Изобретение относится к машиностроению и может быть использовано во всех отраслях народного хозяйства для поверхностной обработки деталей сложной формы, например типа «шнек, имеюш.их глубокие пазы и криволинейные, переменного шага и переменного угла наклона спиральные ребра.
Целью изобретения является повышение качеству и производительности обработки.
Способ центробежной обработки фасонных деталей свободным абразивом заключается в том, что обрабатываемую деталь размещают с возможностью осевого возвратно-поступательного и углового перемещения относительно направления движения абразивного слоя во вращающемся контейнере, которому одновременно с реверсивным движением детали сообщают дополнительно реверсивное движение, при этом толщину слоя абразива восстанавливают выравнивающим устройством, которому сообщают осевые возвратно-поступательные перемещения.
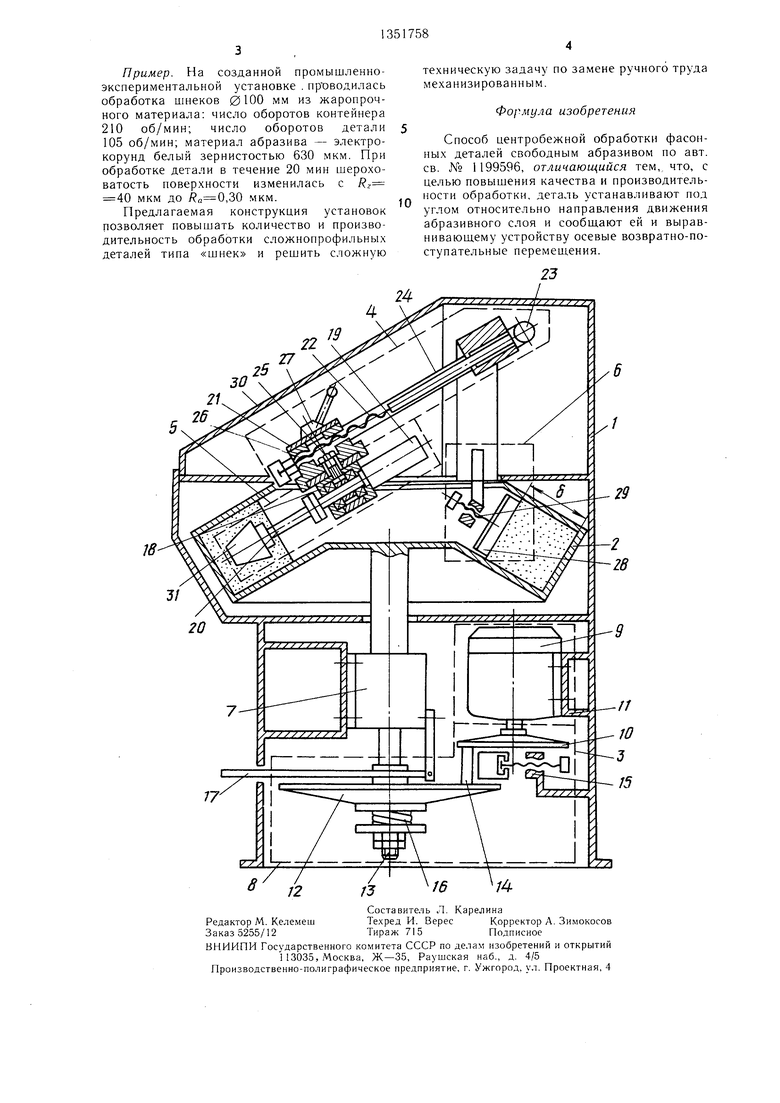
На чертеже приведена установка, реализующая предложенный способ, общий вид.
Установка содержит станину 1, контейнер 2 с механизмом 3 вращения, механизм 4 перемещения, механизм 5 привода детали и выравнивающее устройство 6.
Станина 1 представляет собой сварную конструкцию и является несущим элементом для всех механизмов и деталей. Контейнер 2 для размещения абразива посредством подшипникового узла 7 крепится к станине 1. Механизм 3 вращения контейнера 2 состоит из лобового вариатора 8 и электродвигателя 9. Лобовой вариатор 8 состоит из ведущего диска 10, который закреплен на валу 11 электродвигателя 9, ведомого диска 12, установленного на валу 13 контейнера 2, и промежуточного ролика 14, шар- нирно связанного со станиной 1. Промежуточный ролик 14 перемещается относительно ведущего 10 и ведомого 12 дисков при помощи передачи 15 винт-гайка. Зацепление между роликом 14 и дисками 10, 12 вариатора 8 обеспечивается пружиной 16. Для разрыва кинематической связи между электродвигателем 9 и валом 13 контейнера 2 служит отжимное устройство 17. Изменение направления вращения контейнера 2 осуществляется реверсированием электродвигателя 9.
Д1еханизм 5 привода детали состоит из подшипникового узла 18, на котором с одной стороны крепится электродвигатель 19, а с другой - держатель 20 детали. Изменение направления вращения держателя 20 осуществляется реверсированием электродвигателя 19.
