1
Изобретение относится к контрольно- измерительной технике и предназначено для измерения длины движущихся в продольном направлении полосовых изделий, например при производстве проката.
Цель изобретения - повышение точности измерения за счет учета износа протягивающих валков,и мерного ролика, и вытяжки материала.
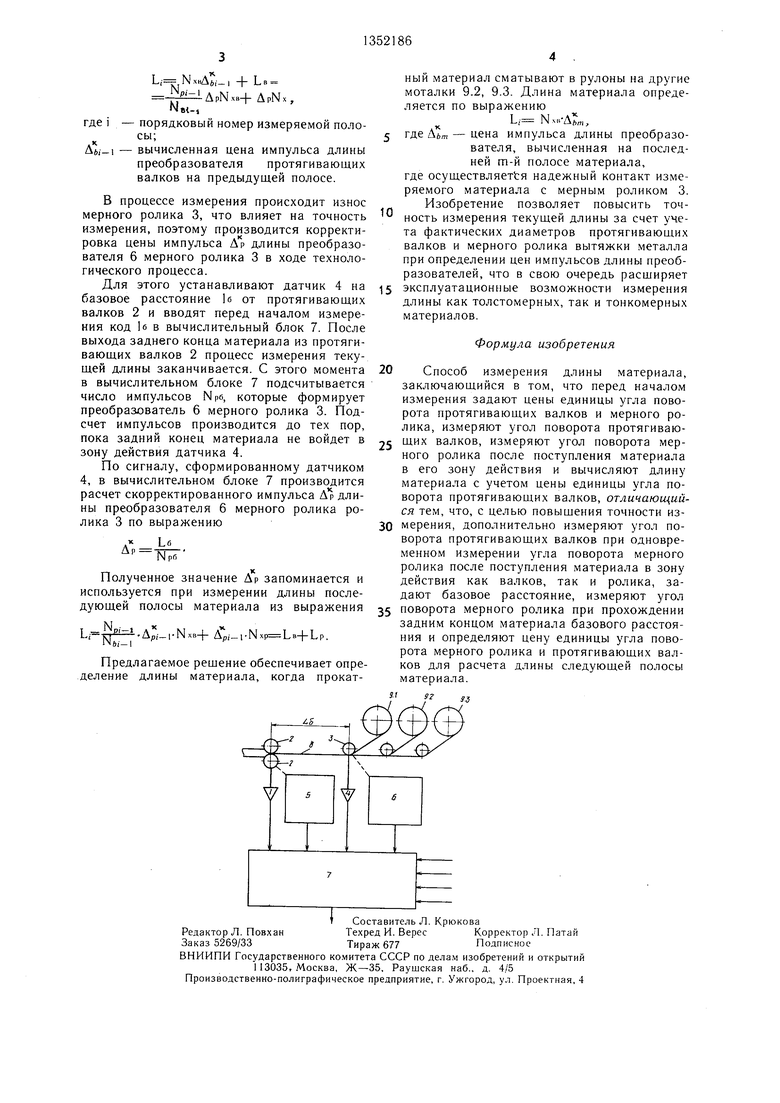
На чертеже представлена схема устройства, реализующего способ.
Способ осуществляется следующим образом.
20
25
30
35
При измерении дли ны материала производится определение цены единицы угла 15 поворота протягивающих валков и мерного ролика. На основании зарегистрированного значения цены единицы угла поворота мерного ролика определяют цену единицы угла поворота протягивающих валков. По окончании измерения текущей длины материала измеряют угол поворота мерного ролика при прохождении задним концом материала расстояния между протягивающими валками и мерным роликом. Определяют цену единицы угла поворота протягивающих валков с учетом фактического диаметра протягивающих валков, вытяжки материала и цены единицы угла поворота мерного ролика для расчета длины следующей полосы материала.
Устройство содержит датчик 1 наличия металла в протягивающих валках 2, мерный ролик 3, датчик 4 наличия металла, установленный на базовом расстоянии g, преобразователь 5 угла поворота протягивающих валков 2, преобразователь 6 угла поворота мерного ролика 3, вычислительный блок 7, к первому, второму, третьему, чет вертому входам которого подключены выходы соответственно датчика 1, преобразователей 5 и 6, датчика 4, а пятый, шестой, седьмой и восьмой входы служат для задания кодов цены единицы угла поворота мерного ролика (Лр) и протягивающих валков (Дв), контрольного 1к и базового If расстояний, а выход служит выходом устройства. Кроме того, позицией 8 обозначен материал, а 9.1...9,3 - моталки.
Способ измерения длины материала осуществляется при помощи устройства следующим образом.
