2. Устройство для термообработки порошка железа, содержащее узел за- грузки порошка, камеру нагрева с нагревателями, муфель, холодильник с выходной щелью, конвейерную ленту внутри муфеля и холодильника, бункер подсыпки, патрубки для подачи газов и механизм возврата порошка, о т - личающе еся тем, что, с целью упрощения конструкции, снижения расхода добавляемого порошка и повышения надежности в работе, оно снабжено поперечной наклонной перегородкой, передняя кромка которой установлена после холодильника .и бункера подсыпки на расстоянии 0,t10- 1,80 ширины щели холодильника от
1
Изобретение относится к порошковой металлургии, в частности к процессам и устройствам восстановления и восстановительно-обезуглероживающего отжига металлических порошков.
Цель изобретения - упрощение способа и снижение расхода добавляемого порошка, а также упрощение конструкции, снижение расхода добавляемо порошка и повьшение надежности уст- ройства в работе.
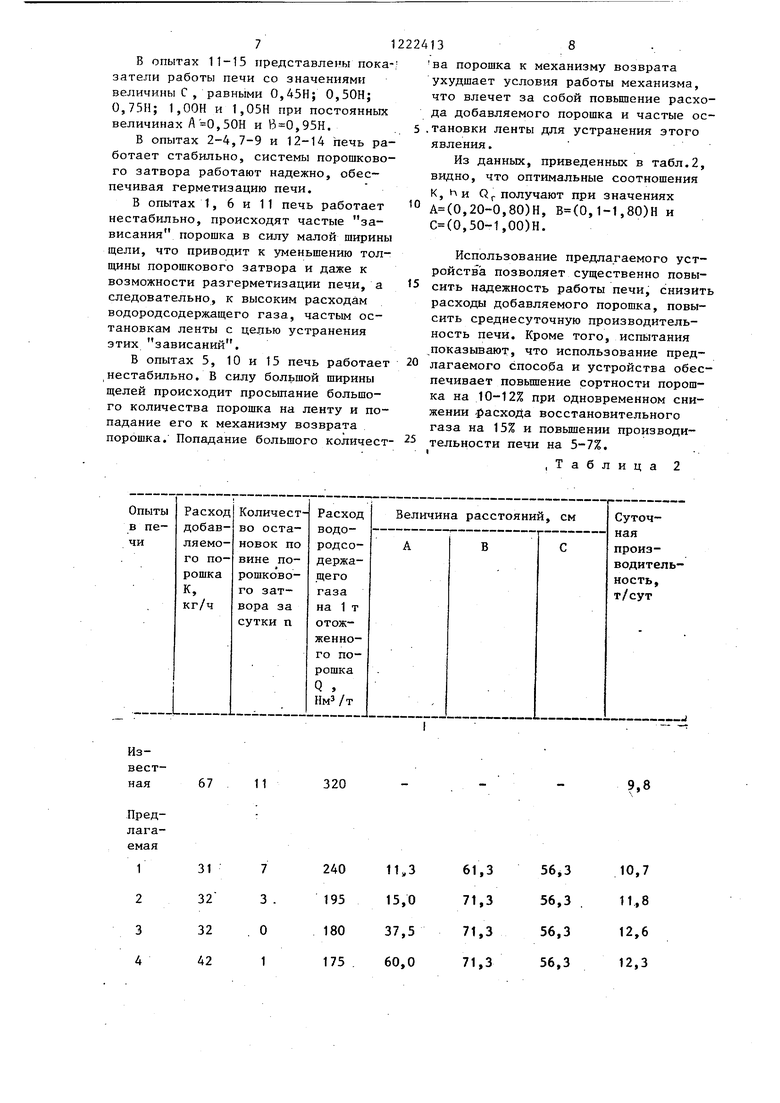
На чертеже изображено устройство для реализации предлагаемого спосо- ба, продольньй разрез. I .
