ет на привод 23 в ту или другую сторону в зависимости отуменьшени- или увеличения давления флюса в чаше 9. За счет регулирования давления флюса обеспечивается удержание сварочной ванны на заданном постоянном уровне относительно поверхности изделия 21, получение качественного
формирования шва с нижней и верхней стороны свариваемого в потолочном положении листа, Для обеспечения этих преимуществ датчик 24 размещен в чаша 9 на уровне ее открытой верхней части и выполнен в виде пьезотрансформаторного преобразователя, 1 з,п,ф-лы, 1 ил.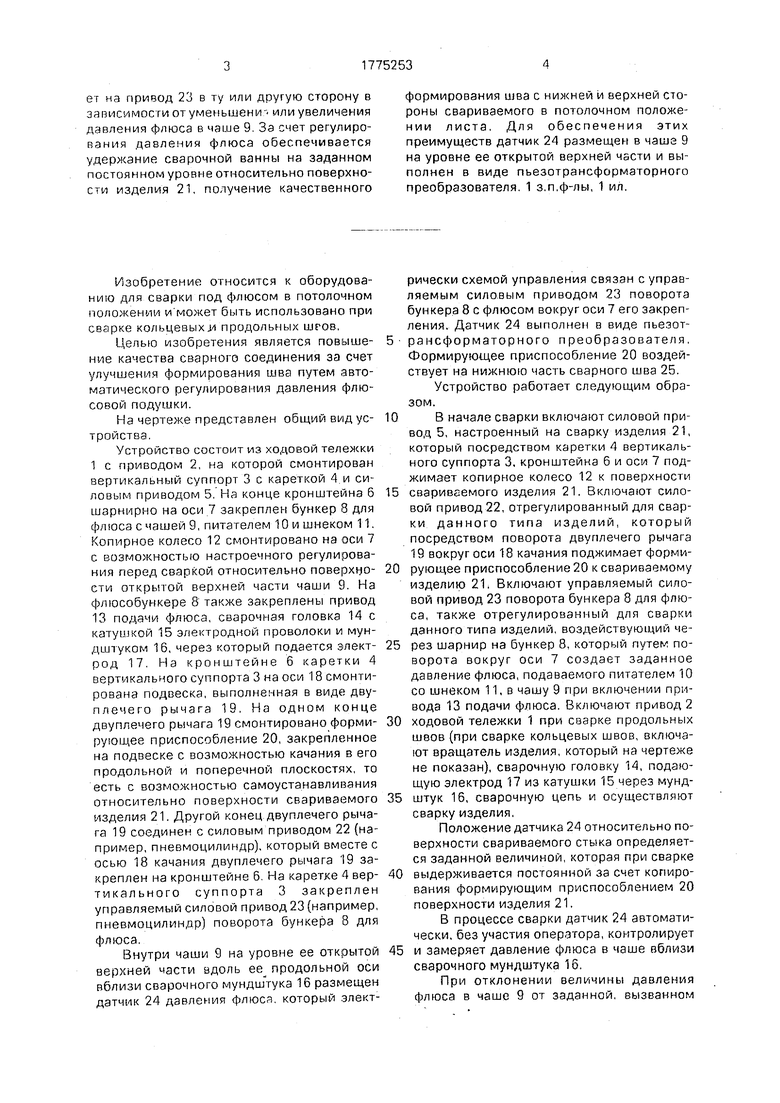
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1759579A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673340A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673339A1 |
| Устройство для автоматической сварки флюсом в потолочном положении | 1988 |
|
SU1673341A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673337A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1983 |
|
SU1397219A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1983 |
|
SU1397218A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1979 |
|
SU1232418A1 |
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1979 |
|
SU1353594A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1539020A1 |
Изобретение относится к оборудованию для сварки под флюсом в потолочном поло-Wжении и может быть использовано при сварке кольцевых и продольных швов. Цель изобретения - повышение качества сварного соединения за счет улучшения формирования шва путем автоматического регулирования давления флюсовой подушки. Силовой привод 5 посредством каретки 4, суппорта 3. кронштейна 6 и оси 7 поджимает колесо 12 к изделию 21. Силовой привод 22 через двуплечий рычаг 19 и ось 18 поджимает формирующее приспособление 20 к изделию. Силовой привод 23 поворачивает бункер 8 с чашей 9, питателем 10, шнеком 11 и создает давление флюса в чаше 9 при включенном приводе 13. Привод 2 перемещает тележку 1 с головкой 14, сварочным мундштуком 16 и катушкой 15 вдоль изделия. Датчик 24 автоматически контролирует и замеряет давление флюса в чаше 9 вблизи мундштука 16 и через электрическую схему воздейству-1 П 17 21^ ^""'^1—1^слсх| •ч сл!ю iCJIы
Изобретение относится к оборудованию для сварки под флюсом в потолочном положении иможет быть использовано при сварке кольцевыхi продольных шгов.
Целью изобретения является повышение качества сварного соединения за счет улучшения формирования шва путем автоматического регулирования давления флюсовой подушки.
На чертеже представлен общий вид устройства.
