Изобретение относится к изготовлению полимерных ремней и может быть использовано для термомеханической обработки внутренней поверхностн pesHHOBtjix армированных рег лешков, в частности вытяжных приборов машин прядильного производства.
Цель изобретения - увеличение срока службы ремней.
На фиг. 1 изображено устройство для термомеханической обработки бесконечных
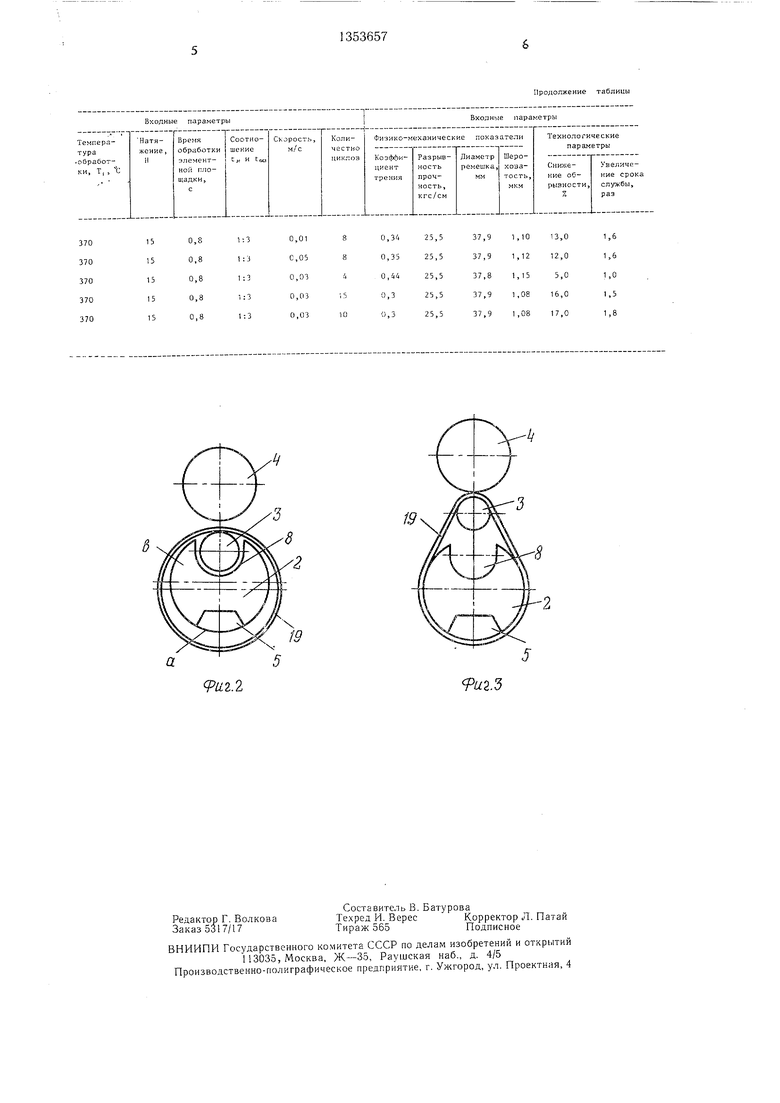
Термомеханическую обработку ремня 19 осуществляют путем многократного протаскивания его рабочей поверхности по обогреваемой а и охлаждаемой в поверхности ба- ,. рабана 2 при заданном натяжении. Ремень 19 протаскивают с натяжением 10-25 Н по нагретой до 350-400°С поверхности а неподвижного барабана 2. После каждого контакта ремня с обогреваемой поверхностью а барабана 2 производят его охлаждение
полимерных ремней; на фиг. 2 - установка 0 путем протаскивания ремня по охлаждаемой поверхности в барабана. Причем при каждом обороте ремня время контакта его с обогреваемой поверхностью а барабана 2 выбирают равным 0,6-3 с, а с охлаждаемой поверхностью 6 барабана - большим Б 22,5-3,5 раза. Ремень протаскивают со скоростью 0,01--0,05 м/с.
