11353594
Изобретение относится к автоматической сварке под флюсом в потолочном положении.
Известен способ автоматической сварки под флюсом в потолочном положении, при котором флюс и электрод подают снизу свариваемого стыка с регулированием давления флюса, а участок максимального давления располагают за дугой,
Недостатком известного способа является то, что участок максималь- кого давления расположен на расстоянии, большем длины сварочной волны, что приводит к нарушению процесса сварки, так как металл шва отжимает формирующее устройство.
Известно устройство для автоматической сварки под флюсом в потолочном положении,, содержащее корпус для флюса с выходным отверстием, размещенный внутри него сварбчный мундщ- тук, и формирующий подкладку.
Недостатком устройства является то, что вертикальное соосное расположение шнека и сварочного мундштука для подачи электродной проволоки приводит к одинаковости величины давления флюса до дуги, в районе дуги и после нее, а это не способствует получению качественных потолочных швов в широком диапазоне технологических режимов (как при сварке в нижнем пололсении), так как в указанном случае требуется распределение величины давления флюса ,в процессе сварки на различных участках формирования сварочной ванныо
Цель изобретения - повышение качества сварки путем создания заданного давления на различных участках формирования сварочной ванны.
Указанная цель достигается тем, что согласно способу автоматической сварки под флюсом в потолочном положении, при котором флюс я электрод подают снизу свариваемого стыка с регулированием давления флюса, а учаток максимального давления располагают за дугой, участок максимального давления флюса располагают на расстоянии, равном длине сварочной ванны.
При этом в устройстве для автоматической сварки под в потолочном положении, содержащем корпус для флюса с выходным отверстием, размещенный внутри него сварочный мунд
штук и наклоненную формирующую подкладку, формирующая подкладка выполнена Г-образной, при этом угол об наклона участка-о , расположенного вблизи сварочного мундштука, и угол наклона другого участка подкладки в к плотности выходного отверстия корпуса связаны соотношением (. 13 , 1°i 5 5° , причем длины указанных участков подкладки выбраны согласно
,.5а,«.
соотношению
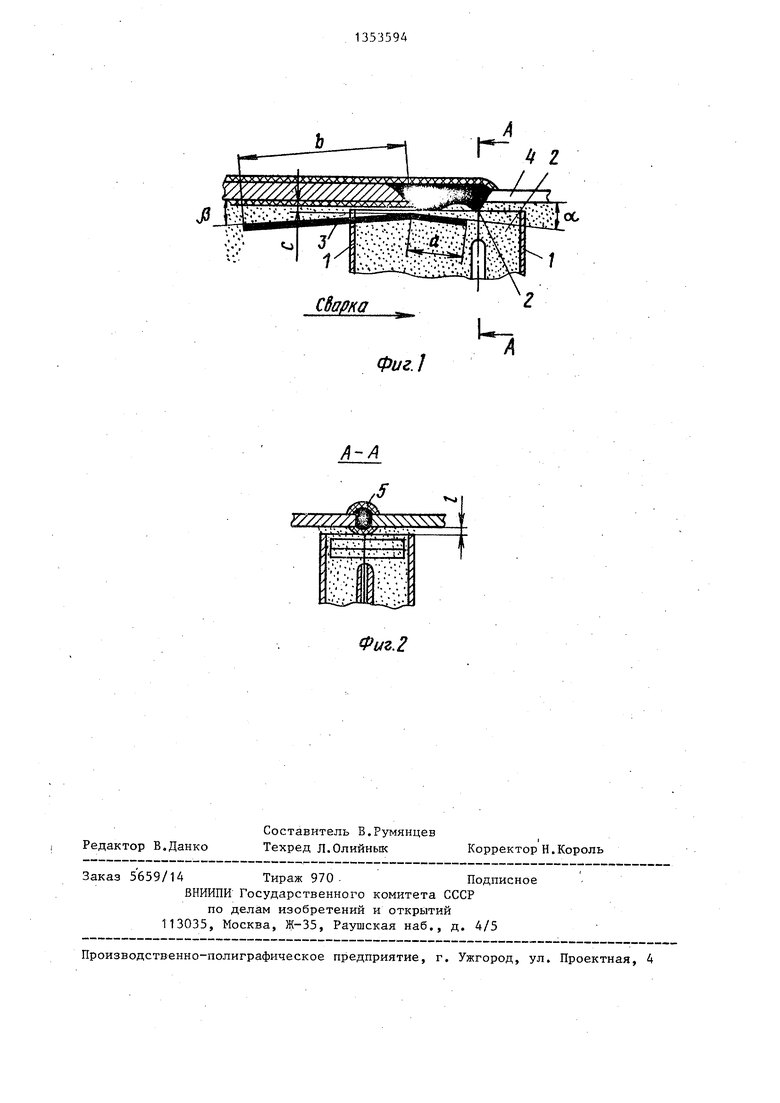
На фиг,1 изображено устройство, общий вид; на фиг.2 - разрез А-А на фиг.1.
