9иг.
щели 3. Угол of , образованный сужающимися сторонами, соответствует длине отжигаемого конца полосы 5 и интервалу температур, обеспечивающих получение необходимых микроструктур в результате о гжига. Для предотвращения обезуглероживания при осуществлении отжига конца пружинной ленты 5 затвор 1 заполнен специальным дисперсным материалом 10. Через щели 4 и 3 затвора 1 с помощью полозьев 9 по рольгангу 13 своей конусной частью вводится в рабочую камеру печи 12, Количество отжигае1
Изобретение относится к термообаботке материалов в безокислительой атмосфере и может быть использоано в машиностроении в конструкциях затворов печи для термообработки онцевых участков длинномерных полос, например пружинной ленты, предназначенной для осуществления привода ка- беленаматывающего устройства.
Целью изобретения является повыение качества концевых участков за счет обеспечения плавного перехода по твердости по его длине.
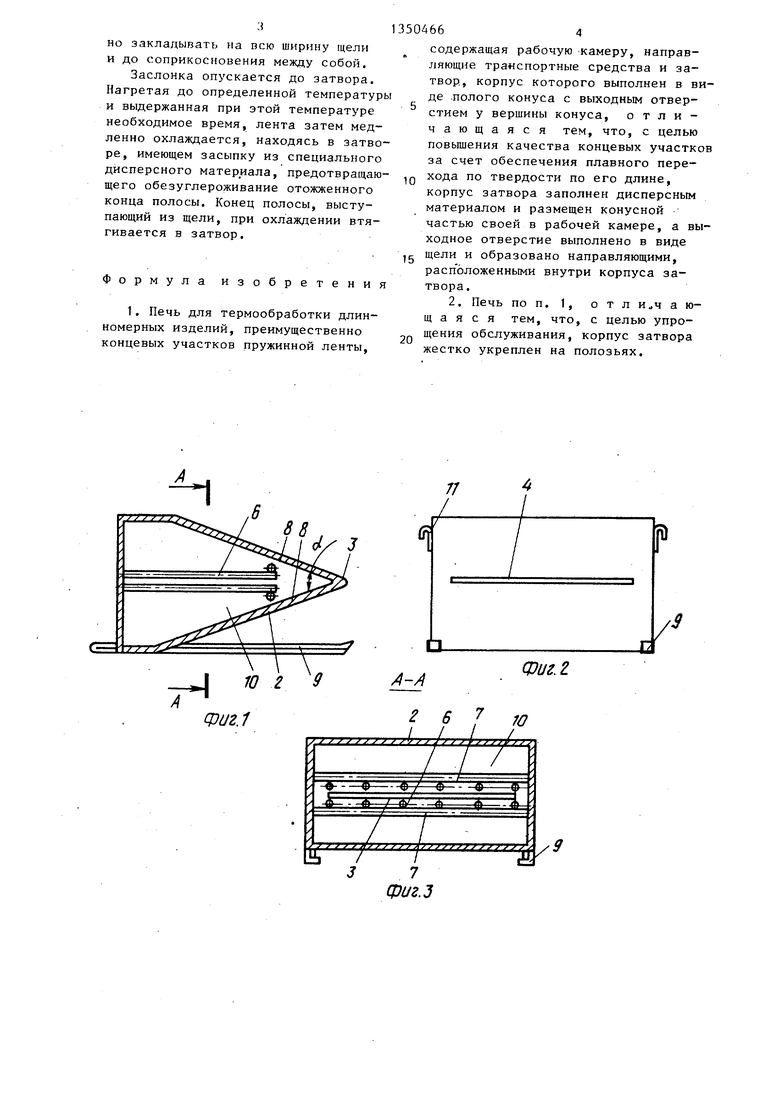
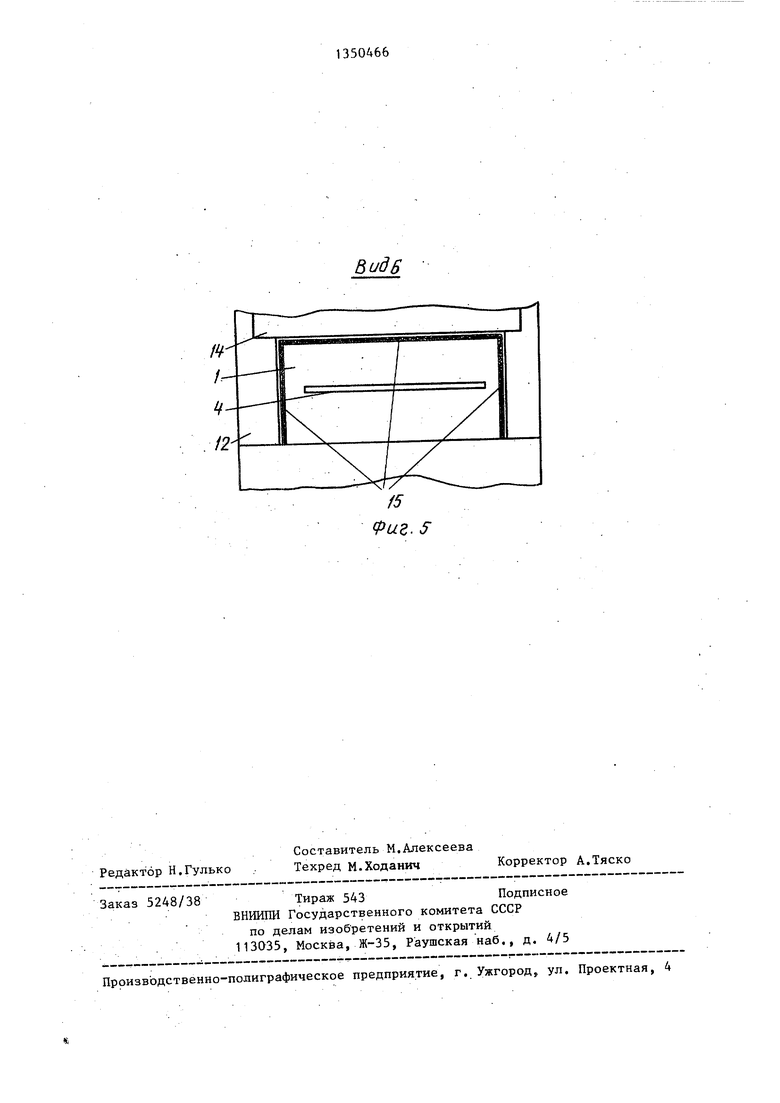
На фиг. 1 показан затвор, про-, дольный разрез; на фиг. 2 - затвор, вид спереди; на фиг. 3 - разрез А-А на фиг. 1, на фиг. 4 - печь для термообработки со вставленным затвором, продольный разрез; на фиг. 5 - вид Б на фиг. 4.