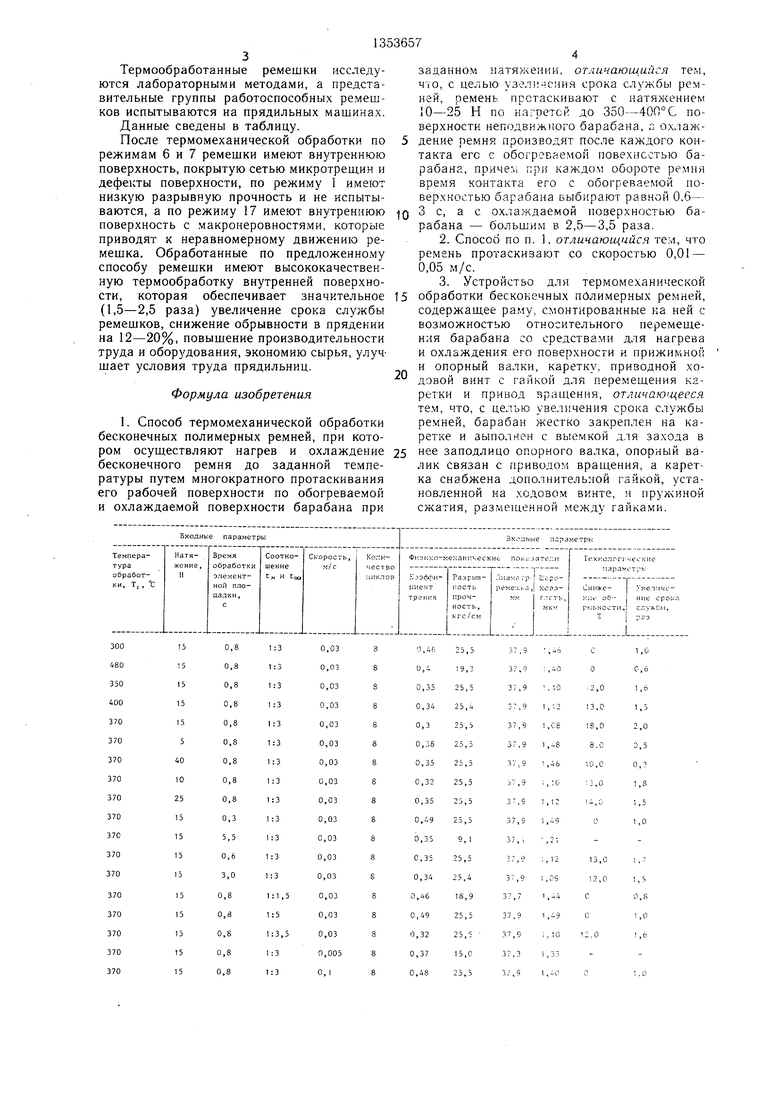
Термомеханическая обработка в интервале температур 350-400°С путем протаскивания ремня по нагретой поверхности предбесконечного ремня на обработку: на фиг. 3 рабочее положение ремня при обработке. Устройство для термомеханической обработки бесконечных полимерных ремней содержит раму 1, барабан 2 со средствами для г нагрева и охлаждения, приводной опорный валик 3 и прижимной валик 4. Средство для нагрева барабана выполнено в виде нагревателя 5. Барабан 1 выполнен полым для принудительного охлаждения, а средство для его
и 7 для подвода охлаждающей жидкости в полость барабана.
30
охлаждения выполнено в виде штуцеров 6 20 ставляет собой тепловой удар, в результате
которого схрупчиваются вершинки гребешков структурных составляющих поверхности ремня и выравнивается поверхность пластификатора поверхностного слоя. При протаскивании ремня гребешки обмываются и перемещаются с пластификатором. В результате химических превращений пластификатора и полимерной части сломанных гребешков на поверхности ремня образуется новый продукт, обладающий большей износостойкостью, что приводит к увеличению срока службы ремня. Кроме того, обрабатываемые ремни имеют низкий коэффициент трения.
Время пребывания элементарной площадки ремня в зоне нагрева 0,6-3 с обес- .., печивает прогрев поверхности ремня на глу- бину не менее 0,1 мм, достаточную для выпо- тевания пластификатора и образования нового продукта, сннжаюнхего коэффициент трения. В процессе термомеханической обработки ремня проводят 7-10 циклов нагре- .40 ва и охлаждения в зависимости от материала ремня и эксплуатационных трений к чистоте рабочей поверхности ремня и коэффициенту трения.
