Изобретение относится к машиностроению и может быть использовано во всех отраслях народного хозяйства для окончательной доводки деталей сложной формы, например типа шнек, имеющих глубокие пазы и криволинейные переменного шага и переменного угла наклона спиральные ребра.
Целью изобретения является повышение качества обрабатываемых изделий путем получения равномерно обработанных с высоким классом шероховатости поверхностей на деталях сложной конфигурации, например типа шнек, выравненным слоем абразива.
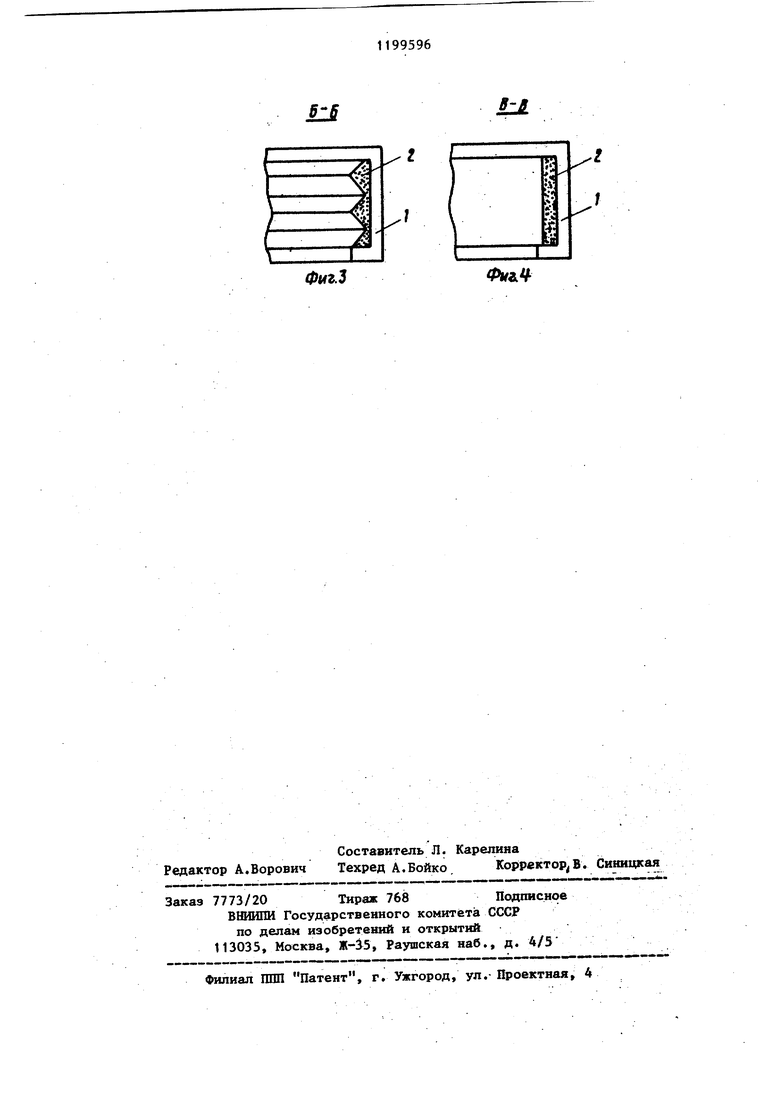
На фиг. 1 изображена схема устройства, реализующего предлагаемый способ, на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2 (слой деформированного абразива после контакта с деталью), на фиг. 4 - сечение В-В на фиг, 2 (восстановленный слой абразива после воздействия на него выравнива щего устройства),
Во вращаицийся контейнер 1 засыпают абразив 2, которьй под действием центробежных сил образует уплотненный кольцеобразный слой. Обрабатываемая деталь 3 соприкасается со слоем абразива и, вращаясь сдвигает часть его к краям контейнера (фиг.З) . Устройство 4, представляющее собой неподвижно закрепленную планку, восстанавливает первоначальную форму слоя (фиг. 4). Вращение контейнера и детали реверсируют одновременно. Реверсирование производят периодически.
