1
Изобретение относится к исследованию прочностных свойств материалов и соединений и может быть использовано при изготовлении образцов для определения прочности сварных соединений .
Цель изобретения - повьпиение точности определения прочности сварного соединения путем учета действия остаточных сварочных напряжений из-за усадки металла сварного шва.
На чертеже изображен образец для определения прочности.
Образец изготовляют следуюпщм образом.
Используют две пластины 1 и 2, из которых .пластина 1 имеет прямоугольную форму, а у пластины 2 свариваемая кромка 3 наклонена под углом о( 30-45 к свариваемой кромке 4 пластины I, что соответствует реальной разделке, используемой в производстве. На свариваемых кромках 3 и 4 со стороны, противоположной вершине угла о( , выполняют выемки 5 и 6, в которые без зазора устанавливают вкладыш 7. Затем соединяют пластины 1 и 2 между собой сварным швом 8, начиная сварку от вершины угла t между кромками 3 и 4.
Для определения прочности сварного соединения образец закрепляют в захватах нагружающего устройства с помощью шпилек, вставляемых в отверстия 9 и 10.
Остаточные напряжения вследствие усадки металла сварного шва не изменяют деформированного состояния образца из-за жесткого вкладьша 7. : Пример. Изготовили образец из стали 22 К. Общая длина образца в собранном виде 350 мм, высота 90мм ширина рабочей части пластин 60 мм, ширина захватной части пластин 35 мм. Одна пластина была прямоугольной, вторая пластина имела кромку, скошенную под углом 30°. Вкладьш также изготавливался из стали 22 К длиной 70 мм, высотой 10 мм, шириной 60 мм. Ппастины соединялись между собой сварным швом длиной 60 мм (ширина образца) и высотой 20 мм. Сварка проводилась ручной электродуговой сваркой электродами УСНИ 13/55 диаметром 4 мм в 8 проходов, режимы сварки соответствовали стандартным для этих электродов.
1350534 .2 ,
Дпя сравнения изготовлен аналогичный образец с такими же размерами и таким же сварным пшом, но без вкла- дьш1а.
После сварки образец помещали в захватах нагружающего устройства, закрепляли с помощью шпилек, вставляемых в отверстия, нагружали и вы10 держивали под нагрузкой.
При испытаниях образец без вкладыша разрушипся через 48 ч, а образец с вкладышем - через 10 ч. Нагрузка в обоих случаях была одинаковой.
15При измерении остаточных сварочных напряжений на образце без вкла- дьш1а CifipoAOJi H. , 45 МПа, . 98 МПа, а на образце с вкладьш1ем пf:o(oлl,н. 137 МПа, inonepef,
20 189 МПа. Из этого видно, что на образце с вкладышем продольн. увеличивается в 3 раза, а none.. в 2 раза и приближается к остаточным сварочным напряжениям, возникающим
25 в реальной конструкции (равны 0,8- 0,9 от уровня остаточных напряжений в реальной конструкции). Фиксированию остаточных сварочных напряжений способствует вкладыш, так как при
30 наложении сварного шва в результате усадки его при охла}кдении в местах контакта вкладыша с кромками пластин возникают сжимаюш е напряжения. Вследствие того, что объемная усадка
35 стеснена, металл шва, стремящийся к сжатию в процессе охлаждения (усадки) , находится в растянутом состоянии. Это позволяет повысить точность определения прочности сварного сое40 динения и моделировать изменением геометрии сварного шва и образца и изменением усилия нагружения напряженное состояние при ремонтной и монтажной сварке статически неопре45 делимых конструкций, например сосудов давления.