Из бункера на конвейерную ленту
загружают железный порошок-сырец. Порошок с лентой подают в муфель, где к ним через камеру нагрева от нагревателей подводят тепло. В муфель и холодильник через патрубок непрерьшно подают водородсодержащий газ. Отожженный в муфеле порошок в виде спека на ленте направляют в холодильник и охлаждают. Из холодил ника спек выводят через щепъ шириной Н , на выходе из которой в щель бункера подсыпки шириной А подсыпают мелкодисперсный, отожженный порошок со спеком химического состава. Порошок подсыпают равномерно по всему торцу холодильника и создают газоплотное порошковое уплотнение
этой щели и на расстоянии 0,50-1,00 ширины щели холодильника от конвейерной ленты, причем щель холодильника и щель бункера подсыпки установлены в одной плоскости, перпендикулярной плоскости конвейерной ленты а ширина щели бункера подсыпки ранif. . «
.на 0,20-0,80 -ширины щели холо- щльника.
3. Устройство по , о т ли - чающееся тем, что механизм возврата порошка выполнен в виде полого,, вращающегося цилиндра из немагнитного материала, внутри которого стационарно установлен сектор, набранный из постоянных магнитов.
для водородсодержащей атмосферы холодильника. Порошковое уплотнение ограничивают расстоянием от плоскости щели бункера подсыпки и щели холодильника до передней кромки поперечной перегородки. Затем устанавливают общую высоту слоя спека и подсыпаемого порошка на ленте, равную расстоянию от плоскости ленты до передней кромки перегородки С , и направляют к механизму возврата порошка с полым вращающимся цилиндром и сектором постоянных магнитов.
Постоянными магнитами порошок отделяют от спека и ленты и переносят на полый вращающийся механизм возврата. Далее механизмом возврата порошок направляют в промежуток между бункером и поперечной перегородкой в место подсыпки, тем самым од- 1 повременно улучшают газоплотность порошкового уплотнения и создают порошковый затвор для порошка, находящегося в бункере подсыпки.
Проводят испытания известного и предлагаемого способов.
При осуществлении предлагаемого способа распыленный порошок-сырец высотой слоя 35 мм вместе с лентой подают в камеру отжига, где его разогревают и отжигают в водородсодер- жащей атмосфере при 920 С. На выходе
из камеры спек вместе с лентой поступает в холодильник, где охлаждается в водородсодержащей атмосфере. При выходе спека через щель из холодильника подсыпают из бункера мелкий порошок одинакового со спеком химического состава.
Поперечной перегородкой устанавлр вают ширину порошкового уплотнения и высоту слоя спека и подсыпаемого порошка. Далее слой спека и подсыпаемого порошка на ленте подают к механизму возврата порошка, который при помощи постоянных магнитов отделяет порошок от спека и ленты и направляет в промежуток между бункером подсыпки и поперечной перегородкой. В да1ьнейшем при движении ленты со спеком в первую очередь увлекается порошок, находящийся между бункером и поперечной перегородкой,, который, пройдя со спеком и лентой под попе- ,речной перегородкой, при помощи механизма возврата порошка направляется обратно в промежуток между бункером и поперечной перегородкой.
Таким образом, порошок циркулирует вокруг поперечной перегородки, создавая при этом газоплотное порошковое уплотнение для водородсодержащей атмосферы холодильника и обеспечивая порошковый затвор для порошка, находящегося в бункере подсыпки. Этим объясняется с ущественное снижение расхода добавляемого порошка. Процесс протекает стабильно, обеспечивая надежную работу печи.