Механизм 4 перемец;ения детали, ось которого наклонена к оси контейнера 2, представляет собой каретку 21, соединенную через передачу 22 винт-гайка с электродвигателем 23. Каретка 21 установлена на двух направляющих 24, жестко закрепленных н.а станине 1.
Подщипниковый узел 18 механизма 5 привода детали центрируется в каретке 21 механизма 4 перемещения детали болтом 25, а фиксируется в необходимом угловом положении поджатием зубчатых торцов 26 каретки 21 и подшипникового узла 18 друг к другу при помощи двух прихватов 27.
Внутри контейнера 2 расположено выравнивающее устройство 6, представляющее собой пластину 28, которая перемещается от- носительно стенок контейнера 2 через передачу 29 винт-гайка и, таким образом, устанавливается необходимый зазор б. Вь1- равнивающее устройство 6 закреплено на станине I.
Для безопасности проведения работ зона обработки закрыта крышкой 30.
Установка работает следующим образом.
Обрабатываемая деталь 31 закрепляется на держателе 20 и фиксируется в необхо- димом угловом положении с помощью прихватов 27. Перемещая промежуточный ролик 14 относительно ведущего 10 и ведомого 12 дисков, устанавливается необходимая скорость вращения контейнера 2, после чего абразивный материал засыпается в контей- нер 2.
Необходимая скорость вращения держателя 20 устанавливается регулировкой питающего напряжения электродвигателя 19. В зависимости от типоразмера детали 3 пластина 28 выравнивающего устройства 6 устанавливается на определенную глубину внутри контейнера 2. Корректировка положения пластины 28 выравнивающего устройства 6 осуществляется после обработки первой детали от партии. При изменении направления вращения контейнера 2 автомати- чески изменяется направление абразивного потока. При установившейся заданной скорости вращения контейнера 2 и держателя 20 в зону обработки вводится обрабатываемая деталь 31 на определенную глуби- ограничиваемую концевыми выключателями (не показаны).
При достижении необходимой шероховатости определенной стороны детали деталь выводится из зоны обработки и производится изменение вра1дения контейнера 2 и держателя 20 на противоположное. Затем деталь вводится в зону обработки и происходит обработка другой стороны детали.
Таким образом, регулирование возвратно-поступательного и углового перемещений детали приводит к возможности выбора опти- мальных скоростей обработки, при которых происходит наиболее интенсивная обработка, а угловое перемещение детали позволяет установить оптимальный угол «атаки абразивным инструментом детали. Регулирование зазора б между пластиной 28 выравнивающе- го устройства 6 и стенкой контейнера 2 обеспечивает полное восстановление деформированного слоя при обработке различных типоразмеров деталей.
Пример. На созданной промышленно- экспериментальной установке . пртэводилась обработка шнеков 0100 мм из жаропрочного материала: число оборотов контейнера 210 об/мин; число оборотов детали 105 об/мин; материал абразива - электрокорунд белый зернистостью 630 мкм. При обработке детали в течение 20 мин шероховатость новерхности изменилась с 40 мкм до ,30 мкм.
Предлагаемая конструкция установок позволяет повышать количество и производительность обработки сложнопрофильных деталей типа «шнек и решить сложную
техническую задачу по замене ручного труда механизированным.
Формула изобретения
Способ центробежной обработки фасонных деталей свободным абразивом по авт. св. № 1199596, отличающийся тем, что, с целью повышения качества и производительности обработки, деталь устанавливают под углом относительно направления движения абразивного слоя и сообщают ей и выравнивающему устройству осевые возвратно-поступательные перемещения.
30
25
27
22
21
26
8
/ / 12
24
16
/4
Составитель Л. Карелина
Редактор М. КелемешТехред И. ВересКорректор А. Зимокосов
Заказ 5255/12Тираж 715Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2356720C2 |
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |
| Способ шпиндельной вибрационной обработки | 1981 |
|
SU1076263A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 1997 |
|
RU2120492C1 |
| Станок для экструзионного хонингования | 1988 |
|
SU1650402A1 |
| Способ центробежной обработки фасонных деталей свободным абразивом | 1984 |
|
SU1199596A1 |
| Устройство для центробежной обработки деталей | 1980 |
|
SU884982A1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1992 |
|
RU2041049C1 |
| Устройство для вибрационно-центробежной обработки | 1982 |
|
SU1097480A1 |
изобретение относится, к машиностроению и может быть использовано во всех отраслях народного хозяйства для поверхностной обработки деталей сложной формы типа шнека. Цель изобретения - повышение качества и производительности обработки. Обрабатываемую деталь размещают с возможностью осевого возвратно- поступательного и углового перемеш.ений относительно направления движения абразивного слоя во врашающемся контейнере, которому одновременно с реверсивным движением детали сообш.ают дополнительно реверсивное движение, при этом толш.ину слоя абразива восстанавливают выравниваюш,им устройством, которому сообщают осевые возвратно-поступательные перемещения. 1 ил. 00 СП СЛ 00
| Способ центробежной обработки фасонных деталей свободным абразивом | 1984 |
|
SU1199596A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