Устройство содержит корпус 1, в котором размещен сварочный мундштук 2 и формирующая подкладка 3, выполненная Г-бразной формы. Участок а подклйд
ки, расположенный вблизи мундштука.
наклонен под углом сб к плоскости выходного отверстия корпуса. А другой участок подкладки ь наклонен под углом ft к плоскости выходного отверстия корпуса. При этом между изделием 4 и формирующей подкладкой 3 создается переменный зазор, а меньший зазор с образуют на расстоянии, равном жидкой
сварочной ванне со стороны формирующего устройства (кратера) в направлении от дуги, образованной мундштуком 2. Причем участки а и 5 подклад- ки 3 выбирают в соответствии с отношением
-,.5.4
а углы ot и |1 при этом должны удовлет- ворять выражениям: , .
Флюс в процессе сварки заклинивается и расклинивается в переменном зазоре, обеспечивая необходимое дав- ление его на участках формирования сварочной ванны.
Перед дугой и в районе дуги давление флюса должно быть большим, оно способствует ускоренному вспльшанию расплавленного флюса при сварке и образованию шлаковой корки 5,
Высокое давление создают подбором количества флюса, подаваемого в корпус 1, и расстояния между его верхней поверхностью свариваемого изделия 4 и высотой флюсовой подушки.
За дугой в пределах кратера давление флюса требуется не меньшим, чем в районе дуги, с учетом того
количества флюса, который плавится и спекается в корку. Это достигают путем создания условий для заклинивания флюса в уменьшающемся в направлении от дуги зазоре между формирующим устройством и нижней поверхностью свариваемого стыка, образующими угол 0 . Длину такого участка .а выбирают равной длине кратера, и она зависит от режима сварки, свойств свариваемого материала, а также его геометрических размеров.
На участке после кратера давление флюса должно медленно падать, обеспечивая при этом требуемое поддержание кристаллизирующегося металла шва корочкой частично расплавленного флюса. Достигается это за счет постепенного расклинивания флюса в увеличивающемся в направлении к сформированному шву зазоре между формирующим устройством и нижней поверхность изделия, образующими угол и . Длину такого участка в выбирают в зависимости от длины участка а при выбранных параметрах режима сварки, материале и геометрических размерах изделия .
При этом для создания требуемого высокого давления флюса в корпусе при экономичном его расходе высоту флюсовой подушки устанавливают минимальной по величине максимально допустимому превьш1ению кромок собранного под сварку изделия, что достигается, в основном, подбором количества флюса, подаваемого в корпус а позицию установки корпуса 1 для флюса определяют так, чтобы соотношение между расстоянием 1 и диаметром D выходного отверстия удовлетворяло неравенству
f,5.
Все указанное справедливо для автоматической сварки под флюсом в потолочном положении в режимах, аналогичных режимам при сварке в нижнем положении под флюсом с той разницей, что плотность тока А/мм должна быть примерно в 2-3 раза больше (чем больше плотность тока, тем больше давление дуги и тем больше глубина про- плавления).
Стабилизацию заданных давлений флюсов на различных участках формирования
5
0
5
0
5
0
5
0
5
сварочной ванны с учетом отклонений параметров сборки по длине стыка обеспечивают за счет наличия достаточного избытка подаваемого в корпус флю-)- са, который просыпается по всему его периметру через зазор между корпусом и изделием, равньй высоте флюсовой подушки; плавного копирования нижней поверхности изделия верхней поверхностью корпуса; достаточной высоты флюсовой подушки, величина которой равна максимальному превьш1ению кромок, что исключает отжимание корпуса кромкой изделия в процессе сварки (при наличии превьш1ения кромок) .
Опытно-производственная проверка предложенного устройства показала высокую надежность и стабильность качества сварных соединений с хорошим формированием щвов, которое мало зависит от неодинаковости зазора и пре- вьш1ения кромок вдоль стыка свариваемого изделия.
Сварку производят как с разделкой кромок изделия, так и без нее, как с зазором, так и без него, возможна также сварка с подачей присадочной проволоки в зону дуги.
Для формирования верхней части шва электрод может подаваться как с нижней стороны через зазор между кромками изделия, так и сверху любым известньм способом, образуя при этом постель.
Способ применяют для сварки продольных и кольцевых швов.
Использование предлагаемых способа и устройства для автоматической сварки под флюсом в потоло чном положении обеспечивает по сравнению с известными способами и устройствами следующие преимущества: возможность повысить качество сварных соединений и улучшить формирование швов в целом; производительность не уступает сварке в нижнем положении; возможность надежного регулирования разме- . ров, формы и местонахождения шва в процессе сварки; расширение диапазонов технологических режимов и толщин свариваемых изделий.
