(54) ЛИНИЯ НАБОРА ЛИСТОВЫХ БУМАЖНЫХ И ФОЛЬГОВЫХ ЗАГОТОВОК В СЕКЦИИ И КОМПЛЕКТОВАНИЯ СЕКЦИЙ В ПАКЕТЫ МЕТАЛЛОБУМАЖНЫХ КОНДЕНСАТОРОВ
I
Изобретение относится к радиотехнике и может быть использовано для изготовления металлобумажных конденсаторов.
Известно устройство для сборки пластинчатых конденсаторов, состоящее из основания, узла смотки для сматьшаемой фольги, механизма подачи фольги, узла резки, кассеты с пласпшамя слюды, механизма укладки слюды и фольги с вакуумными присосами и узла сборки пакетов, выполнениого в виде двух круглых поворотных столов с углублениями по перифе жи для укладки на&1раемых пакетов 1.
Однако в этом устройстье не обеспечивается необходимая точность совмещения фольговых обкладок и слюдя 1ых прокладок, что ухудшает злектрические характеристики конденсаторов.
Наиболее близкой к предлагаемой является линия набора листовых бумажных и фольговых заготсшок в секции и комплектования секций в пакеты металлобумажных конденсаторов, содержащая установленные на станине механизмы
поштучной подачи заготовок булап:, а:{одной и катодной фольги, бесконечный шаговый транспортер для приема заготовок и набора сек1ЩЙ, механизм комплектования секций в пакет и привод с общим распределительным валом 2.
Недостатком известшж линии является наличие ненадежных в работе устройств для поштучной выдазд анодных, катодных пластин и |фокладок из бункера особенно в тех случаях, когда секции со&фаются из тонких обкладок фольги и прокладок бумаги, так как обкладкн и прокладаси в бункере прилипают друг к и иногда подаются на позицию набора
to секции не по одной, а по нескольку штук. Это приводит к браку и снижению производительНОСТН:
Цель изобретешш - повышение производителыюсти и падежности работы.
15
Поставленная цель досшгается тем, что литя набора листовых бумахшьос и фольговых заготовок в секщш н комплектованнн секций в пакеты мехаллобз махшых конденсаторов, содержащая установлешше на станине механизмы
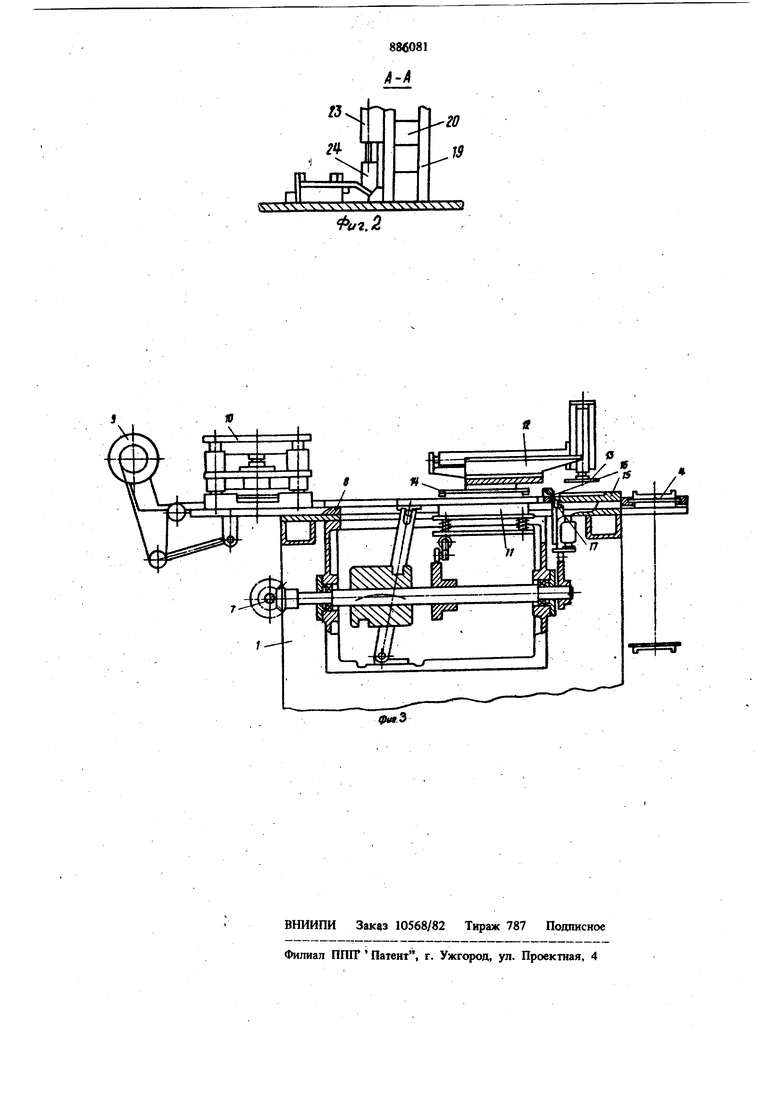
20 поштучной подачи заготовок бумаги, анодной н катодной фольги, бесконечный шаговый транспортер для приема заготовок и набора секций, механизм комплектования секций в пакет я привод с общим распределительным валом, снаб жена механизмами изготовления заготовок бума ги и фольги с подвижными ножами и механизмами их подачи на транспортер, размешенными , на станине и кинематически связанными с распределительным валом, причем механизмы изготовле ния заготовок бумаги и фольги с подвижными ножами и механизмы их подачи на транспортер выпо нены в виде шпинделей с рулонами ленточного мат риала для заготовок и установленных с возмож ностью возвратно-поступательного перемешения перпендикулярно транспортеру, лентоподающих