Изобретение относится к машиностроению для легкой промышленности и может найти применение при изготовлении покрышек велоседел из листовых термопластов.
Цель изобретения - расширение технологических возможностей, повышение производительности и улучшение качества изделий.
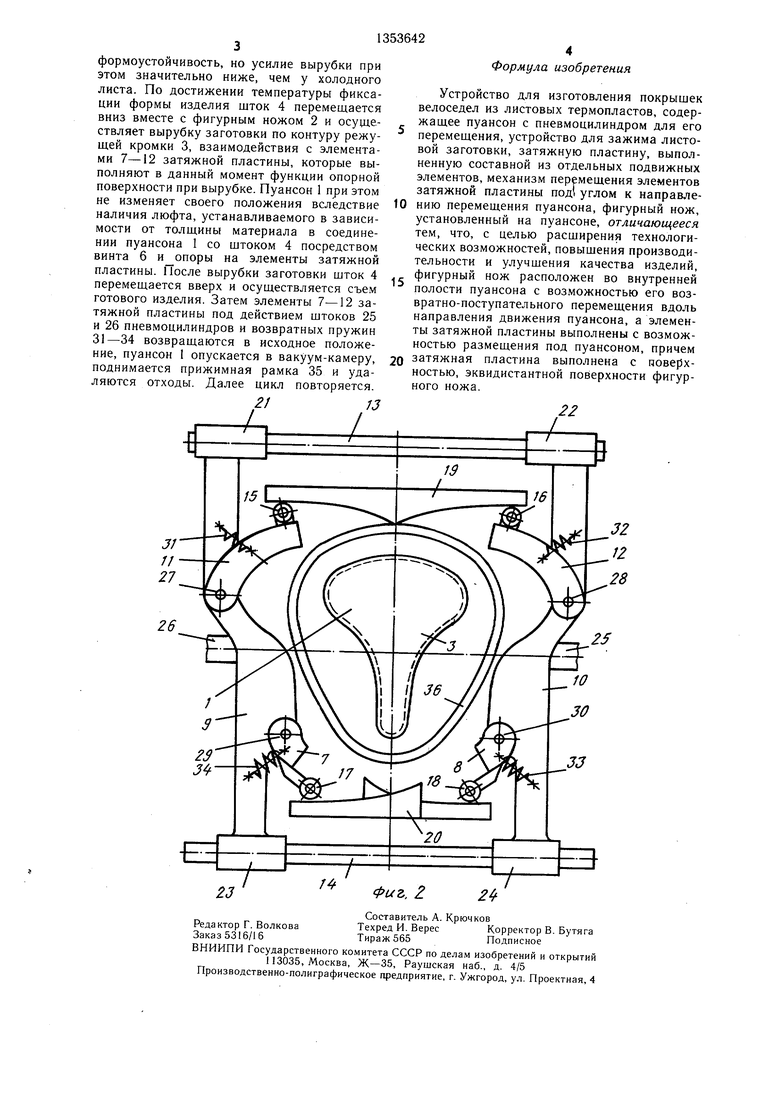
На .фиг. 1 изображено устройство для изготовления велопокрышек в момент вырубки заготовки; на фиг. 2 - механизм затяжных пластин.
Устройство для изготоЕ5ления велопокрышек из листовых термопластов содержит пуансон 1 с оформляющей поверхностью и внутренней полостью, где размещен фигурный нож 2 с режующей кромкой 3 (фиг. 2). Пуансон 1 закреплен на штоке 4 пневмоцилиндра 5 посредством винта б с люфтом по направлению движения штока 4 пневмоцилиндра 5, а фигурный нож 2 неподвижно соединен со штоком 4 пневмоцилиндра 5. Боковая поверхность внутренней полости пуансона 1 повторяет боковую поверхность фигурного ножа 2, что предохраняет пуансон 1 от поворота относительно осевой линии штока 4. Между боковыми поверхностями пуансона 1 и фигурного ножа 2 имеется зазор, достаточный для смешения ножа 2 относительно пуансона в направлении движения.