П р и м е р. На предприятии проjводилась обработка шнеков 100 мм из материала Д16Т при следуняцих условиях: число оборотов контейнера 700 об/мин, число оборотов шнека 4 об/мин, периодичность реверсирования контейнера и детали 1/6 цикла обработки, материал абразива-порошок карбида кремния 63С25/20, время обработки 30 мин. Величина шероховатости поверхности изменилась с R 2,5-1,5 мкм до RC, 0,2-0,3 мкм, радиус скругления кромок ребер находится в пределах от 0,5 до 0,8 мм. Искания геометрической формы поверхности и ребер компенсировались технологическими припусками.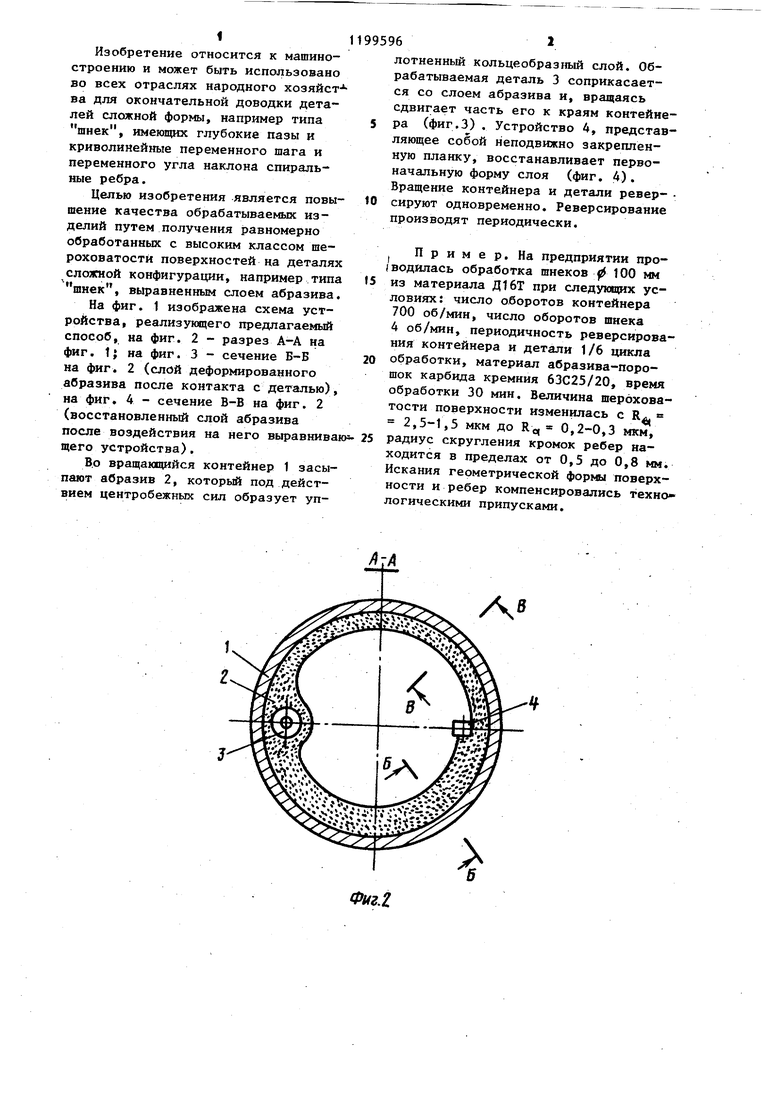
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежной обработки фасонных деталей свободным абразивом | 1985 |
|
SU1351758A2 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218262C1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| СПОСОБ ОБЪЕМНОЙ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2028912C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2401730C1 |
| Состав для механизированной обработки деталей | 1990 |
|
SU1774945A3 |
| Способ шпиндельной вибрационной обработки | 1981 |
|
SU1076263A1 |
| Способ центробежной обработки деталей и устройство для его осуществления | 1990 |
|
SU1781009A1 |
| Способ камерной обработки свободным абразивом | 1990 |
|
SU1805012A1 |
СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ СВОБОДНЫМ АБРАЗИВОМ, при котором деталь помещают во вращающийся контейнер ц сообщают ей реверсивное вращательное движение, о т Л и ч а.ю щ и и с я тем, что, с целью повыпения качества изделий, одновременно с реверсивным движением детали контейнеру сообщают дополнительно реверсивное движение, при этом слой абраз«|9 быравнивают. СО со сд со ф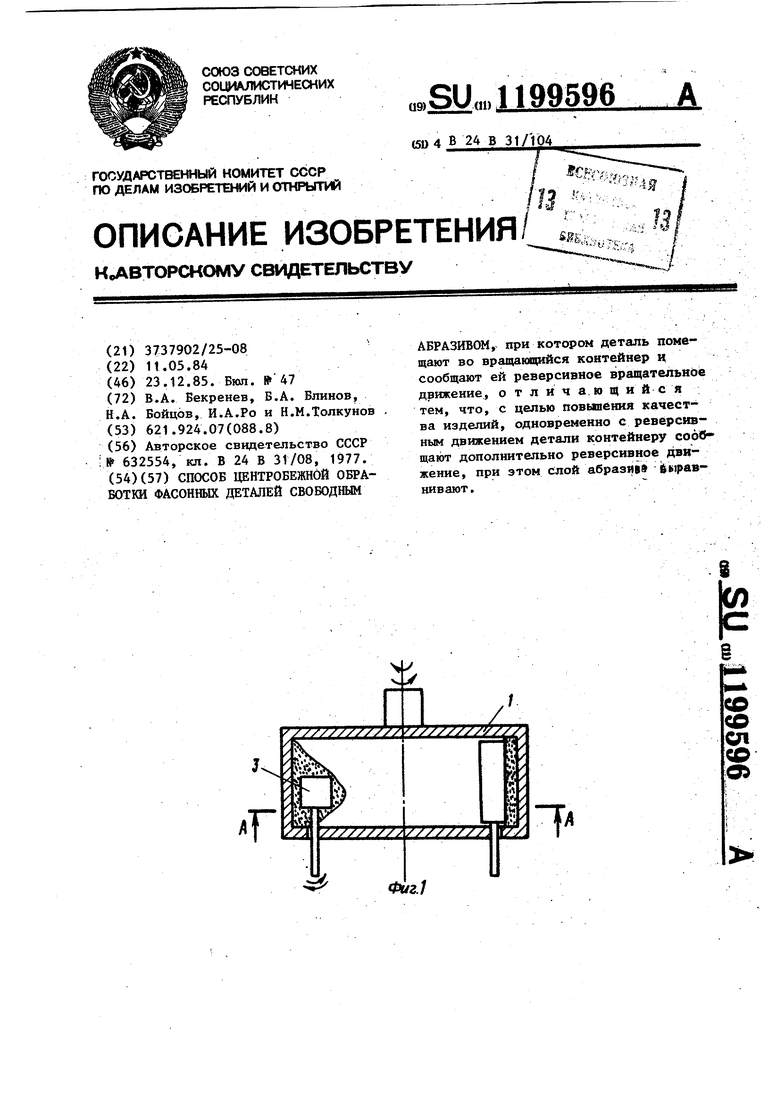
AS
Фиг.2
1::
LA
| Способ обработки поверхностей деталей | 1977 |
|
SU632554A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