Перед началом измерения в вычислительный блок 7 задают расчетные значе- ниакодов цен единиц углов поворота про- ,« тягЙь-ггющих валков (Дб ) мерного ролика (Ар) и -KOf-ffi- контрольного U и базового б расстояний. При поступлении материала 8 в протягивающие валки 2 с помощью датчика 1 фиксируют момент начала измерения. С этого момента в вычислительном 55 блоке 7 определяется текущая длина LB материала с помощью преобразователя 5 по алгоритму.
1352186
2
и м«-4в,
где NXB-количество импульсов, сформированных преобразователем 5 протягивающих валков 2.
5В момент поступления материала 8 в
зону мерного ролика 3 осуществляют надежный контакт его с материалом 8 путем намотки нескотьких витков на барабан моталки 9.1 и соответствующего натяжения материала. После осуществления надеж- ного контакта мерного ролика 3 с материалом 8 вычислительным блоком 7 осуществляется переход на вычисление текущей длины LP от преобразователя 6 мерного ролика 3 по алгоритму.
Lp N.xp-Др,
гдеЫ.хр-количество импульсов, сформированных преобразователем 6 мерного ролика 3.
При надежном контакте мерного ролика с прокатываемым материалом линейные скорости протягивающих валков и мерного ролика равны. Длины материала, измеренные протягивающими валками и мерным роликом, одинаковы.
В вычислительном блоке 7 при этом производится подсчет импульсов N и NP, сформированных, соответственно, преобразователями 5 и 6. При измерении мерным роликом 3 контрольного расстояния 1к подсчет импульсов вычислительным блоком 7 прекращается. Вместо значения U в вычислительный блок 7 может вводиться код интервала времени At или код NK определенного числа импульсов с преобразователя 5 или 6.
На основании подсчитанных импульсов NB и М р И цены Ар импульса длины мерного ролика в вычислительном блоке 7 производится вычисление скорректированного значения цены А импульса длины с преобразователя 5 протягивающих валков 2 с учетом 40 фактического диаметра протягивающих валков 2 и коэффициента вытяжки металла согласно выражению
. 1х Np-Ap
Ав -|ГГ-
IN и IN в
45
Скорректированное значение Ав вычислительным блоком 7 запоминается и используется при определении текущей длины материала последующих полос от протягивающих валков 2 вместо расчетного значения.
При выходе измеряемого материала 8 из протягивающих валков 2 датчик 1 формирует сигнал, по которому в вычислительном блоке 7 заканчивается расчет длины L материала 8 равной сумме
L LB+ LP .
При измерении длины L,- последующей полосы материала длина изделия определяется согласно выражению
Lp N.xp-Др,
гдеЫ.хр-количество импульсов, сформированных преобразователем 6 мерного ролика 3.
При надежном контакте мерного ролика с прокатываемым материалом линейные скорости протягивающих валков и мерного ролика равны. Длины материала, измеренные протягивающими валками и мерным роликом, одинаковы.
В вычислительном блоке 7 при этом производится подсчет импульсов N и NP, сформированных, соответственно, преобразователями 5 и 6. При измерении мерным роликом 3 контрольного расстояния 1к подсчет импульсов вычислительным блоком 7 прекращается. Вместо значения U в вычислительный блок 7 может вводиться код интервала времени At или код NK определенного числа импульсов с преобразователя 5 или 6.
На основании подсчитанных импульсов NB и М р И цены Ар импульса длины мерного ролика в вычислительном блоке 7 производится вычисление скорректированного значения цены А импульса длины с преобразователя 5 протягивающих валков 2 с учетом фактического диаметра протягивающих валков 2 и коэффициента вытяжки металла согласно выражению
. 1х Np-Ap
Ав -|ГГ-
IN и IN в
Скорректированное значение Ав вычислительным блоком 7 запоминается и используется при определении текущей длины материала последующих полос от протягивающих валков 2 вместо расчетного значения.
При выходе измеряемого материала 8 из протягивающих валков 2 датчик 1 формирует сигнал, по которому в вычислительном блоке 7 заканчивается расчет длины L материала 8 равной сумме
L LB+ LP .
При измерении длины L,- последующей полосы материала длина изделия определяется согласно выражению
где 1 AW-I
L,- N.xBA,i + LB
4 Pi: ApNxB+ApNx,
Net-,
- порядковый номер измеряемой полосы;
вычисленная цена импульса длины преобразователя протягивающих валков на предыдущей полосе.
В процессе измерения происходит износ мерного ролика 3, что влияет на точность измерения, поэтому производится корректировка цены импульса Д длины преобразователя 6 мерного ролика 3 в ходе технологического процесса.
