Изобретение относится к машиностроению j а именно к машинам для формования изделий из бетонных смесей,, и является усовершенствованием изоб™ ретения по авт.св. № 1212809.
Цель изобретения - повышение ка- не с ТВ а
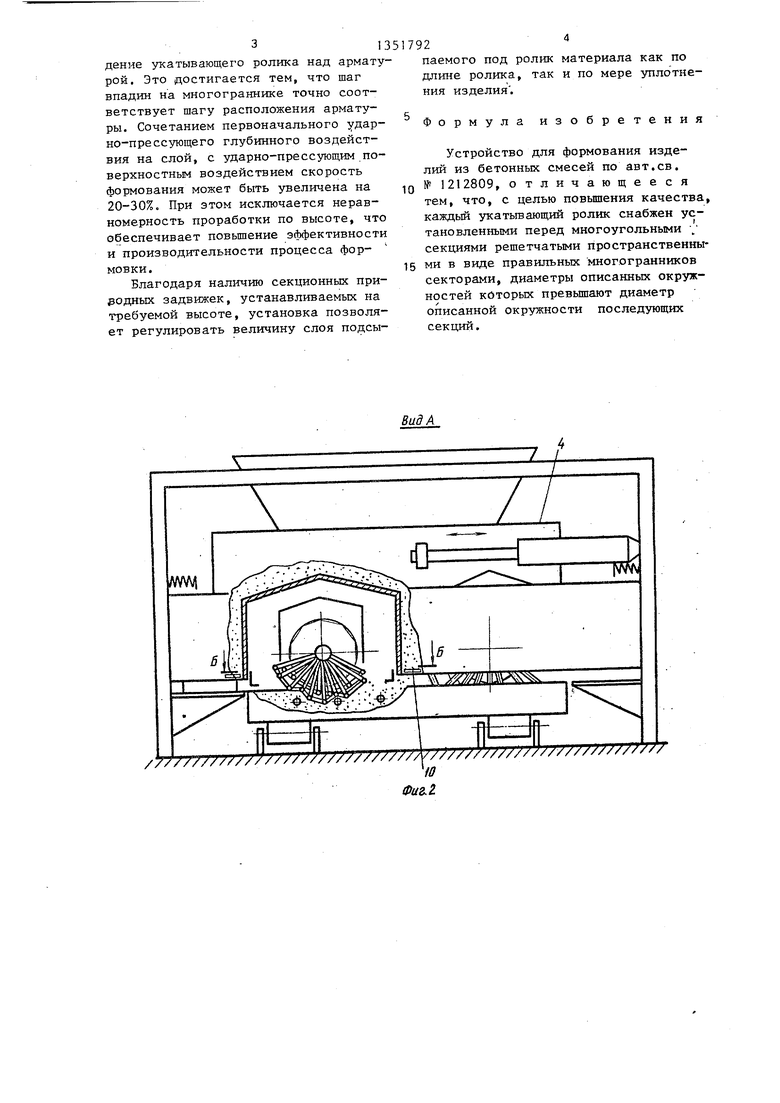
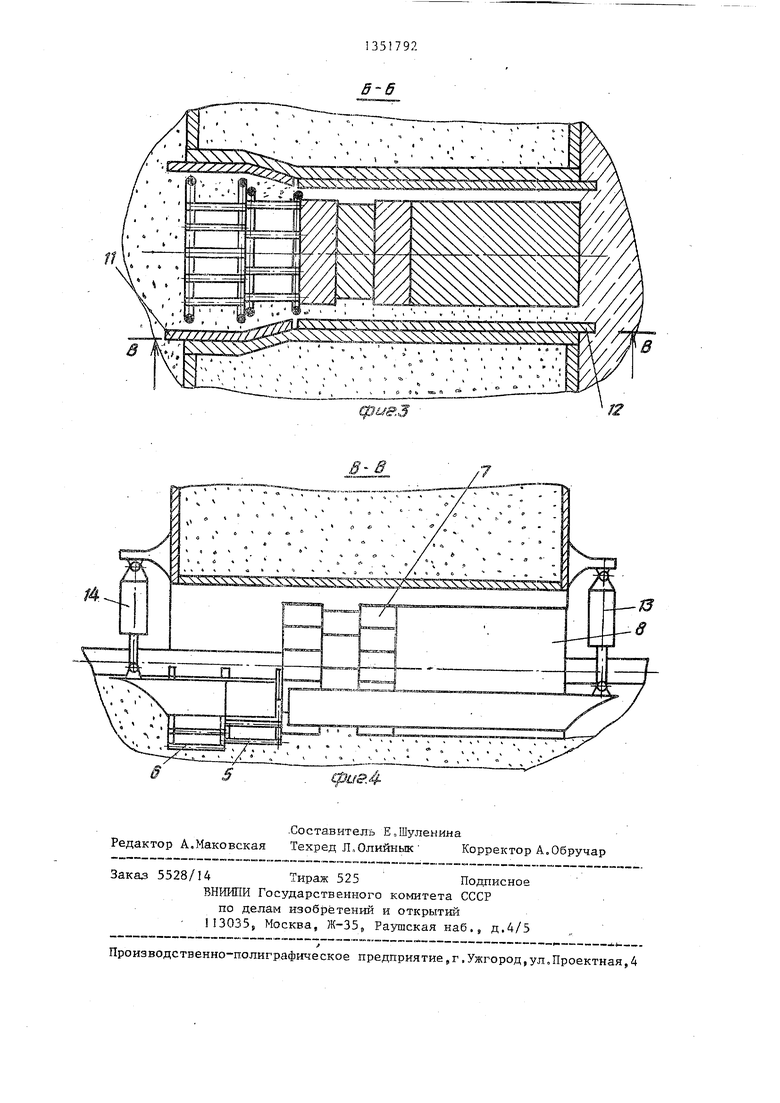
На. фиг. показано предлагаемое . ус тройство, общий вид; на фиг 2 вид А на фиг, ; на фиг.З - разрез Б-Б на фиг.2; на - разрез В-В
на фиг о 3
З стройство содержит основание 1 на котором устагчовлен пО Даюгаий бункер 2j горизов:тально подвижн г о раму 3, распределительньк : бункер 4, внутри которого размещены укатьшающие ролики5 вьшолненные из секций-многогранников трех видов с различным диаметром описанной окружности5 величина которого убывает в направлении„ противоположном движению формы в процессе формования5 решетчатые пространственные правильные Microгранки- ки-секторы 5 (или неправильные много граники-секторы 6) , спло1шж1е правильные многогранники 7, гладкая цилиндрическая часть 8 о Секции последовательно установлены на одной оси таки образом что секции-многозг ранникк повернуты относите,пьно друг друга,
Начальные региетчатые секции выполнены в виде секторов-многогранки- ков с диаметром описанной окружности большим5 чем на секциях-сплогяных мно го гранниках и цилиндрической,. Поворо укатьшающего ролика и фиксация в верхнем положении (дпя прохождения над торцовым бортом) (ествляются от npi-шода 9о Выход смеси из каждой секции распределительного бункера перекрьшается задвихд ;ой 10,
На боковьк стенках распределительного бункера 4 установлены передние 11 и задние 12 (по направлению движения формы) заслонки с приводами: 13 и 14 вертикального перемеш;ения соответственно, смонтированными на боковых стенках распределительного буя-- кера.
Устройство работает следующим образом.
Бетонная смесь попадает в подающий бункер 2, откуда самотеком - в распределительньш бункер 4. При этом бункер 4 совместно с установленными между его секциями укатывающими роликами совершает возвратно-посту51792 2 .
пательнглё движения над полостью формы. При возвратно-поступательном движении бетонная смесь, истекая из бункера 4, попадает под укатьшающие ролики. Уплотнение происходит следующим образом.