Барабан 1 имеет выемку 8 для захода в нее заподлицо опорного валика 3. Барабан 2 жестко закреплен на каретке 9 уста- 25 новленной посредством роликов 10 на стойках 11, закрепленных на раме . Каретка 9 связана с ходовым винтом 12 для ее перемещения посредством гайки 13, воздействующей на концевой выключатель 4. Каретка 9 снабжена дополнительной гайкой 15. Между гайками 13 и 15 размещ,ека пружина 16 сжатия. Вращение ходового винта 12 осуществляется от электродвигателя 17. Привод- ной опорный 5алик 3 связан с приводом 18 вращения.
Способ термомеханической обработки бесконечных приводных ремней осуществляется следуюн им образом.
Бесконечный полимерный ремень 19 размещают на барабане 2. В этот момент прижимной валик 4 поднят, а приводной валик 3 размещен в выегуше 8 барабана 2 заподлицо с его наружной поверхностью ремень 19 свободно надевается на барабан 2 и не касается его обогреваемой поверхности а. Вращением от электродаигателя 17 кодового винта 12 начинают опускать каретку 9. При этом опускается прижимной валик 4, а приводной валик, получающий вращение от электродвигателя 17, начинает npoTajJKHBHTb ремень 19 по поверхности неподвижного барабана 2. Каретку 9 продолПо завершении обработки включают 45 электродвигатель 17 и с помощью ходового винта 12 каретку 9 поднимают в крайнее верхнее положение, приводной опорный валик 3 размещают в выемке 8 барабана 2, а прижимной валик 4 поднимают. Обработанный ремень 19, вышедший из контакта с
жают опускать. В результате барабан 2 - обогреваемой поверхностью а барабана, натягивает ремень 19, гайка 13 сжимает снимают с барабана 2.
пружину 16, которой с помопдью гайки 15Пример. Проводится термомеханическая
- .-обработка партии резиновых ремешков вытяжных приборов машин прядильного производства диаметром 37,9 мм и с разрывной прочностью 25,5 кгс/см, коэффициентом трезадано усилие натяжения ремня 19. Когда натяжение ремня 19 достигается заданного значения, гайка 13 нажимает на концевой 55 выключатель 14, которым выключается электродвигатель 17, а ремень 19 (фиг. 3) занимает рабочее положение для термомеханической обработки.
кия 0,55, щероховатостью 1,5 мм.
Обработка проводится при различных режимах (всего 23 режима).
Термомеханическую обработку ремня 19 осуществляют путем многократного протаскивания его рабочей поверхности по обогреваемой а и охлаждаемой в поверхности ба- рабана 2 при заданном натяжении. Ремень 19 протаскивают с натяжением 10-25 Н по нагретой до 350-400°С поверхности а неподвижного барабана 2. После каждого контакта ремня с обогреваемой поверхностью а барабана 2 производят его охлаждение
тяжных приборов машин прядильного производства диаметром 37,9 мм и с разрывной прочностью 25,5 кгс/см, коэффициентом трекия 0,55, щероховатостью 1,5 мм.
Обработка проводится при различных режимах (всего 23 режима).
Термообработанные ремешки исследуются лабораторными методами, а представительные группы работоспособных ремешков испытываются на прядильных машинах.
Данные сведены в таблицу.
заданном } атя кении, отличающийся тем, что, с целью узели-1сния срока службы ремней, ремень протаскивают с натяжением 10-25 Н по нагретой до 350--40П°С поверхности неподвижного барабана, а охлажПосле термомеханической обработки по 5 дение ремня производят после каждого конрежимам 6 и 7 ремешки имеют внутреннюю поверхность, покрытую сетью микротрещин и дефекты поверхности, по режиму 1 имеют низкую разрывную прочность и не испытываются, а по режиму 17 имеют внутреннюю Q поверхность с макронеровностями, которые приводят к неравномерному движению ремешка. Обработанные по предложенному способу ремешки имеют высококачествентакта его с обогреваемой повехнсстью барабана, причем при каждом обороте ремня время контакта его с обогреваемой поверхностью барабана выбирают равной 0,6- 3 с, а с охлаждаемой поверхностью барабана - большим в 2,5-3,5 раза.
2.Способ по п. 1, отличающийся тем, что ремень протаскивают со скоростью 0,01 - 0,05 м/с.