,; Формула изобретения
. Способ изготовления образца для 50 определения прочности сварных соединений, по которому две пластины, одна из которых имеет прямоугольную форму, а свариваемая кромка другой пластины наклонена под углом к сва- 55 риваемой кромке первой пластины, соединяют меж,цу собой сварным швом, начиная сварку от вершины угла между торцами, отличающийся тем, что, с целью повьш1ения точности
31350534
определения прочности путем учетакромках пластин со стороны, противодействия остаточных сварочных напря-положной вершине угла, выполняют
жений из-за усадки металла сварноговыемки, в которые без зазора усташва, перед сваркой на свариваемыхнавливают вкладыш.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения пластичности сварных соединений с угловыми швами | 1987 |
|
SU1532247A1 |
| Сварной образец для механических испытаний | 1986 |
|
SU1348707A1 |
| Способ изготовления сварных соединений | 1985 |
|
SU1320038A1 |
| Способ испытания металла сварного соединения на склонность к образованию холодных трещин | 1989 |
|
SU1708566A1 |
| Способ определения ширины зоны концентратов растягивающих остаточных сварочных напряжений стыкового соединения из стали | 2017 |
|
RU2670350C2 |
| СВАРНОЕ СОЕДИНЕНИЕ, ОБРАЗОВАННОЕ МЕТАЛЛОМ СВАРНОГО ШВА НА ОСНОВЕ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ СВАРИВАНИЯ СТАЛЬНОГО ЛИСТА, ИМЕЮЩЕГО ПОКРЫТИЕ ИЗ СПЛАВА НА ОСНОВЕ ЦИНКА | 2006 |
|
RU2410221C2 |
| Способ испытания сварных соединений на коррозионное растрескивание | 1984 |
|
SU1231437A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| Способ испытания сплавов на склонность к образованию холодных трещин | 1988 |
|
SU1613282A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО СОСТАВНОГО ОБРАЗЦА ТИПА СТ ДЛЯ ИСПЫТАНИЙ НА ТРЕЩИНОСТОЙКОСТЬ ОБЛУЧЕННОГО МЕТАЛЛА | 2015 |
|
RU2582626C1 |
Изобретение относится к испытательной технике и может быть использовано при изгртовлении образцов для определения прочности сварных соединений. С целью повышения точности определения прочности сварного соединения путем учета действия остаточных сварочных напряжений из-за усадки металла сварного шва используют две пластины I и 2. Пластина I имеет прямоугольную форму, а у пластины 2 свариваемая кромка 3 наклонена под углом к свариваемой кромке 4 пластины I. На свариваемых кромках 3 и 4 со стороны, противоположной вершине угла, выполняют выемки 5 и 6, в которые без зазора устанавливают вкладьш 7. Затем соединяют пластины I и 2 между собой сварным швом 8, начиная сварку от вершины угла рС . Нагруже- ние образца осуществляют через отверстия 9 и 10. Остаточные напряжения вследствие усадки металла сварного шва не изменяют деформированного состояния образца из-за жесткого вкладыша 7. Это позволяет повысить точность определения прочности сварного соединения и изменением геометрии сварного шва и образца моделировать напряженное состояние при ре- монтной и монтажной сварке статически неопределимых конструкций, например сосудов давления. I ил. (С ел с со СП О ел со 4 -/г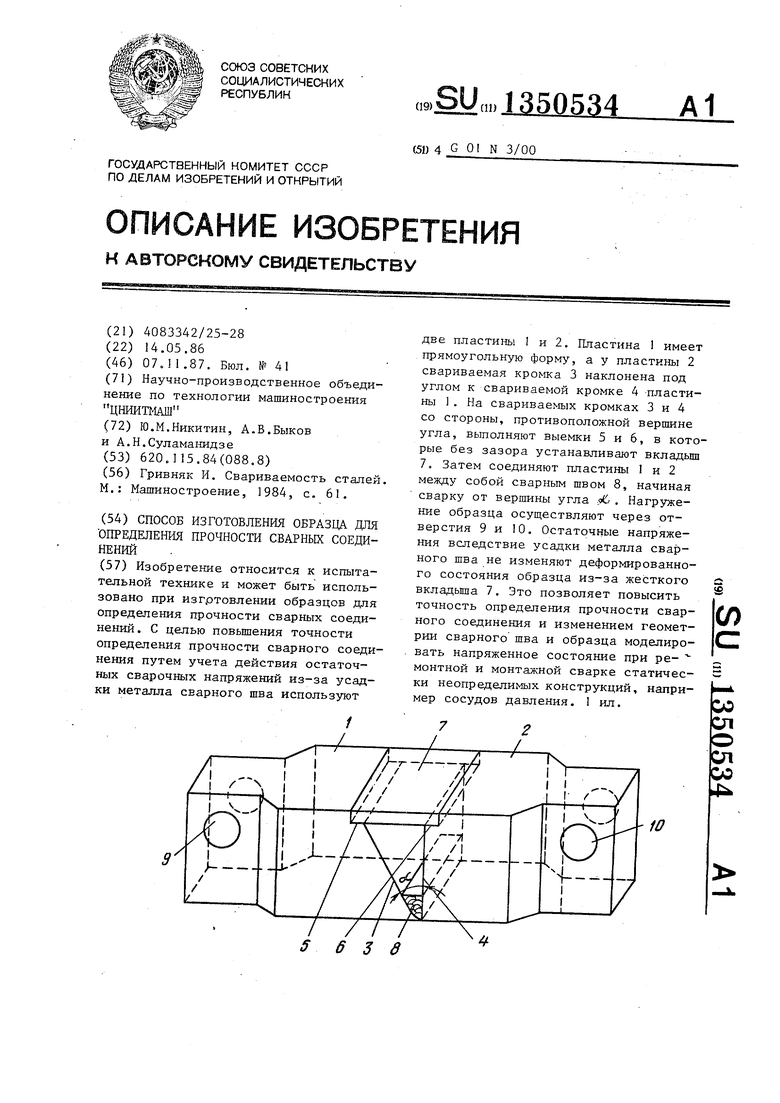

| Гривняк И | |||
| Свариваемость сталей | |||
| М.: Машиностроение, 1984, с | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