кареток , при этом между транспортером и механизмами поштучной подачи заготовок раз мещены промежуточные гнезда для приема и отгрузки заготовок с режущими кромками, размещенными со стороны транспортера и взаимодействующими с подвижными ножами. Кроме того, в устройствах изготовления заготовок фольги вьшолнены штампы для вырубки анодных и катодных вьгоодов конденсаторов. На фиг, 1 показана предлагаемая линия, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - линия на позиции изготовления и подачи заготовок, поперечное сечение. Линия набора листовых бумажных и фольговых заготовок в секции и комплектования секций в пакеты металлобумажных конденсаторов состоит из станины 1, на которой смонтированы в технологической последовательности набора заготовок секций механизмы 2 и 3 для изготовления и поштучной подачи заготовок бумаги, бесконечный шаговый транспортер 4, механизм 5 комплектования секций в пакет и привод 6 с распределительным валом 7. Каждый механизм 2 для изготовления и поштучной подачи заготовок фольги имеет базовую плиту 8, на которой смонтированы смоточный шпиндель 9 с рулоном ленточного материала для заготовок, имеющий ось вращения, параллельную распределительному валу 7 и транспортеру 4; вырубной штамп 10, расположенный между смоточным шпинделем 9 и лентоподающей кареткой 11 и служащий для вырубки пазов в анодной и катодной ленте с целью образования вьшодов в секции; механизм 12 поштучной подачи заготовок с каретками горизонтального и вертикального ходов и вакуумной присоской 13 для переноса заготовок фольга на транспортер 4. Лентоподающая каретка 11 имеет возвратно-поступательное перемещение перпендикулярно транспортеру 4, снабжена прижимом 14 и служит для подачи фольговой ленты в промежуточное гнездо 15 дяя приема заготовок, расположенное между лентоподающей кареткой И и транспортером 4 и имеющее со стороны каретки режущую кромку 16, взаимодействующую с подвижным ножом 17, кинематически связанным через копир с распределительным валом 7. Каждый механизм 3 для изготовления и поштучной подачи заготовок бумаги имеет конструкцию аналогичную устройству 2 для изготовления и поштучной подачи заготовок фольги, за исключением вырубного штампа 10. Механизмы 2 и 3 для изготовления и поштучной подачи фольги и бумаги кинематически связаны с распределительным валом 7. Бесконечный шаговый транспортер 4 снабжен элементами для приема заготовок и набора из них секций, выполненными в виде гнезд 18. Механизм 5 комплектования секций в пакет состоит из смонтированных на базовой плите кассетницы 19 для кассет 20 набора секций в пакет, пневмоциливдра 21 подачи пустой кассеты в зону набора пакета, пневмоцилиндра 22 съема наполненной кассеты из