Для этого устанавливают датчик 4 на базовое расстояние 1б от протягивающих валков 2 и вводят перед началом измерения код 1б в вычислительный блок 7. После выхода заднего конца материала из протягивающих валков 2 процесс измерения текущей длины заканчивается. С этого момента в вычислительном блоке 7 подсчитывается число импульсов Np6, которые формирует преобразователь 6 мерного ролика 3. Подсчет импульсов производится до тех пор, пока задний конец материала не войдет в зону действия датчика 4.
По сигналу, сформированному датчиком 4, в вычислительном блоке 7 производится расчет скорректированного импульса ДР длины преобразователя 6 мерного ролика ролика 3 по выражению
л L6
Полученное значение Др запоминается и используется при измерении длины последующей полосы материала из выражения
. д;,,. N ХВ+ ,-, N
Ы- 1
LB+LP.
Предлагаемое рещение обеспечивает определение длины материала, когда прокат
ный материал сматывают в рулоны на другие моталки 9.2, 9.3. Длина материала определяется по выражению
L; Ы,ЧВ-Дл„Ь
где Д, - цена импульса длины преобразователя, вычисленная на последней т-й полосе материала, где ocyщecтвляeтtя надежный контакт измеряемого материала с мерным роликом 3. Изобретение позволяет повысить точность измерения текущей длины за счет учета фактических диаметров протягивающих валков и мерного ролика вытяжки металла при определении цен импульсов длины преобразователей, что в свою очередь расширяет 5 эксплуатационные возможности измерения длины как толстомерных,так и тонкомерных материалов.
Формула изобретения
0 Способ измерения длины материала, заключающийся в том, что перед началом измерения задают цены единицы угла поворота протягивающих валков и мерного ролика, измеряют угол поворота протягиваю5 щих валков, измеряют угол поворота мерного ролика после поступления материала в его зону действия и вычисляют длину материала с учетом цены единицы угла поворота протягивающих валков, отличающийся тем, что, с целью повыщения точности из0 мерения, дополнительно измеряют угол поворота протягивающих валков при одновременном измерении угла поворота мерного ролика после поступления материала в зону действия как валков, так и ролика, задают базовое расстояние, измеряют угол
5 поворота мерного ролика при прохождении задним концом материала базового расстояния и определяют цену единицы угла поворота мерного ролика и протягивающих валков для расчета длины следующей полосы материала. з- sz .,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения длины материала при намотке на барабан | 1981 |
|
SU1013740A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ ДВИЖУЩЕГОСЯ ДЛИННОМЕРНОГО МАТЕРИАЛА | 1994 |
|
RU2091709C1 |
| Устройство измерения длины материала при намотке на барабан | 1977 |
|
SU658398A1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЛИНЫ ДВИЖУЩЕГОСЯ МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2174212C2 |
| Устройство для измерения длины перемещаемого валками проката | 1980 |
|
SU922497A1 |
| Способ измерения длины прокатываемого материала и устройство для его осуществления | 1985 |
|
SU1315786A1 |
| Способ измерения длины полосы на стане горячей прокатки | 1991 |
|
SU1788430A1 |
| Способ измерения длины материала при намотке на барабан и устройство для его реализации | 1974 |
|
SU566127A1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЛИНЫ И СКОРОСТИ ПЕРЕМЕЩЕНИЯ КОЛОННЫ ТРУБ ПРИ СПУСКОПОДЬЕМНЫХ ОПЕРАЦИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2324812C1 |
| Устройство измерения средней толщины проката | 1983 |
|
SU1068192A1 |
Изобретение относится к контрольно- измерительной технике и предназначено для измерения длины движущихся в продольном направлении полосовых изделий. Цель изобретения - повышение точности измерения за счет учета износа протягивающих валков и мерного ролика и вытяжки материала. При измерении длины материала производится определение цены единицы угла поворота протягивающих валков и мерного ролика. На основании зарегистрированного значения цены единицы угла поворота мерного ролика определяют цену единицы угла поворота протягивающих валков. По окончании измерения текущей длины материала измеряют угол поворота мерного ролика при прохождении задним концом материала расстояния между протягивающими валками и мерным роликом. Определяют цену единицы угла поворота протягивающих валков с учетом фактического диаметра протягивающих валков, вытяжки материала и цены единицы угла поворота мерного ролика для расчета длины следующей полосы материала. 1 ил. б (Л с со ел 60 00 О5
| Устройство для измерения длины материала при намотке на барабан | 1981 |
|
SU1013740A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