.Затвор 1 имеет корпус 2, выпол- ненный из жаропрочного листового материала .с входным 3 и выходным 4 отверстиями в виде щели для введения в затвор конца термообрабатываемой Полосы 5 по направляющим 6, выполненным из проволоки и укрепленным в корпусе с помощью поперечных прутков 7. Верхняя и нижняя стороны 8 корпуса 2 имеют участок, на котором они параллельны, и участок, на котором они сужаются, образуя выходное отверстие в виде щели. Угол (Л , образованный сужающимися сторонами, соответствует длине отжи аемого конца полосы -5 и интервалу температур.
мых лент можно закладывать на всю длину щели 4 и 3 до соприкосновения между собой. Заслонка 14 опускается до затвора 1. Нагретая до определенной температуры и выдержанная при этой температуре необходимое время, лента затем медленно охлаждается, находясь в затворе, имеющем засыпку из специального дисперсного материала, предотвращающего обезуглероживав ние отожженного конца полосы 5. Конец полосы 5,, выступающий из щели 3, при охлаждении втягивается в затвор 1. 1 з.п, ф-лы, 5 ил.
5
0
5
0
5
обеспечивающих получение необходимых микрострук ур в результате отжига. Например, чтобы получить плавный переход микроструктур от мартенсита к перлиту, необходимо обеспечить нагрев с интервалом температур ot 200 до . В таком случае угол рассчитьгаается с учетом интервала температур.
Затвор 1 нижней стороной 8 на участке, где стороны параллельны, жестко укреплен на полозьях 9, выполненных из уголка и обеспечивающих перемещение его при введении в печь.
Для предотвращения обезуглероживания при осуществлении отжига конца пружинной ленты затвор заполнен специальным дисперсным материалом 10.