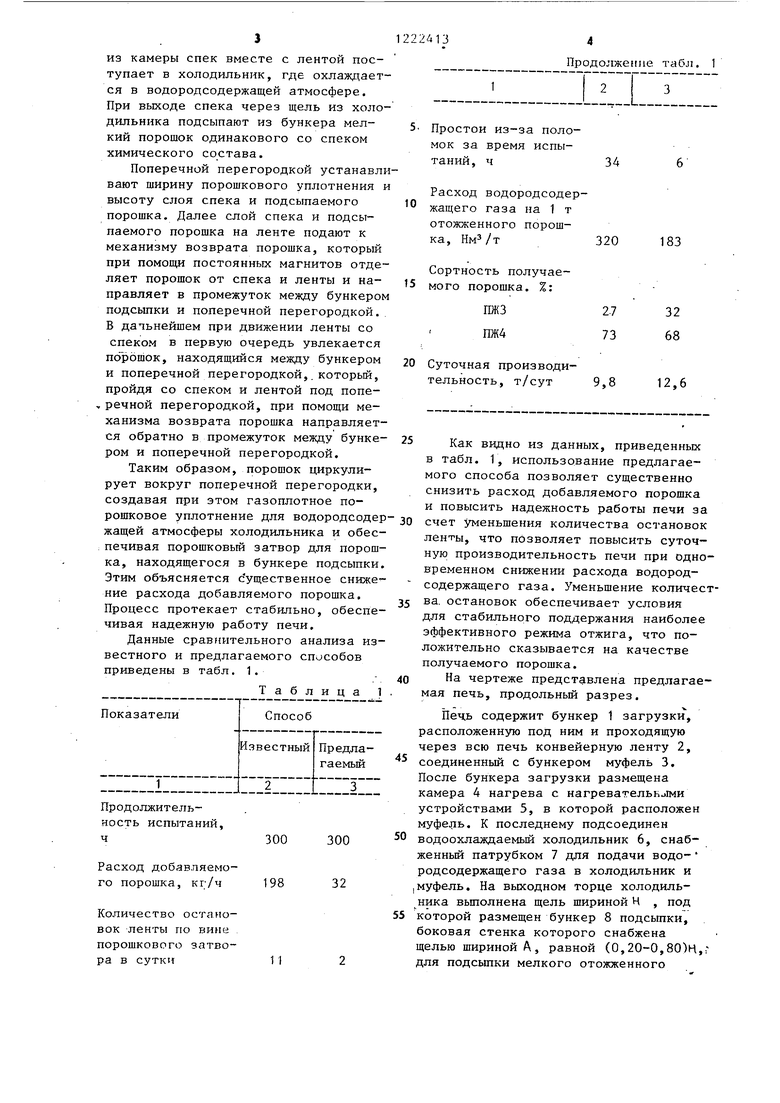
Данные сравнительного анализа известного и предлагаемого способов приведены в табл. 1.
Таблица 1
Продолжительность испытаний, ч
Расход добавляемого порошка, кг/ч
Количество остановок ленты по вини порошкового затвора в сутки
Продолжение, табл. 1 2 I 3
I
Простои из-за поломок за время испытаний, ч
Расход водородсодер- жащего газа на 1 т отожженного порошка, Нм /т
34
Сортность получаемого порошка. %:
ПЖЗ ПЖ4
320
27 73
Суточная производительность, т/сут 9,8
183
32 68
12,6
25 Как видно из данных, приведенных в табл. 1, использование предлагаемого способа позволяет существенно снизить расход добавляемого порошка и повысить надежность работы печи за 30 счет уменьшения количества остановок ленты, что позволяет повысить суточную производительность печи при одновременном снижении расхода водород- содержащего газа. Уменьшение количест35 ва. остановок обеспечивает условия для стабильного поддержания наиболее эффективного режима отжига, что положительно сказывается на качестве получаемого порошка.
0 На чертеже представлена предлагаемая печь, продольный разрез.
Печь содержит бункер 1 загрузки, расположенную под ним и проходящую через всю печь конвейерную ленту 2,
соединенный с бункером муфель 3. После бункера загрузки размещена камера 4 нагрева с нaгpeвaтeльhJIми устройствами 5, в которой расположен муфель. К последнему подсоединен
0 водоохлаждаемый холодильник 6, снабженный патрубком 7 для подачи водо- родсодержащего газа в холодильник и Iмуфель. На выходном торце холодильника вьшолнена щель шириной И , под
5 которой размещен бункер 8 подсыпки, боковая стенка которого снабжена щелью шириной А, равной (0,20-0,80)К,г для подсьтки мелкого отожженного
10
поришка одинакового со спеком химического состава. Щель бункера подсыпки и щель холодильника размещены в одной плоскости, перпендикулярной плоскости ленты. От этой плоскости на расстоянии Б , равном (0,10-1,80)4, расположена поперечная перегородка 9s выполненная в виде наклонного листа, нижняя кромка которого размещена, на расстоянии С, равном (0,50-1,00)Н, от плоскости ленты, а верхняя - расположена по касательной к наружной стенке механизма возврата порошка, представляющего собой полый вращающийся цилиндр 10 из немагнитного материала, внутри которого стационарно установлен сектор 11, набранный из постоянных магнитов.