Устройство состоит из ходовой тележки 1 с приводом 2, на которой смонтирован вертикальный суппорт 3 с кареткой 4.и силовым приводом 5, На конце кронштейна 6 шарнирно на оси 7 закреплен бункер 8 для флюса с чашей 9, питателем 10 и шнеком 11, Копмрное колесо 12 смонтировано на оси 7 с возможностью настроечного регулирования перед сваркой относительно поверхцости открытой верхней части чаши 9, На флюсобункере 8 также закреплены привод 13 подачи флюса, сварочная головка 14 с кaтyu кoй 15 электродной проволоки и мундштуком 16. через который подается электрод 17, На кронштейне 6 каретки 4 вертикального суппорта 3 на оси 18 смонтирована подвеска, выполненная в виде двуплечего рычага 19, На одном конце двуплечего рычага 19 смонтировано формирующее приспособление 20, закрепленное на подвеске с возможностью качания в его продольной и поперечной плоскостях, то есть с возможностью самоустанавливания относительно поверхности свариваемого изделия 21. Другой конец двуплечего рычага 19 соединен с силовым приводом 22 (например, пневмоцилиндр). который вместе с осью 18 качания двуплечего рычага 19 закреплен на кронштейне 6. На каретке 4 вертикального суппорта 3 закреплен управляемый силовой привод 23 (например, пневмоцилиндр) поворота бункера 8 для флюса.
Внутри чаши 9 на уровне ее открытой верхней масти вдоль ее продольной оси вблизи сварочного мундштука 16 размещен датчик 24 давления флюса, который электрически схемой управления связан с управляемым силовым приводом 23 поворота бункера 8 с флюсом вокруг оси 7 его закрепления. Датчик 24 выполнен в виде пьезотрансформаторного преобразователя, Формирующее приспособление 20 воздействует на нижнюю часть сварного шва 25.
Устройство работает следующим образом.
В начале сварки включают силовой привод 5, настроенный на сварку изделия 21, который посредством каретки 4 вертикального суппорта 3, кронштейна б и оси 7 поджимает копирное колесо 12 к поверхности
свариваемого изделия 21. Включают силовой привод 22, отрегулированный для сварки данного типа изделий, который посредством поворота двуплечего рычага 19 вокруг оси 18 качания поджимает формируюа1ее приспособление 20 к свариваемому изделию 21, Включают управляемый силовой привод 23 поворота бункера 8 для флюса, также отрегулированный для сварки данного типа изделий, воздействующий через шарнир на бункер 8, который путем поворота вокруг оси 7 создает заданное давление флюса, подаваемого питателем 10 со шнеком 11, в чашу 9 при включении привода 13 подачи флюса. Включают привод 2
ходовой тележки 1 при сварке продольных швов (при сварке кольцевых швов, включают вращатель изделия, который на чертеже не показан), сварочную головку 14, подающую электрод 17 из катушки 15 через мундштук 16, сварочную цепь и осуществляют сварку изделия.
Положение датчика 24 относительно поверхности свариваемого стыка определяется заданной величиной, которая при сварке
выдерживается постоянной за счет копирования формирующим приспособлением 20 поверхности изделия 21.
В процессе сварки датчик 24 автоматически, без участия оператора, контролирует
и замеряет давление флюса в чаше вблизи сварочного мундштука 16,
При отклонении величины давления флюса в чаше 9 от заданной, вызванном
изменением размеров стыка, скорости сварки, грануляции флюса и др., происходит регулирование давления флюса в чаше 9, и следовательно, флюсовой подушке управляемым силовым приводом 23 путем поворота бункера 8 и регулирования прижатия чаши 9, с флюсовой подушкой над ее открытой верхней частью, к изделию 21.
Регулирование дйвления флюсовой подушки в процессе потолочной сварки под флюсом обеспечивает удержание кристаллизующейся сварочной ванны на определенном уровне oтнocиteльнo поверхности свариваемого стыка и получение высококачественных сварных соединений с улучшенным формированием нижней и верхней сторон шва, а также для выполнения потолочных швов разных типов.
При уменьшении высоты усиления с нижней стороны шва 25, автоматически, без участия оператора, происходит уменьшение усилия воздействия управляемого силового привода 23 на чашу 9 и уменьшение давления флюсовой подушки в зоне сварки, приводящее к понижению уровня кристаллизующейся сварочной ванны относительно поверхности свариваемого стыка, приводящее к увеличению высоты h усиления с нижней стороны шва. Такое увеличение усиления шва за счет уменьшения давления флюсовой подушки., происходит до тех пор, пока величина h не достигнет заданных для данного типа шва размеров.
При увеличении высоты h с нижней стороны шва 24, также автоматически, без участия оператора, происходит увеличение усилия воздействия управляемого силового привода 23 на чашу 9 и тем самым увеличение давления флюсовой подушки в зоне сварки, что приводит к завышению уровня кристаллизующейся сварочной ванны относительно поверхности свариваемого стыка, приводящее к уменьшению высоты h усиления с нижней стороны шва. Уменьшение
усиления шва за счет увеличения давления флюсовой подушки также происходит до тех пор, пока величина h не достигнет заданных для данного типа шва размеров,
В процессе сварки производят автоматический, без участия оператора, контроль, регулирование и поддержание заданного давления флюса в чаше и, следовательно, флюсовой подушки в зоне сварки, необходимые для получения высококачественных сварных соединений,
После сварки последовательным выключением силовых приводов 22, 23 и 5 устройство отводится от изделия.
Устройство для автоматической сварки
под флюсом в потолочном положении обеспечивает повышение качества сварных соединений за счет улучшения формирования нижней и верхней сторон шва.
Формула изобретения
1, Устройство дляавтоматической сварки под флюсом в потолочном положении, содержаш.ее тележку с кареткой, установленный на каретке кронштейн с шарнирно закрепленным на оси поворотным бункером
с чашей, выполненной с открытой верхней частью, силовой привод поворота бункера и пропущенный через чашу сварочный мундштук, отличающееся тем, что, с целью повышения качества сварного соединения
за счет улучшения формирования шва путем автоматического регулирования давления флюсовой подушки, чаши снабжена датчиком давления флюса, соединенным с силовым приводом поворота бункера вокруг оси
его закрепления,
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673340A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