3.Устройство для термомеханической
ную термообработку внутренней поверхности, которая обеспечивает значительное 15 обработки бесконечных полимерных ремней, (1,5-2,5 раза) увеличение срока службы содержащее раму, смонтированные на ней с
возможностью относительного перемещения барабана со средствами для нагрева и охлаждения его поверхности и прижимной и опорный валки, каретку, приводной ходовой винт с гайкой для перемещения каремещков, снижение обрывности в прядении на 12-20%, повышение производительности труда и оборудования, экономию сырья, улучшает условия труда прядильниц.
20
Формула изобретения
ретки и привод вращения, отличающееся тем, что, с целью увеличения срока службы ремней, барабан жестко закреплен на каретке и выполнен с выемкой для захода в
ретки и привод вращения, отличающееся тем, что, с целью увеличения срока службы ремней, барабан жестко закреплен на каретке и выполнен с выемкой для захода в
1. Способ термомеханической обработки бесконечных полимерных ремней, при котором осуществляют нагрев и охлаждение 25 заподлицо опорного валка, опорный вабесконечного ремня до заданной темпе-лик связан с приводом вращения, а каретратуры путем многократного протаскиванияка снабжена дополнительной гайкой, устаего рабочей поверхности по обогреваемойновленной на ходовом винте, и пружиной
и охлаждаемой поверхности барабана присжатия, размещенной между гайками.
заданном } атя кении, отличающийся тем, что, с целью узели-1сния срока службы ремней, ремень протаскивают с натяжением 10-25 Н по нагретой до 350--40П°С поверхности неподвижного барабана, а охлаждение ремня производят после каждого контакта его с обогреваемой повехнсстью барабана, причем при каждом обороте ремня время контакта его с обогреваемой поверхностью барабана выбирают равной 0,6- 3 с, а с охлаждаемой поверхностью барабана - большим в 2,5-3,5 раза.
2.Способ по п. 1, отличающийся тем, что ремень протаскивают со скоростью 0,01 - 0,05 м/с.
3.Устройство для термомеханической
обработки бесконечных полимерных ремней, содержащее раму, смонтированные на ней с
20
ретки и привод вращения, отличающееся тем, что, с целью увеличения срока службы ремней, барабан жестко закреплен на каретке и выполнен с выемкой для захода в
заподлицо опорного валка, опорный ва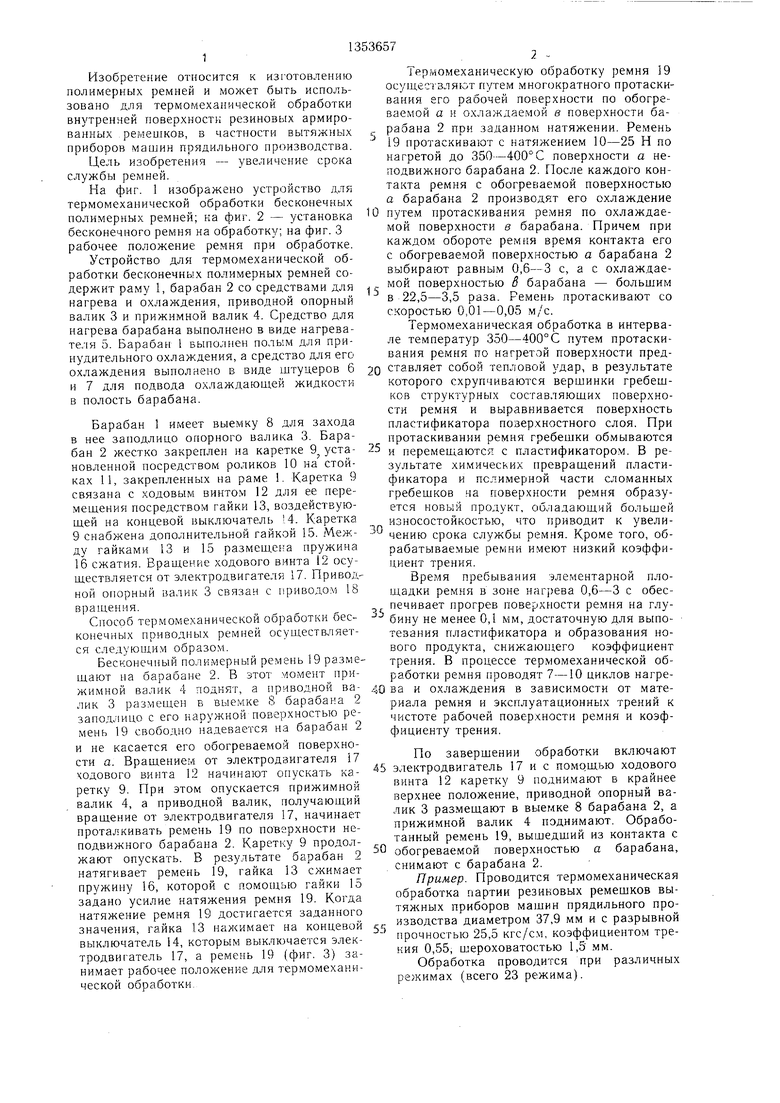
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫТЯЖНОЙ ПРЯДИЛЬНЫЙ АППАРАТ | 1927 |
|
SU8209A1 |
| Машина для обработки тресты | 1945 |
|
