Изобретение относится к области сварки поворотных кольцевых стыков и может быть использовано при изготовлении цилиндрических сосудов с затрудненным доступом к внутренней поверхности изделий.
Известно устройство для автоматической сварки поворотных кольцевых стыков в потолочном положении на флюсовой подушке с использованием медного водоохлаждаемого ползуна. Оно состоит из корпуса, емкости для флюса, образованной двумя бесконечными ремнями, внутри которой установлены мундштук сварочной головки и охлаждаемый ползун. При этом электрод подается снизу, а свариваемое изделие имеет привод вращения со скоростью сварки fl.
Однако такая установка не обеспечивает качественного шва на участке перекрытия начала шва в конце сварки. Имеют место такие дефекты, как шлаковые включения и незаполненный металлом кратер. Шлаковые включения появляются при неполном проваре перекрываемого участка шва, а незаполненный металлом кратер - результат утечки металла ванны через отверстие, проплавленное дугой.
Наиболее близким к предлагаемому является устройство для врашения изделия при сварке, содержащее установленные на основании роликоопору с приводным валом и привод вращения роликоопоры 2.
Однако известная установка не обеспечивает качественного шва на участке перекрыти-я при сварке стыков в потолочном положении на флюсовой подушке с использованием медного водоохлаждаемого ползуна.
Целью изобретения является повышение качества сварного соединения на участке перекрытия при сварке стыков в потолочном положении на флюсовой подушке с испол,ьзованием медного водоохлаждаемого ползуна.
Поставленная цель достигается тем, что устройство для вращения изделия при сварке, содержащее установленные на основании роликоопору с приводным валом и привод вращения, дополнительно снабжено механизмом скачкообразного поворота приводного вала роликоопоры, выполненным в виде жестко укрепленного на приводном валу диска со ступицей и упором и укрепленного на odHOBaHHH пневмоцилиндра, на конце штока которого на оси установлен эксцентриковый ролик, ось которого соединена со ступицей диска свободно смонтированным на ступице водилом, а привод вращения роликоопоры оснащен маховиком с тормозом а также вспомогательным звеном в виде цепной передачи, ведомая звездочка которой снабжена поводком и свободно установлена на приводном валу роликоопоры с возможностью взаимодействия с упором диска.