Кроме того, предложенное устройство имеет большое практическое значение в деле повьш1ения культуры производства, и в первую очередь улучшения условий выполнения сварочных работ, отвечающих требованиям охраны труда и техники безопасности.
Фиг.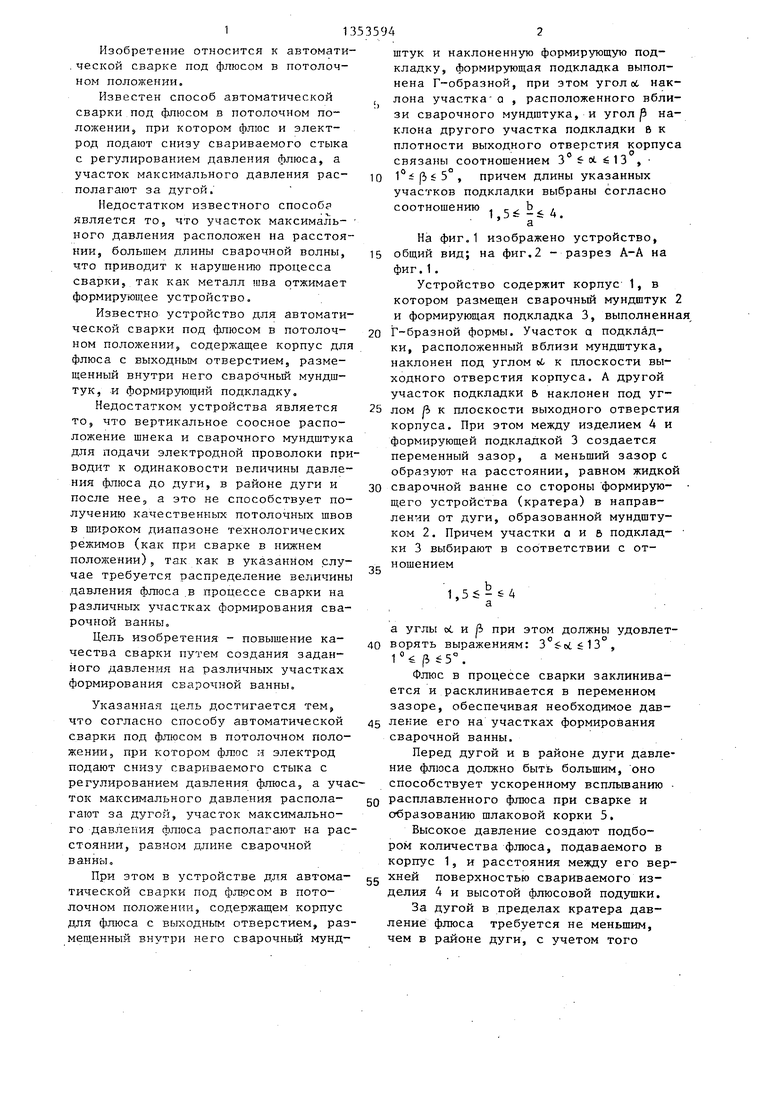

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1988 |
|
SU1673338A2 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1981 |
|
SU1397235A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1759579A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1979 |
|
SU1232418A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1775253A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для вращения изделия при сварке | 1982 |
|
SU1098733A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673340A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673337A1 |
1. Способ автоматической сварки под флюсом в потолочном положении, при котором флюс и электрод подают снизу свариваемого стыка с регулированием давления флюса, а участок .максимального давления располагают за дугой, отличающийся тем, что, с целью повышения качества сварки, участок максимального давления флюса располагают на расстоянии, равном длине сварочной ванны. 2. Устройство для автоматической сварки под флюсом в потолочном положении, содержащее корпус для флюса с выходным отверстием, размещенный внутри него сварочный мундштук и наклоненную формирующую подкладку, о т- лич ающеёся тем, что, с целью повьшения качества сварки путем создания заданного давления на различных участках формирования сварочной ванны, формирующая прокладка выполнена Г-образной, при этом угол об наклона участка а , расположенного вблизи сварочного мундштука, и угол наклона другого участка подкладки в к плоскости выходного отверстия корпуса связаны соотношениями причем длины указанных участков подкладки выбраны согласно соотношению i (Л 1,5.Н,4. 00 ел со ел со 4
Редактор В.Данко
Составитель В.Румянцев Техред Л.Олийнык
Заказ 5659/14 Тираж 970.Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.2
Корректор Н.Король
| Устройство для автоматическкой сварки под флюсом в потолочном положении | 1973 |
|
SU469554A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