К корпусу 2 приварены петли 11, предназначенные для транспортировки затвора.
Затвор 1 вводится в универса; ьную термическую печь 1.2 своей конической частью с помощью переносного рольганга 13. Щели между опущенной заслонкой 14 и затвором 1 уплотняются асбоцементом 15.
Затвор работает следующим образом.
Через щели затвора между направляющими пропускается конец пружинной ленты. Затем затвор с помощью полозьев по рольгангу своей конусной частью вводится в рабочую камеру печи. Количество отжигаемых лент можно закладывать на всю ширину щели и до соприкосновения между собой.
Заслонка опускается до затвора. Нагретая до определенной температуры и выдержанная при этой температуре необходимое время, лента затем медленно охлаждается, находясь в затворе, имеющем засыпку из специального дисперсного материала, предотвращающего обезуглероживание отожженного конца полосы. Конец полосы, выступающий из щели, при охлаждении втягивается в затвор.
Формула изобретения
1. Печь для термообработки длинномерных изделий, преимущественно концевых участков пружинной ленты.
10
3504664
содержащая рабочую камеру, направляющие транспортные средства и затвор, корпус которого выполнен в виде .полого конуса с выходным отверстием у вершины конуса, отличающаяся тем, что, с целью повышения качества концевых участков за счет обеспечения плавного перехода по твердости по его длине, корпус затвора заполнен дисперсным материалом и размещен конусной частью своей в рабочей камере, а выходное отверстие выполнено в виде g щели и образовано направляющими, расположенными внутри корпуса затвора.
2. Печь по п. 1, о т л а ю- щ а я с я тем, что, с целью упрощения обслуживания, корпус затвора жестко укреплен на полозьях.
20
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
| СПОСОБ НЕПРЕРЫВНОГО ОТЖИГА ПОЛОСОВОЙ СТАЛИ, ИМЕЮЩЕЙ ТОЧКУ КЮРИ, И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ОТЖИГА ТАКОЙ СТАЛИ | 2008 |
|
RU2414513C1 |
| Устройство для окраски и сушки длинномерных стержней | 1982 |
|
SU1026841A1 |
| СПОСОБ ПОДГОТОВКИ ХОЛОДНОТЯНУТЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ ПОД СТЫКОВУЮ СВАРКУ | 1997 |
|
RU2131341C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479643C1 |
| Способ термообработки порошка железа и устройство для его осуществления | 1984 |
|
SU1222413A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ВЫРУБКИ МОНЕТНОЙ ЗАГОТОВКИ | 2012 |
|
RU2516358C2 |
| СПОСОБ КОНТРОЛЯ ИНГИБИРОВАНИЯ ПРИ ПРОИЗВОДСТВЕ ТОНКОЛИСТОВЫХ ЭЛЕКТРОСТАЛЕЙ С ОРИЕНТИРОВАННОЙ ЗЕРНИСТОСТЬЮ | 1997 |
|
RU2195506C2 |
| Способ обработки порошка железа | 1978 |
|
SU789248A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗ НИЗКОЛЕГИРОВАННОЙ ТЕПЛОУСТОЙЧИВОЙ, ГОРЯЧЕКАТАННОЙ СТАЛИ | 1995 |
|
RU2088676C1 |
Изобретение относится к области термообработки материалов в безокислительной атмосфере и может быть использовано в машиностроении в конструкции затвора печи для термообработки концевых участков длинномерных полос, например, пружинной ленты, предназначенной для осуществления привода кабеленаматывающего устройства. Цель изобретения - повьппе- ние качества концевых участков за счет обеспечения плавного перехода по твердости по его длине. Верхняя и нижняя стороны 8 корпуса 2 имеют участок, на котором они параллельны, и участок, на котором они сужаются, образуя выходное отверстие в виде ф ф ф ф ф /J(Л оо ел О 4 О5 О5 . 
fJJUZ,1
//
/
А-А
Фиг. 2.
267 jfj
37
фиг. 5
Buds
Редактор Н.Гулько
Составитель М.Алексеева Техред М.Ходанич
Заказ 5248/38
Тираж 543Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А.Тяско
| Затвор печи для термообработки | 1975 |
|
SU548637A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Шлюзовое устройство | 1975 |
|
SU536237A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