зоны комплектования пакета, пневмоцилиндра 23 с пуансоном 24 подгибки фольговых вьшодов пакета, механизма 12 с вакуулшой присоской 13 для съема секции с транспортера 4 и их укладки в пакет. Между механизмами 2 и 3 для изготовления и поштучной подачи заготовок над шаговым транспортером 4 размещены узлы 25 нанесения на заготовки клея и соединения их в секцию по мере шагового перемещения транспортера 4. Линия работает следующим образом . Шаговый транспортер 4 получает движение от привода 6 и за один цикл работы линии перемещается на один щаг. Одновременно с работой транспортера 4 включается в работу первьш механизм 3 для изготовления и поштучной подачи заготовки бумаги, который посредством каретки 11 протягивает с рулона смоточного шпинделя 9 бумажную ленту, подает ее в промежуточное гнездо 15, где производится отрезка заготовки бумажной прокладки ножом 17. Из промежуточного гнезда 15 заготовка захватьюается вакуумной присоской 13 механизма 12 и переносится в гнездо 18 траноюртера 4. Транспортер 4 перемещается на один шаг и переносит заготовку бумаги на позшщю нанесения кЛея с помощью узла 25. Одновременно с нанесением клея на позиции механизма 2 изготовления первой анодной заготовки штамп 10 производит вырубку в ленте фольги анодных выводов. Движением транспортера 4 на очередной шаг заготовка бумаги переносится на позицию устройства 2, с помощью которого осуществляются анолошчная отрезка и подача заготовки анодной фольги в гнездо 18 транспортера 4, в котором находится бумажная заготовка, их склеивание. Аналогичным образом производится изготов ление заготовок бумаги и фольги, их подача на транспортер 4 и нанесение клея на всех последующих позициях комплектования заготовок в секцию. После изготовления с помощью механизма 3 н подачи с помощью механизма 12 последней заготовки бумаги набранная секция проверяется на комплектность заготовок и на короткое замыкание. Короткозамкнутые секции сбрасываются в тару брака, а годные при очередном шаге транспортера подаются на позицию механизма S комплектования секций в пакет, где с помощью вакуумной присоски 13 переносятся в кассету 20. После набора заданного количества секций в пакет с помощью пневмоцилин ра 23 пр1тодится пуансон 24, который производит подгибку фольговых вьгоодов пакета. Затем с помощью пневмоцилиндра 22 кассета 20 с пакетом удаляется из кассатницы 19, а пневмоцилинщ) 21 подает пустую кассету 20 в зону набора пакета. Повьпление надежности, и производительности предлагаемой линии достигается тем, что заготовки тонких анодной, катодной фольги и бумаги подаются на транспортер комплектования секций не из магазинов, из которых поштучное отделение и подача тонких заготовок представляет большую