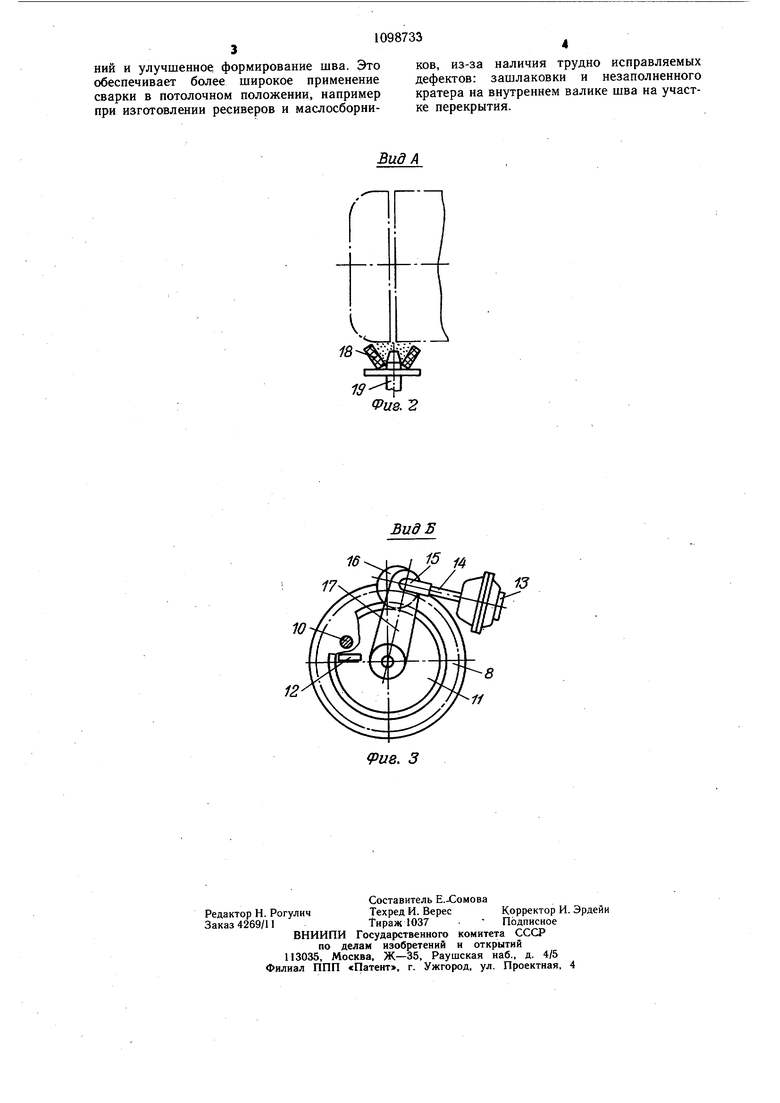
На фиг. i показано устройство, вид сверху; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Устройство содержит установленную на основании 1 роликовую опору 2, привод которой состоит из электродвигателя 3, маховика 4, тормоза 5, клиноременной передачи 6 червячного редуктора 7 и цепной передачи,
ведомая звездочка 8 которой свободно посажена на приводном валу 9 и снабжена поводком 10.
На приводном валу 9 жестко закреплен со ступицей диск 11 с упором 12, а на основании 1 установлен пневмоцилиндр 13, на конце штока которого 14 на оси 15 смонтирован эксцентриковый ролик 16. Ось ролика 16 соединена со ступицей диска 11, свободно смонтированным на ступкце водилом 17. По обе стороны от роликоопоры 2 установлены флюсоподающие механизмы 18, сварочные головки 19 и медные водоохлаждаемые ползуны 20.
Устройство работает следующим образом.
На шкале реле времени, расположенного
в шкафу управления (не показан), выставляют время работы двигателя 3 после начала сварки и общее время сварки стыка. Собранную на прихватках обечайку с днищами помещают на роликовую опору 2. Поджимают медные ползуны 20. Включают двигатели
флюсоподающих механизмов 18 и заполняют полости перед охлаждаемыми ползунами 20 флюсом. Включают двигатель 3 механизма вращения изделия. При этом ведомая звездочка 8 поводком 10 воздействует на упор 12 диска 11 и передает вращение валу 9. Включается реле времени одновременно с зажиганием дуги.
По истечении заданного времени реле отключает двигатель 3. Изделие продолжает вращаться за счет инерции маховика 4, постепенно замедляя движение. При этом скорость сварки постепенно уменьшается и пере крытие начала Щва выполняется при уменьшенной скорости.
По истечении времени сварки реле выключает сварочную дугу и включает пневмоцилиндр 13 и тормоз 5. Шток цилиндра 13 поворачивает водило 17 вокруг оси вала 9. При этом эксцентриковый ролик 16 поворачивается вокруг оси 15, заклинивает диск 11
и, увлекая его вместе с водилом 17, ускоренно проворачивает вал 9 и перемещает в направлении сварки изделие, а следовательно, и сварочную ванну относительно ползуна 20 на заданную величину.
Одновременно тормоз 5 останавливает
маховик 4, чтобы последний не мог повернуть изделие и наклонить на успевшую закристаллизоваться ванну.
