5
8 Ю
(Л
с
и
со со 1 ю со ел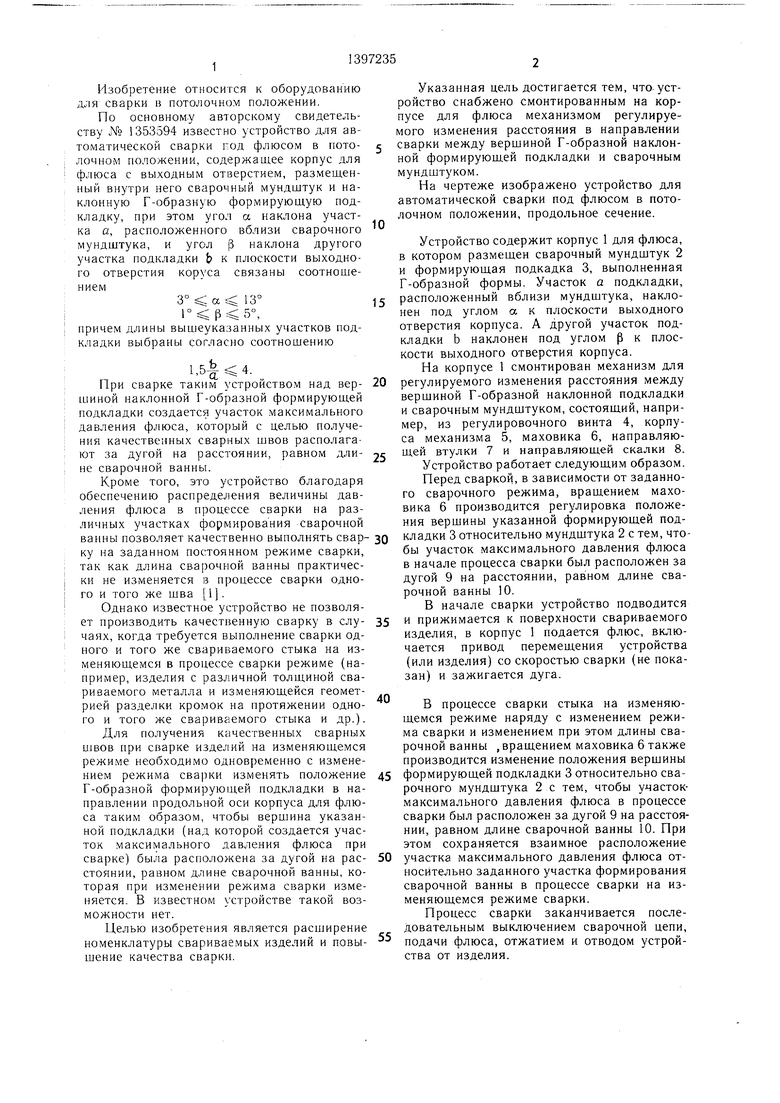
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1988 |
|
SU1673338A2 |
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1979 |
|
SU1353594A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1976 |
|
SU618225A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1983 |
|
SU1397218A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| Устройство для вращения изделия при сварке | 1982 |
|
SU1098733A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1979 |
|
SU1232418A1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1983 |
|
SU1397219A1 |

к
Изобретение относится к оборудованию для сварки в потолочном положении.
По основному авторскому свидетельству № 1353594 известно устройство для автоматической сварки под флюсом в потолочном положении, содержащее корпус для флюса с выходным отверстием, размещенный внутри него сварочный мундштук и наклонную Г-образную формирующую подкладку, при этом угол а наклона участка и, расположенного вблизи сварочного мундщтука, и угол наклона другого участка подкладки Ь к плоскости выходного отверстия коруса связаны соотношением
3° sc; а 13° 1° Р 5°,
причем длины выщеуказанных участков подкладки выбраны согласно соотношению
1,.
При сварке таким устройством над вершиной наклонной Г-образной формирующей подкладки создается участок максимального давления флюса, который с целью получения качественных сварных швов располагают за дугой на расстоянии, равном длине сварочной ванны.
Кроме того, это устройство благодаря обеспечению распределения величины давления флюса в процессе сварки на различных участках формирования сварочной ванны позволяет качественно выполнять сварку на заданном постоянном режиме сварки, так как длина сварочной ванны практически не изменяется в процессе сварки одного и того же щва |1.
Однако известное устройство не позволяет производить качественную сварку в случаях, когда требуется выполнение сварки одного и того же свариваемого стыка на изменяющемся в процессе сварки режиме (например, изделия с различной толщиной свариваемого металла и изменяющейся геометрией разделки кромок на протяжении одного и того же свариваемого стыка и др.)Для получения качественных сварных швов при сварке изделий на изменяющемся режиме необходимо одновременно с изменением режима сварки изменять положение Г-образной формирующей подкладки в направлении продольной оси корпуса для флюса таким образом, чтобы вершина указанной подкладки (над которой создается участок максимального давления флюса при сварке) была расположена за дугой на расстоянии, равном длине сварочной ванны, которая при изменении режима сварки изменяется. В известном устройстве такой возможности нет.
Целью изобретения является расширение номенклатуры свариваемых изделий и повышение качества сварки.
Указанная цель достигается тем, что. устройство снабжено смонтированным на корпусе для флюса механизмом регулируемого изменения расстояния в направлении сварки между вершиной Г-образной наклонной формирующей подкладки и сварочным мундштуком.
На чертеже изображено устройство для автоматической сварки под флюсом в потолочном положении, продольное сечение.
Устройство содержит корпус 1 для флюса, в котором размещен сварочный мундштук 2 и формирующая подкадка 3, выполненная Г-образной формы. Участок а подкладки,
5 расположенный вблизи мундштука, наклонен под углом а к плоскости выходного отверстия корпуса. А .другой участок подкладки b наклонен под углом р к плоскости выходного отверстия корпуса.
На корпусе 1 смонтирован механизм для
0 регулируемого изменения расстояния между верщиной Г-образной наклонной подкладки и сварочным мундштуком, состоящий, например, из регулировочного винта 4, корпуса механизма 5, маховика 6, направляюI- щей втулки 7 и направляющей скалки 8. Устройство работает следующим образом. Перед сваркой, в зависимости от заданного сварочного режима, вращением маховика 6 производится регулировка положения вершины указанной формирующей под0 кладки 3 относительно мундщтука 2 с тем, чтобы участок максимального давления флюса в начале процесса сварки был расположен за дугой 9 на расстоянии, равном длине сварочной ванны 10.
В начале сварки устройство подводится
5 и прижимается к поверхности свариваемого изделия, в корпус 1 подается флюс, включается привод перемещения устройства (или изделия) со скоростью сварки (не показан) и зажигается дуга.
В процессе сварки стыка на изменяющемся режиме наряду с изменением режима сварки и изменением при этом длины сварочной ванны , вращением маховика 6 также производится изменение положения вершины
5 формирующей подкладки 3 относительно сварочного мундщтука 2с тем, чтобы участок- максимального давления флюса в процессе сварки был расположен за дугой 9 на расстоянии, равном длине сварочной ванны 10. При этом сохраняется взаимное расположение
0 участка максимального давления флюса относительно заданного участка формирования сварочной ванны в процессе сварки на изменяющемся режиме сварки.
Процесс сварки заканчивается последовательным выключением сварочной цепи,
подачи флюса, отжатием и отводом устройства от изделия.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1979 |
|
SU1353594A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