техническую сложность, а изготавливаются непосредственно на позициях подачи заготовок на транспортер. Формула изобретения 1. Линия набора листовых бумажных и фоль говых заготсюок в секции и комплектования секций в пакеты металлобумажных конденсато16ров, содержащая установлешп 1е на станине механизмы поштучной подачи заготовок бумаги, анодной и катодной фольги, бесконечный шаговый транспортер для приема заготовок и набора секций, механизм комплектования секций в пакет и привод с общим распределительным валом, отличающаяся тем, что, с целью повыщения производительности и надежности работы, она снабжена механизмами изготовления заготовок бумаги и фольги с подвижными ножами и механизмами их подачи на транспортер, размещенными на станине н кинематически связанными с распределительным валом, причем механизмы изготовления заготовок бумаги и фольги с подвижными ножами и механизмы их подачи на транспортер выполнены в виде шпинделей с рулонами ленточного материала для заготовок и установленных с возможностью возвратно-поступательного перемещения перпендикулярно транспортеру лентоподающих кареток, при этом между транспортером и механизмом поштучной подачи заготовок размещены промежуточные гнезда для приема и отрезки заготовок с режущими кромками, размещенными со стороны транспортера и взаимодействующими с подвижными ножами. 2. Линия по п. 1, о т л н ч а ю щ а я с я тем, что в устройствах изготовления заготовок фольга выполнены штампы для вырубки анодных и катодных выводов конденсаторов. Источники информации, принятые во внимание при экспертизе 1. Карнихин В. В. Производство радиоконденсаторов постоянной емкости М., Выспия школа, 1971, с. 83-88. 2. Патент Японии № 52-41854, кл. 59Е, 1977 (прототип).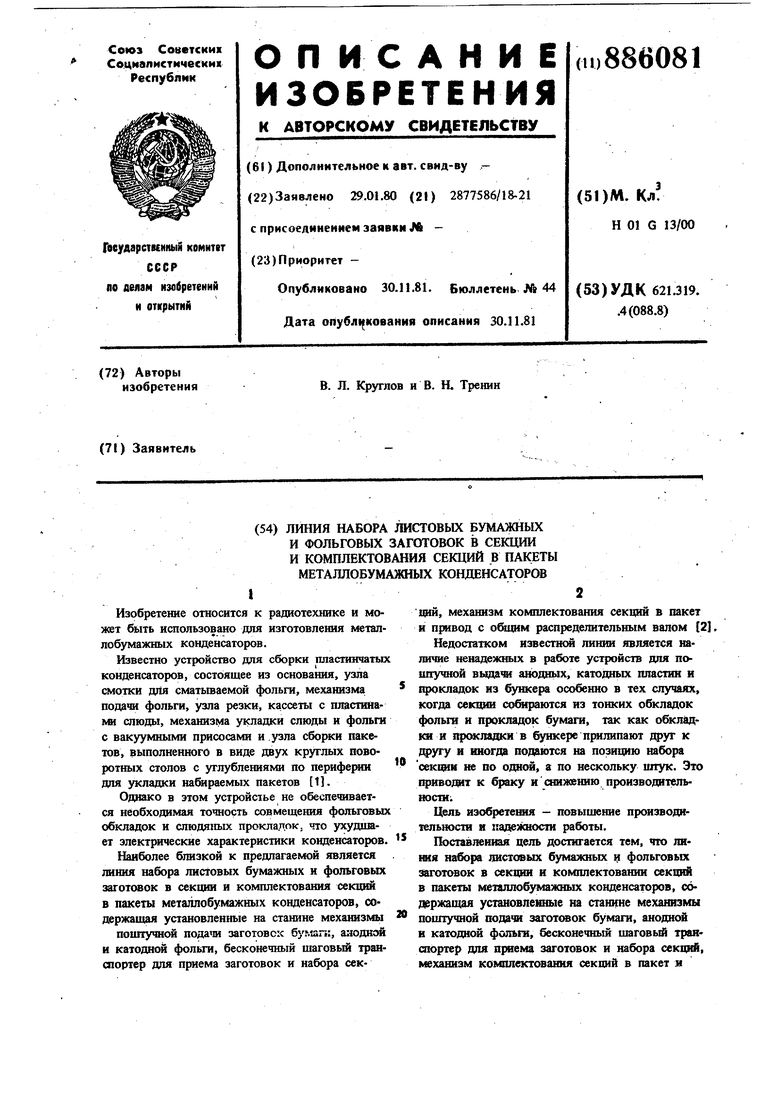
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки секций конденсаторов | 1987 |
|
SU1534530A2 |
| Устройство для намотки секций конденсаторов | 1977 |
|
SU661626A1 |
| Автоматическая линия для сборки конденсаторов цилиндрической формы с осевыми выводами и устройство для обертывания конденсаторов липкой лентой | 1989 |
|
SU1702443A1 |
| Устройство для закрепления секций рулонных конденсаторов липкой лентой | 1983 |
|
SU1157582A1 |
| Устройство для намотки секций рулонных конденсаторов | 1987 |
|
SU1492393A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU737999A1 |
| Устройство для намотки секций конденсаторов | 1982 |
|
SU1061183A1 |
| Устройство для изготовления секций рулонных электролитических конденсаторов с выводами | 1986 |
|
SU1370674A1 |
| Устройство для намотки секций конденсаторов с выводами | 1982 |
|
SU1053173A1 |
| Устройство для изготовления секций конденсаторов | 1976 |
|
SU748534A1 |