Предлагаемое устройство позволяет выполнять перекрытие начала шва на уменьщеннЬй скорости сварки, обеспечивая тем самым сквозное проплавление на участке перекрытия шва при сварке в потолочном положении, исключение шлаковых включеНИИ и улучшенное формирование шва. Это обеспечивает более широкое применение сварки в потолочном положении, например при изготовлении ресиверов и маслосборников, из-за наличия трудно исправляемых дефектов: зашлаковки и незаполненного кратера на внутреннем валике шва на участке перекрытия.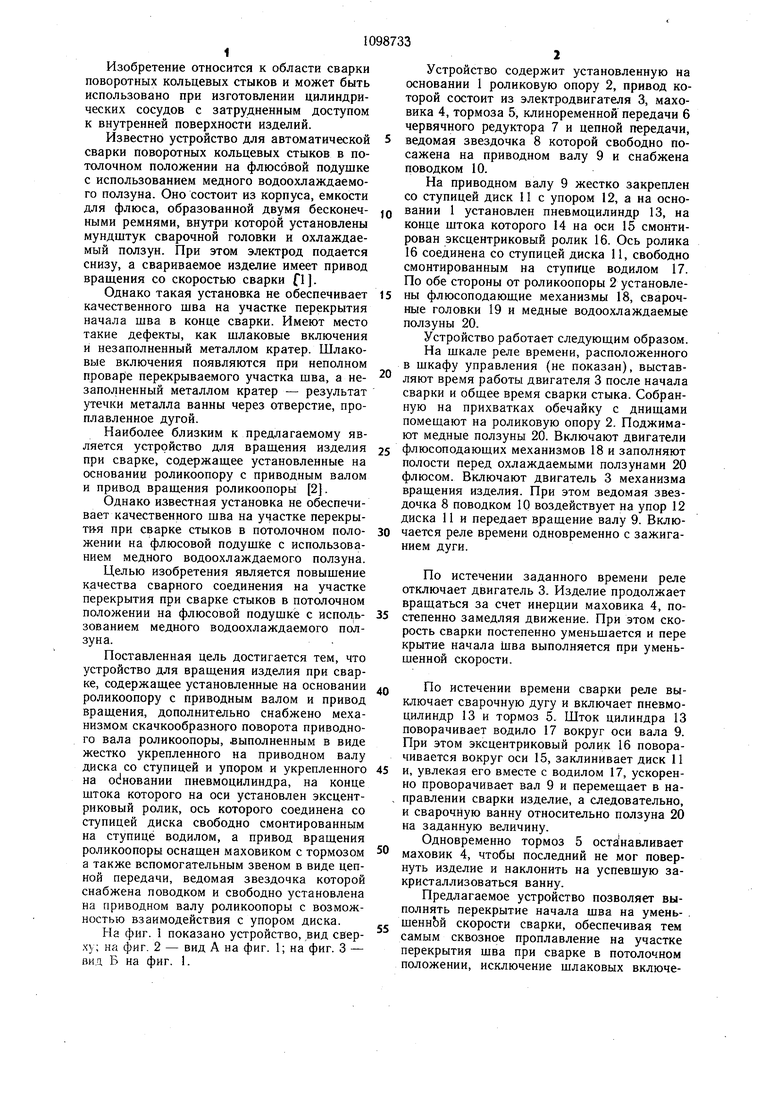
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШВОВ ПРИ СВАРКЕ ПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ | 1991 |
|
RU2022748C1 |
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1979 |
|
SU1353594A1 |
| Устройство для образования флюсовой подушки | 1981 |
|
SU961890A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2010 |
|
RU2425744C1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1775253A1 |
| Установка для сварки внутренних продольных швов обечаек | 1976 |
|
SU610647A1 |
| Стенд для сборки и сварки конических днищ | 1976 |
|
SU648368A1 |
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Кривошипный пресс | 1984 |
|
SU1252190A1 |