Устройство устанавливают так, что решетчатые части 5 большого диаметра лгкатьшающшс роливюв находятся над полостью формы и погружены в нее. Смесь заполняет полость формы. При возвратно-пост ттательном движении элементы решетчатой части воздейст- на глубинные слои изделия производя их уплотнениее При этом передние заслонки I Г подняты, обеспечивая поступление полной подсыпки, а задняя часть бункера перекрыта
10
20
задвижкой 10р и смесь под остальную
0
5
часть укатывающих роликов не поступает.
По мере уплотнения нижних слоев смеси, когда начинается отжатие сме- 5 си в пустую полость формы, включается движение формы. При зтом слои смеси, ранее уплотнявшиеся только в глубинной зоне в попадают под часть роликоЁ, вьшолненную в виде сплошных многогранников (6) вершины которых находятся на уровне верхней поверхности изделия задвижка 10 при этом открывается и смесь попадает под следующие секции. Происходит ударно-прессующее уплотнение верхней и средней частей изделия. По мере продвижения формы эти слои попадают под гладкую цилиндрическую часть. Происходит окончательное уплотнение изделия и отделка верхней поверхности. Задние заслонки i 2. при этом открыты таКр что под цилиндрическую часть ролика попадает слой, точно соответствующий вел:нчине захватываемого, ц чтобы исключить выброс смеси роликом за боковые борта.
По мере формования изделия при непосредственном приблилсении торцового борта формы к укатьтающему ролику последний с помощью механизма 9 поворачивается на 80°5 обеспечивая беспрепятственное перемещение формы под роликом и окончание процесса формования изделия,
В случае формования изделия с продольной арматурой решетчатые пространственные секциИ;, вьшолненные частично в виде неправильных звеньев . .- мног огранника 6, обеспечивают прохож0
0
5
13
дение укатывающего ролика над арматурой. Это достигается тем, что шаг впадин на многограннике точно соответствует шагу расположения арматуры. Сочетанием первоначального ударно-прессующего глубинного воздействия на слой, с ударно-прессующим поверхностным воздействием скорость формования может быть увеличена на 20-30%. При этом исключается неравномерность проработки по высоте, что обеспечивает повышение эффективности и производительности процесса фор- мовки.
Благодаря наличию секционных природных задвижек, устанавливаемых на требуемой высоте, установка позволяет регулировать величину слоя подсы2
паемого под ролик материала как по длине ролика, так и по мере уплотнения изделия .
Формула изобретения