Печь работает следующим образом.
В бункер 1 загружают железный порошок-сырец, которьй просыпается на конвейерную ленту 2. Приводят в движение конвейерную ленту, просыпающийся на нее порошок подают в муфель 3, расположенный в камере 4 нагрева, и
15
20
находящийся в нем порошок, нагревают при помощи нагревательных устройств. Внутри муфеля материал отжигают и в виде спека выводят в холодильник 6. Внутрь холодильника и в муфель через патрубок 7 подают водородсодержащий газ, В холодильнике спек охлаждают и выводят через щель шириной Н , на выходе которой из бункера 8 подсыпки через его щель шириной А подсыпают мелкий отожженный порошок одинакового со спеком химического состава. На ленту со спеком порошок просыпают через проем шириной 6 между плоскостью щели бункера подсыпки и поперечной перегородкой 9. Ленту со спеком и просыпавшимся порошком общей высотой слоя, равной С, направляют к механизму возврата порошка, состоя12224136
ной перегородкой. Порошок на ленте со спеком перемещают под поперечной перегородкой к механизму возврата порошка, где его отделяют от спека и ленты и направляют в проем между бункером подсыпки и поперечной перегородкой. Следовательно, порошок циркулирует вокруг поперечной перегородки, создавая газоплотное порошковое уплотнение для водородсодержащей атмос-. феры холодильника и обеспечивая по- рошковьй затвор для порошка, находящегося в бункере подсыпки. В случае проскока части порошка мимо механизма возврата или при полной остановке механизма щель холодильника уплотняют путем подсыпки порошка из бункера подсыпки.