УСТРОЙСТВО ДЛЯ ВРАЩЕНИЯ ИЗДЕЛИЯ ПРИ СВАРКЕ, содержащее установленные на основании роликоопору с приводным валом и приводом вращения, отличающееся тем, что, с целью повышения ™ , .5ff л качества сварного соединения на участке перекрытия при сварке стыков в потолочном положении на флюсовой подушке с использованием медного водоохлаждаемого ползуна, оно дополнительно снабжено механизмом скачкообразного поворота приводного вала роликоопоры. выполненным в виде жестко укрепленного на приводном валу диска со ступицей и упором и укрепленного на основании пневмоцилиндра, на конце штока которого на оси установлен эксцентриковый ролик, ось которого соединена со ступицей диска свободно смонтированным на ступице водилом, а привод вращения роликоопоры оснашен маховиком с тормозом, а также вспомогательным звеном в виде цепной передачи, ведомая звездочка которой снабжена поводком и свободно установлена на приводном валу роликоопоры с возможностью взаимо(Л действия с упором диска. со 00 со 00 so Физ. 1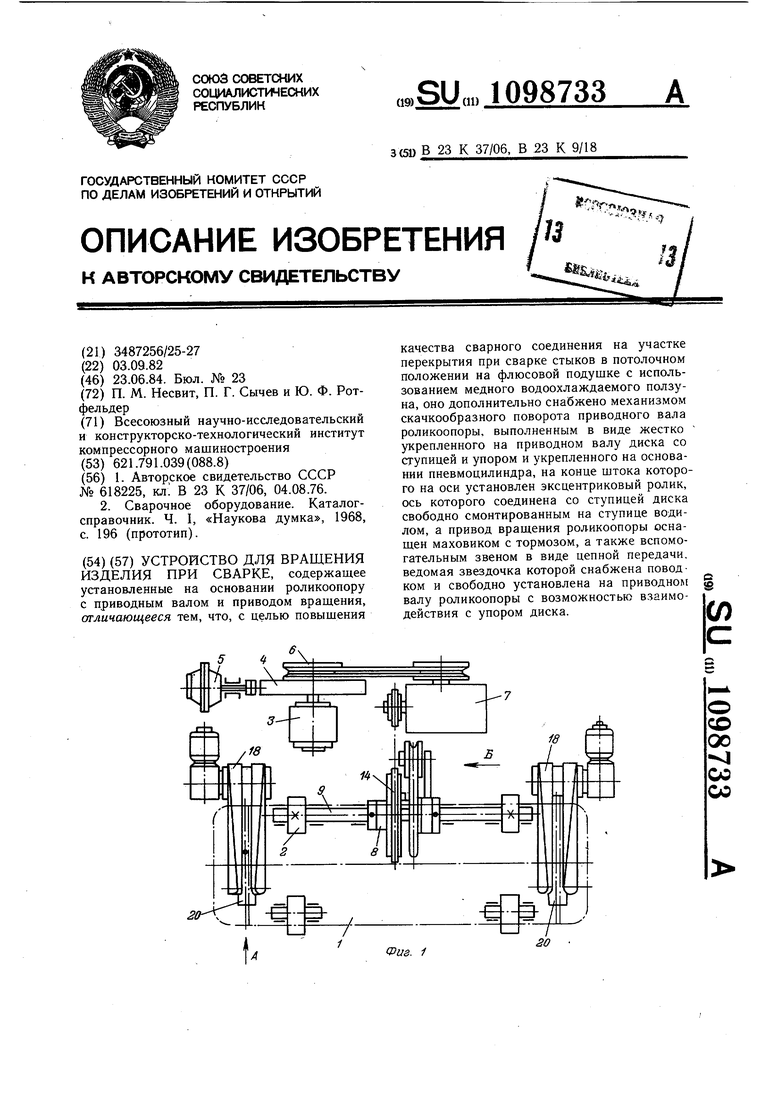
Вид А
17
19 (PU8. 2
11
9U8, 3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1976 |
|
SU618225A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сварочное оборудование | |||
| Каталогсправочник | |||
| Ч | |||
| I, «Наукова думка, 1968, с | |||
| Пылеочистительное устройство к трепальным машинам | 1923 |
|
SU196A1 |