Устройство для формования изделий из бетонных смесей по авт.св. № 1212809, отличающееся тем, что, с целью повышения качества, каждьш укатьшающий ролик снабжен установленными перед многоугольными секциями решетчатыми пространственны- и в виде правильных многогранников секторами, диаметры описанных окруж- н(эстей которых превьшают диаметр описанной окружности последующих секций.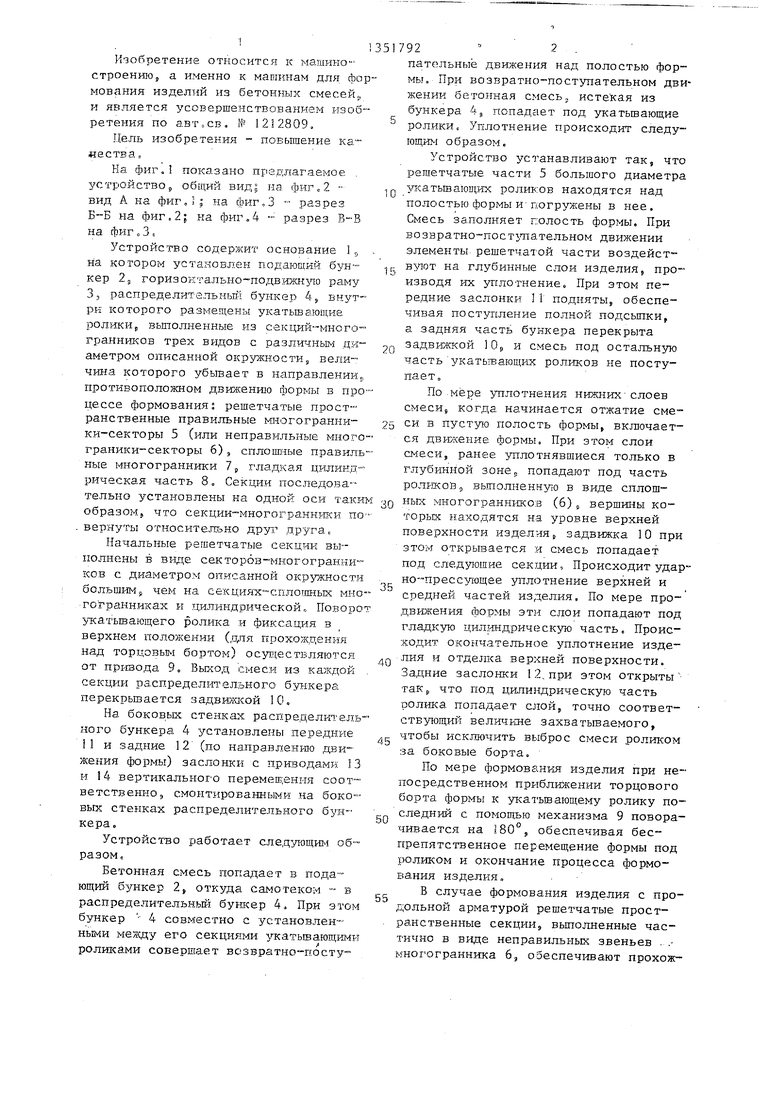
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования изделий из бетонных смесей | 1987 |
|
SU1604625A1 |
| Устройство для формирования изделий из бетонных смесей | 1984 |
|
SU1184689A1 |
| Устройство для формования изделий из бетонных смесей | 1990 |
|
SU1715634A1 |
| Устройство для формования изделий из бетонных смесей | 1980 |
|
SU992205A1 |
| Способ формования раструбных труб и устройство для его осуществления | 1984 |
|
SU1245439A1 |
| Устройство для укладки и уплотнения бетонных смесей | 1987 |
|
SU1539070A1 |
| ГОЛОВКА ДЛЯ РАДИАЛЬНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1992 |
|
RU2008218C1 |
| Головка станка радиального прессования трубчатых изделий | 1980 |
|
SU906709A2 |
| Головка для прессования трубчатых изделий из бетонных смесей | 1990 |
|
SU1754460A1 |
| Устройство для формования изделий из бетонных смесей | 1989 |
|
SU1691109A1 |
Изобретение относится к машиностроению и повьшает качество формования и производительность процесса. Это достигается за счет того, что укатьгоающие ролики вьшолнены из секций трех видов: решетчатых пространственных многогранников-секторов 5, сплошных правильных многогранников 7 и гладкой цилиндрической части 8. Поступление бетонной смеси под различные секции регулируется заслонками. При формовании бетонная смесь прора- батьгоается по глубине последовательно: сначала решетчатыми многогранниками-секторами 5 уплотняются различные нижние слои, затем производится ударно-прессующее йоздействие поверхности сплошными многогранниками 7 и на последнем этапе - обработка гладкой цилиндрической частью 8. Таким образом, обеспечивается сочетание последовательной обработки по глубине с регулированием поступления смеси. 4 ил. С е (Л с :.-./ ---::./ /// / yy/yy V / 57 J / / / / /V // / -1
/L
.Составитель Е Шулеыина Редактор А,Маковская Техред Л„Олийнык Корректор А.Обручар
Заказ 5528/14 Тираж 525Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий n3035s Москва, Ж-35в Раушская наб., д.4/5
f- -™.
Производственно-полиграфическое предприятие г,Ужгород ул.Проектная 4
| Устройство для формования изделий из бетонных смесей | 1984 |
|
SU1212809A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