Пример. В конвейерной-печи предлагаемой конструкции распыленный железный порошок-сырец высотой слоя 35 мм подают на конвейерной ленте в камеру отжига, где его отжигают в водородсодержащей атмосфере и в виде спека подают в холодильник. Охлажденный спек выводят из холодильника через щель шириной мм, на выходе которой из бункера подсыпки через %(ель шириной А подсыпают мелкий порошок одинакового со спеком химического состава. Устанавливают расстояния от плоскости щели бункера подсьшки и щели холодильника до передней кромки поперечной перегородки равное В, а от этой кромки до плоскости ленты равное С.
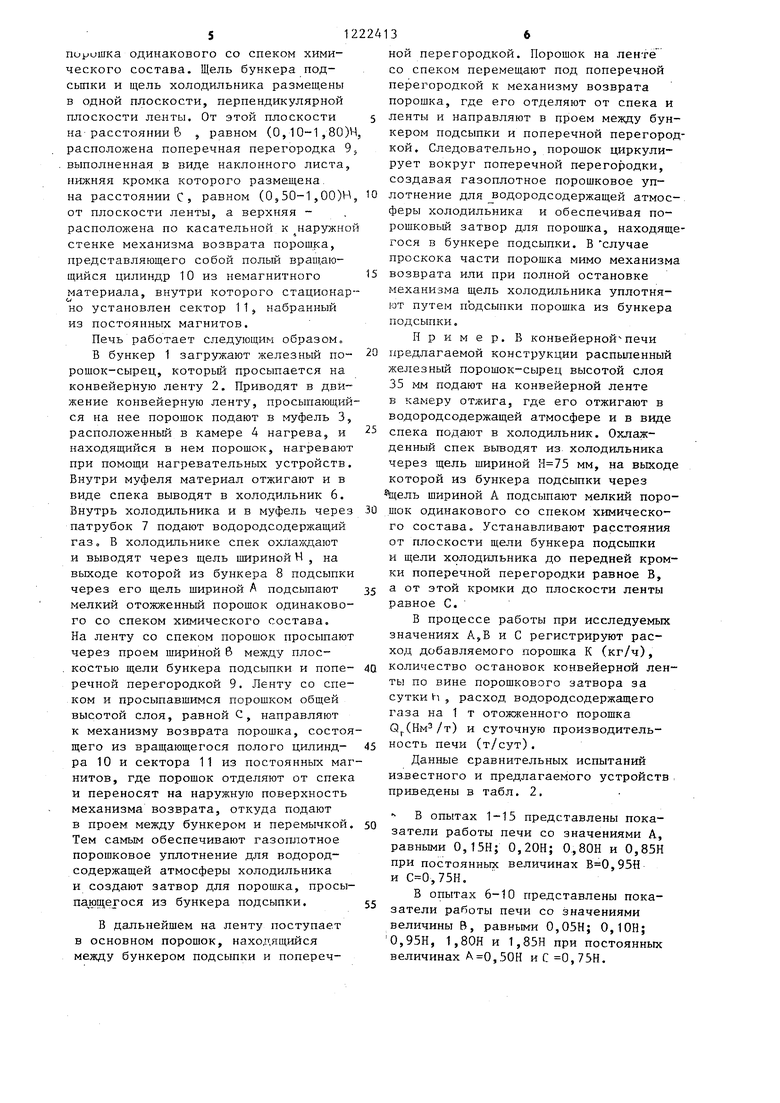
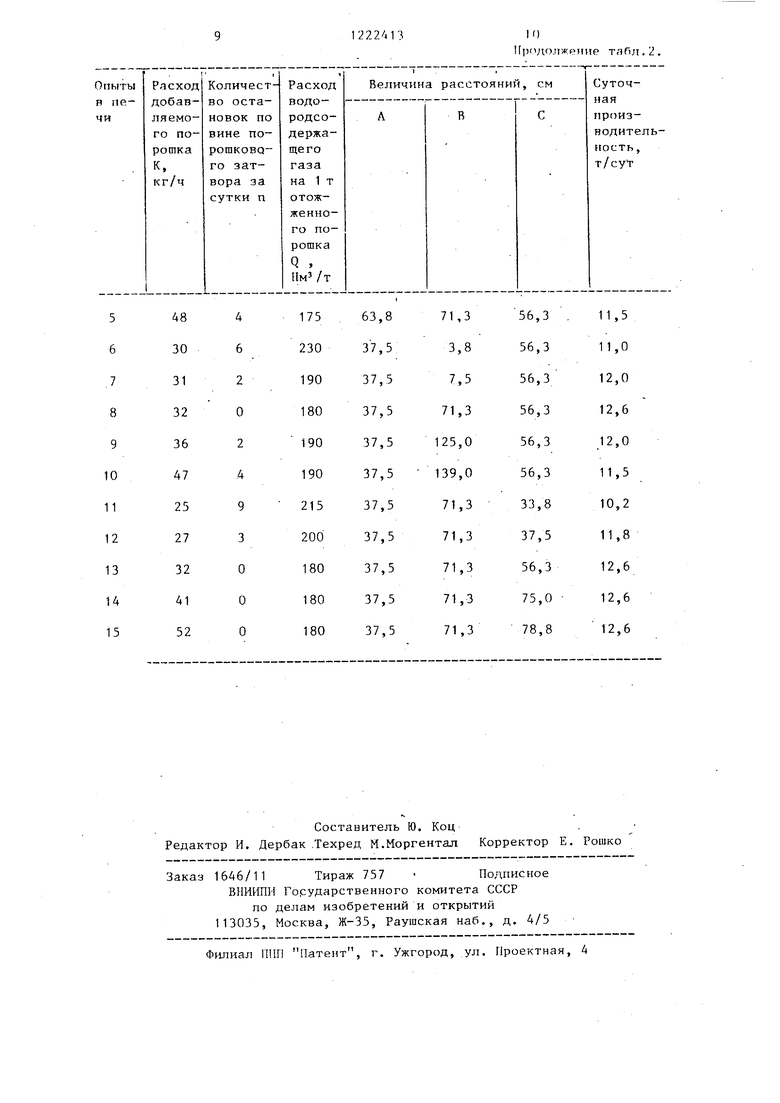
В процессе работы при исследуемых значениях А,В и С регистрируют расход добавляемого порошка К (кг/ч), количество остановок конвейерной ленты по вине порошкового затвора за сутки h , расход водородсодержащего газа на 1 т отожженного порошка О(НмЗ/т) и суточную производитель30
35
4Q
щего из вращающегося полого цилинд- 45 кость печи (т/сут).
ра 10 и сектора 11 из постоянных магнитов, где порошок отделяют от спека и переносят на наружную поверхность механизма возврата, откуда подают в проем между бункером и перемычкой. Тем самым обеспечивают газошютное порошковое уплотнение для водородсодержащей атмосферы холодильника и создают затвор для порошка, просы- пaJющerocя из бункера подсыпки.
