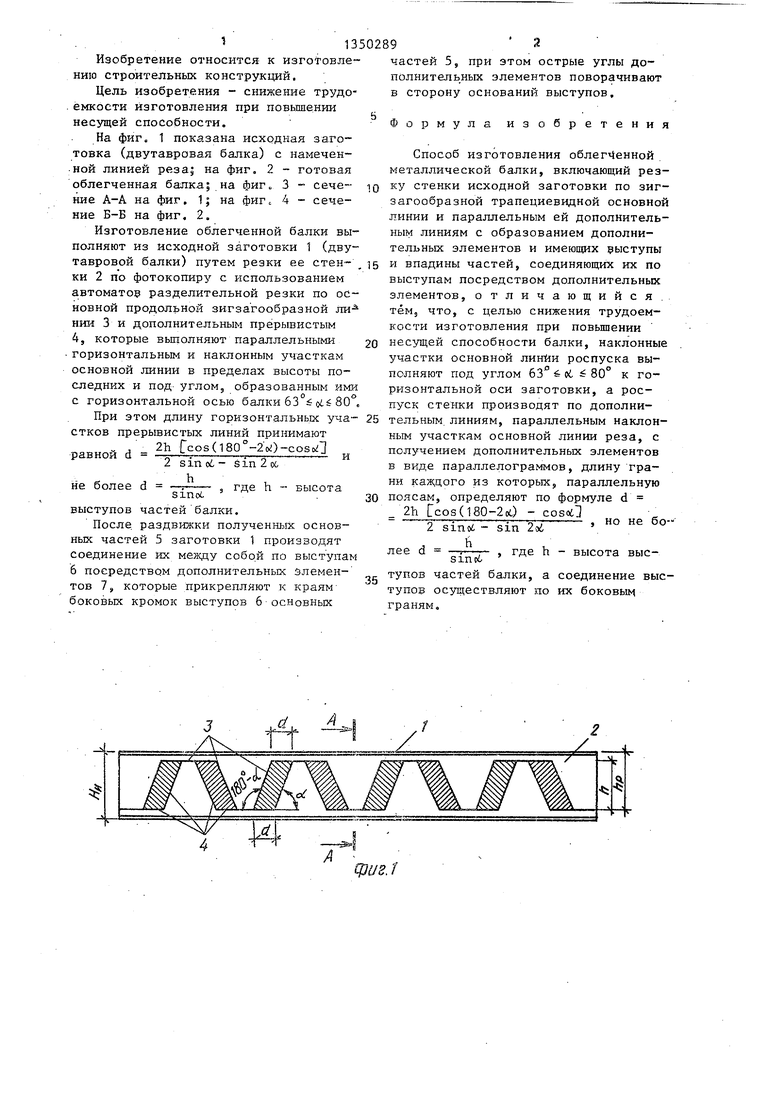
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления облегченной металлической балки | 1991 |
|
SU1795035A1 |
| Способ изготовления металлической перфорированной балки | 1983 |
|
SU1158714A1 |
| Способ изготовления облегченной металлической балки | 1990 |
|
SU1738965A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ МЕТАЛЛИЧЕСКОЙ БАЛКИ | 1992 |
|
RU2046902C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1997 |
|
RU2148132C1 |
| Способ изготовления облегченных балок | 1982 |
|
SU1097766A1 |
| Способ изготовления облегченной металлической конструкции | 1988 |
|
SU1606631A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2006 |
|
RU2339481C2 |
| Строительный элемент | 2021 |
|
RU2771568C1 |
| Способ изготовления металлической балки с перфорированной стенкой | 1982 |
|
SU1048077A1 |
Изобретение относится к строительству. Цель изобретения - снижение трудоемкости изготовления при повышении несущей способности. У исходной заготовки разрезают стенку по зигзагообразной основной и дополнительным прерывистым линиям. Наклонные участки зигзагообразных линий выполняют под углом 63 оС 80 к горизонтальной оси балки. Полученные основные части 5 раздвигают и стыкуют по выступам 6 посредством допЬлнительнЕлх элементов 7, которые прикрепляют к краям боковых выступов 6 основных частей 5. Длину поперечной кромки дополнительного элемента определяют по формуле d 2h cos (180 -2 t) - cosoi / / Zsinui - sin2ci , HO не более dh/sinoi, где h - высота выступов частей балки. 4 ил. -Ч § ч V .,.,,,,;;;:;;: .41 п .41 , г/ Фи1.2 И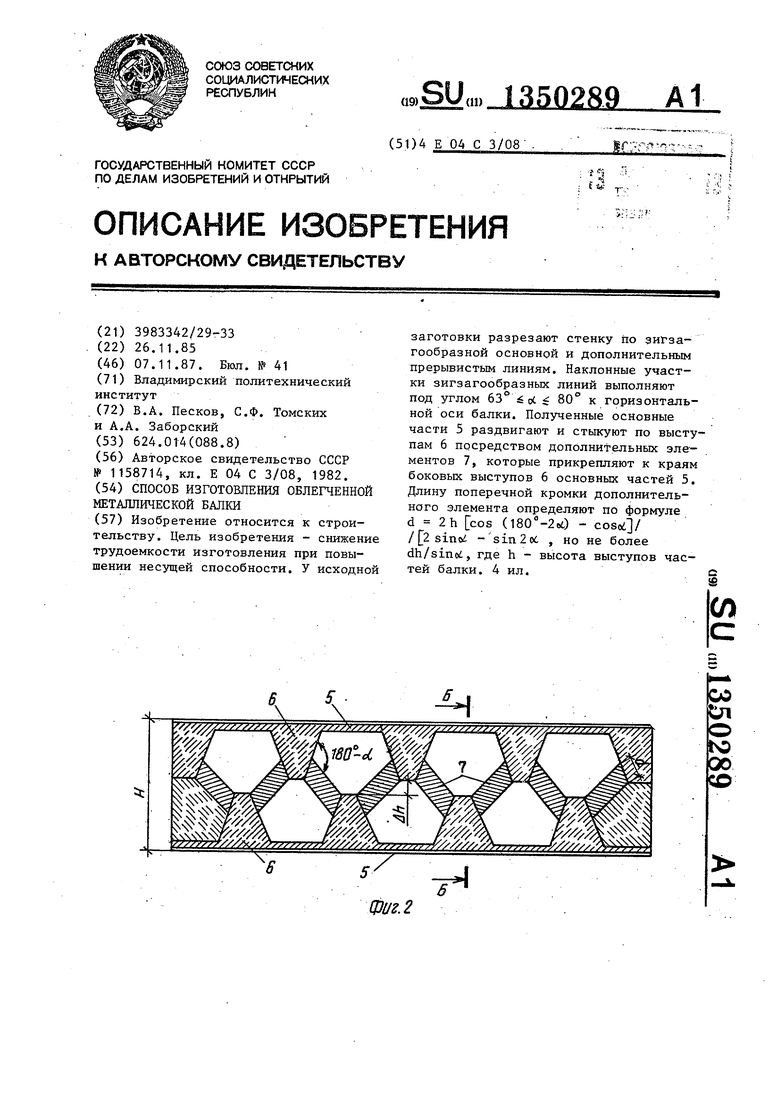
CflUg.f
Фиг.з
Редактор Г. Волкова
Составитель Т. Лахно Техред Л.Сердюкова
Заказ 5236/30 Тираж 667Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
IJJJf / fjfjj
Фиг л
Корректор Л, Патай
| Способ изготовления металлической перфорированной балки | 1983 |
|
SU1158714A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