Установка содержит также затяжную n;iacTHHy, выполненную из отдельных подвижных элементов: из передних элементов 7 и 8, средних элементов 9 и 10 и задних элементов 11 и 12, а также направляю- ших 13 и 14 для возвратно-поступательного перемещения средних элементов 9 и 10 в горизонтальном направлении. Передние элементы 7 и 8 и задние элементы 11 и 12 снабжены роликами 15-18, предназначенными для обеспечения заданного плоского движения затяжных пластин 7, 8, 11 и 12 при взаимодействии с направляющими поверхностями кулачков 19 и 20. Средние затяжные элементы 9 и 10 соединены посредством втулок 21-24 с направляющими 13 и 14, а также связаны со щтоками 25 и 26 пнев- моци; индров привода элементов затяжной пластины. Передние 7 и 8 и задние 11 и 12 затяжные элементы закреплены на средних затяжных элементах 9 и 10 посредством шарниров 27-30 с возможностью поворота, а т акже посредством возвратных пружин 31-34. Причем поверхность затяжной пластины, образованная поверхностью всех ее отдельных элементов, выполнена эквидистантной поверхности фигурного ножа. Устройство включает зажимное приспособление в виде зажимной рамки 35 для герметичного прижима заготовки к прижимному бурту 36 вакуум-камеры 37, снабженной отверстием 38 для откачки воздуха.
Устройство работает следующим образом.
Листовая заготовка подается в зону фор- .мования и фиксируется между прижи.мным
буртом 36 и зажимной рамкой 35, обеспечивая герметизацию вакуум-камеры 37. При этом лист подвергается предварительному плоскому изгибу. Контур зажима эквидистантно увеличен относительно развертки готового изделия и изогнут под углом, соответствующим нижнему профилю изделия. Такое выполнение конфигурации зажимного приспособления обеспечивает однородность деформаций и незначительную разнотолщинность изделия. Зажимное усилие выбирается таким образом, чтобы заготовка надежно удерживалась во время нагрева и формования и обеспечивало герметизацию.
5
0
5
0
5
0
5
0
5
Над установленной заготовко,й помещается нагревательное устройство, которое нагревает термопласт до заданной температуры, после чего отводится в исходное положение. Одновременно с отводом нагревателя пуансон 1 под действием пневмоцилиндра 5 поднимается и осуществляет предварительную вытяжку листовой заготовки. Затем щту- цер 38 соединяется с вакуум-насосом и в вакуум-камере 37 создается разряжение, приводящее к оформлению изделия на пуансоне 1, после чего элементы 7-12 затяжной пластины перемещаются к пуансону 1,- осуществляя дополнительную деформовку заготовки, подгибая ее под нижнюю поверхность пуансона 1, причем средние элементы 9 и 10 перемещаются поступательно, параллельно самим себе, а передние 7 и 8 и задние 11 и 12 элементы затяжной пластины осуществляют плоское движение в соответствии с профилем кулачков 19 и 20. При этом направление усилия дефор- мовки, вызывающее подгибку заготовки под пуансон, направлено приблизительно по нормали к проекции нижней кромки пуансона на горизонтальную плоскость, что необходимо для исключения образования складок и заминов. Процесс вытяжки при подгибке заготовки идет за счет свободной части листа, неоформленной на пуансоне, так как стягиванию материала с поверхности пуансона препятствуют значительные силы трения, обусловленные направлением затягивающих сил, близким к нормали по отношению к боковой поверхности пуансона, частичной фиксацией формы изделия на оформляющей поверхности вследствие остывания термопласта и малым радиусом скругления нижней кромки пуансона. Таким образом, процесс деформации при формовании листовой заготовки идет за счет всей площади листа, а деформовочная подгибка идет за счет неоформленной части заготовки.