В дальнейшем на ленту поступает в основном порошок, находящийся между бункером подсыпки и попереч0
5
Данные сравнительных испытаний известного и предлагаемого устройств приведены в табл. 2,
В опытах 1-15 представлены показатели работы печи со значениями А, равными 0,15Н; 0,20Н; 0,80Н и 0,85Н при постоянных величинах ,95Н и ,75Н.
В опытах 6-10 представлены показатели работы печи со значениями величины В, равными 0,05Н; О,ЮН; 0,95Н, 1,80Н и 1,85Н при постоянных величинах А 0,50Н ,75Н.
7
В опытах 11-15 представлены пока затели работы печи со значениями величины С, равными 0,45Н; 0,50Н; 0,75Н; 1,ООН и 1,05Н при постоянных величинах ,ЗОН ,95Н.
В опытах 2-4,7-9 и 12-14 печь работает стабильно, системы порошкового затвора работают надежно, обеспечивая герметизацию печи.
В опытах 1, 6 и 11 печь работает нестабильно, происходят частые зависания порошка в силу малой ширины щели, что приводит к уменьшению толщины порошкового затвора и даже к возможности разгерметизации печи, а следовательно, к высоким расходам водородсодержащего газа, частым остановкам ленты с целью устранения этих зависаний.
В опытах 5, 10 и 15 печь работает нестабильно. В силу большой ширины щелей происходит просыпание большого количества порошка на ленту и попадание его к механизму возврата порошка. Попадание большого количест
67
11
320
8
на порошка к механизму возврата ухудшает условия работы механизма, что влечет за собой повьшзение расхода добавляемого порошка и частые остановки ленты для устранения этого явления.
Из данных, приведенных в табл.2, видно, что оптимальные соотношения К, hH Qг получают при значениях А(0,20-0,80)Н, В(0,1-1,80)Н и С(0,50-1,00)Н.
Использование предлагаемого устройства позволяет существенно повысить надежность работы печи, снизит расходы добавляемого порошка, повысить среднесуточную производительность печи. Кроме того, испытания ,показьшают, что использование предлагаемого способа и устройства обеспечивает повьш1ение сортности порошка на 10-12% при одновременном снижении -расхода восстановительного газа на 15% и повьшении производительности печи на 5-7%.
.Таблица 2
9.8
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки порошка железа | 1978 |
|
SU789248A1 |
| Печь для отжига металлического порошка | 1982 |
|
SU1136885A1 |
| Печь для восстановительного отжига металлического порошка | 1983 |
|
SU1119774A1 |
| ПЕЧЬ ДЛЯ КОМБИНИРОВАННОГО ОТЖИГА ПОРОШКА-СЫРЦА | 1998 |
|
RU2138748C1 |
| Устройство для уплотнения муфельных конвейерных печей с нейтральной или восстановительной атмосферой | 1990 |
|
SU1786347A1 |
| Печь для восстановительного отжига металлического порошка | 1978 |
|
SU668769A1 |
| Устройство для восстановительного отжига металлических порошков | 1983 |
|
SU1115851A1 |
| Способ работы муфельной печи непрерывного действия для спекания изделий из порошков | 1988 |
|
SU1786128A1 |
| Способ восстановительного отжига металлического порошка и устройство для его осуществления | 1984 |
|
SU1242303A1 |
| Муфельная печь непрерывного действия для спекания изделий из порошка | 1988 |
|
SU1687373A1 |
1. Способ термообработки порошка железа, включающий загрузку порошка на конвейерную ленту, отжиг в водородсодержащей атмосфере до образования спека, охлаждение опека и вывод его из водородсодержащей атмосферы, добавку отожженного порошка одинакового со спеком химического состава и возврат порошка на добавку, отличающийся тем, что, с целью упрощения способа и снижения расхода добавляемого порошка, добавку порошка осуществляют после вывода спека из водородсодержащей атмосферы, а возврат порошка - к выходу спека из холодильника. § (Л с . J 4 1-11 ffefe Jk :7 : fW n т. 7 S Л9 V ft ю 1ч9
| Авторское свидетельство СССР № 6789248, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