SU68275A1 |
| Устройство к вулканизационному прессу для натяжения заготовок бесконечных приводных ремней | 1981 |
|
SU1065237A1 |
| Установка для настилания полотнищ эластичных материалов и их раскраивания на заготовки | 1982 |
|
SU1066830A1 |
| Устройство для раскроя эластичного материала на заготовки | 1987 |
|
SU1482813A1 |
| Раскладчик провода | 1986 |
|
SU1332398A1 |
| АКТИВНОЕ НАТЯЖНОЕ УСТРОЙСТВО | 2003 |
|
RU2296896C2 |
| Двухремешковая пара вытяжного прибора прядильной машины | 1976 |
|
SU779461A1 |
| Раскладчик провода | 1983 |
|
SU1138844A1 |
| Станок для обработки клиновыхРЕМНЕй | 1979 |
|
SU852627A1 |
Изобретение касается изготовления полимерных ремней и может быть использовано для термомеханической обработки внутренней поверхности резиновых армированных ремешков, в частности вытяжных приборов машин прядильного производства. Цель изобретения увеличение срока службы ремней. Для этого барабан 2 (Б) жестко закреплен на каретке 9 и выполнен с выемкой 8 для захода в нее заподлицо опорного валика 3. Последний связан с приводом 18 врашения. Каретка 9 имеет основную 13 и дополнительную 15 гайки, установленные на ходовом винте 12. Между гайками 13 и 15 расположена пружина 16 сжатия, с помощью которой задается требуемое натяж.ение обрабатываемого бесконечного полимерного ремня 19 (Р). Когда опорный валик 3 находится в выемке 8, на Б 2 устанавливают Р 19. Ходовым винтом 12 опускают каретку 9 с Б 2 и натягивают Р 19 с заданным натяжением. Затем с помощью опорного валика 3 многократно протаскивают Р 19 с натяжением 10-25Н по нагретой до 350-400°С поверхности Б 2. Р 19 охлаждают после каждого контакта его с обогреваемой поверхностью Б 2. При каждом обороте Р 19 время контакта его с обогреваемой поверхностью Б 2 выбирают равным 0,6-3 с, а с охлаждаемой поверхностью Б 2 - большим в 2,5-3,5 раза. Р 19 протаскивают со скоростью 0,01-0,05 м/с. 2 с. и 1 з.п. ф-лы, 3 ил. 1 табл. СО ел W
; , 12 13,0
1,09 2,0
,4С
1,-9С
1 ,
1,33
Входные параметры
Продолжение таблицы
Входные параметры
1,1013,0
1,1212,0
1,155,0
1,0816,0 1,0817,0
а
9U2.2
Составитель В. Батурова Техред И. ВересКорректор Л. Патай
Тираж 565Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
9иг
| СПОСОБ, БАЗОВАЯ СТАНЦИЯ, ОКОНЕЧНАЯ СТАНЦИЯ И СИСТЕМА СВЯЗИ ДЛЯ ВЫБОРА КОМПОНЕНТНОЙ НЕСУЩЕЙ | 2011 |
|
RU2563149C2 |
| Солесос | 1922 |
|
SU29A1 |
| Система конференц-связи,управляемая голосом | 1984 |
|
SU1256189A1 |
| Солесос | 1922 |
|
SU29A1 |