После того, как элементы затяжной пластины переместились в свое конечное положение и сомкнулись, выполнив подгибку заготовки, отключается вакуум-система, начинается выстой, необходимый для остывания заготовки до температуры стеклования. В этом состоянии полимер сохраняет свою
формоустойчивость, но усилие вырубки при этом значительно ниже, чем у холодного листа. По достижении температуры фиксации формы изделия шток 4 перемещается вниз вместе с фигурным ножом 2 и осуществляет вырубку заготовки по контуру режущей кромки 3, взаимодействия с элементами 7-12 затяжной пластины, которые выполняют в данный момент функции опорной поверхности при вырубке. Пуансон 1 при этом
Формула изобретения
Устройство для изготовления покрыщек велоседел из листовых термопластов, содержащее пуансон с пневмоцилиндром для его перемещения, устройство для зажима листовой заготовки, затяжную пластину, выполненную составной из отдельных подвижных элементов, механизм перемещения элементов затяжной пластины под1 углом к направлене изменяет своего полож ения вследствие Ю нию перемещения пуансона, фигурный нож, наличия люфта, устанавливаемого в зависи-установленный на пуансоне, отличающееся
мости от толщины материала в соединении пуансона 1 со щтоком 4 посредством винта б и опоры на элементы затяжной пластины. После вырубки заготовки щток 4 . перемещается вверх и осуществляется съем готового изделия. Затем элементы 7-12 затяжной пластины под действием щтоков 25 и 26 пневмоцилиндров и возвратных пружин
31-34 возвращаются в исходное положение, пуансон 1 опускается в вакуум-камеру, поднимается прижимная рамка 35 и удаляются отходы. Далее цикл повторяется.
2/13
I
20
тем, что, с целью расширения технологических возможностей, повышения производительности и улучшения качества изделий, фигурный нож расположен во внутренней полости пуансона с возможностью его возвратно-поступательного перемещения вдоль направления движения пуансона, а элементы затяжной пластины выполнены с возможностью размещения под пуансоном, причем затяжная пластина выполнена с поверхностью, эквидистантной поверхности фигурного ножа.
22
Формула изобретения
тем, что, с целью расширения технологических возможностей, повышения производительности и улучшения качества изделий, фигурный нож расположен во внутренней полости пуансона с возможностью его возвратно-поступательного перемещения вдоль направления движения пуансона, а элементы затяжной пластины выполнены с возможностью размещения под пуансоном, причем затяжная пластина выполнена с поверхностью, эквидистантной поверхности фигурного ножа.
22
Составитель А. Крючков
Редактор Г. ВолковаТехред И. ВересКорректор В. Бутяга
Заказ 5316/16Тираж 565Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВЫРУБКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО ТЕРМОПЛАСТА | 2000 |
|
RU2190529C2 |
| Линия набора листовых бумажных и фольговых заготовок в секции и комплектования секций в пакеты металлобумажных конденсаторов | 1980 |
|
SU886081A1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| ПРЕСС ДЛЯ ВЫРУБКИ И УКЛАДКИ ЛИСТОВЫХ ЗАГОТОВОК | 1966 |
|
SU179461A1 |
| Устройство для формования изделий из термопластических материалов | 1981 |
|
SU1006250A1 |
| Способ изготовления П-образных изделий штамповкой из листа, например передней панели двери домашнего холодильника | 2020 |
|
RU2739057C1 |
| Полуавтомат для формования и сушки носочной части заготовки рантовой обуви | 1959 |
|
SU125166A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ПОДГИБКИ ДИАГОНАЛЬНЫХ УЧАСТКОВ ФЛАНЦА БЕНЗОБАКА | 1999 |
|
RU2167730C2 |
| Устройство для формования листовых термопластов | 1982 |
|
SU1115909A1 |
| Автомат для изготовления гофрированных деталей из ленты | 1977 |
|
SU725754A1 |
Изобретение относится к машиностроению для легкой промышленности и может найти применение при изготовлении покрышек велоседел из листовых термопластов. Цель изобретения - расширение технологических возможностей, повышение производительности устройства и улучшение качества изделий. Для этого устройство имеет фигурный нож 2, расположенный во внутренней полости пуансона 1 с возможностью его возвратно-поступательного перемешения вдоль направления движения пуансона, и затяжную пластину, выполненную из отдельных элементов. Элементы затяжной пластины выполнены с возможностью размеш,ения под пуансоном, причем затяжная пластина выполнена с поверхностью, эквидистантной поверхности фигурного ножа 2. При таком выполнении устройства процесс деформации при формовании листовой заготовки идет за счет всей площади листа, а деформо- вочная подгибка идет за счет неофор.млен- ной части заготовки. 2 ил. (Л со ел со О5 Ю
| Авторское свидетельство СССР № 1238345, кл | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
