..1135
Изобретение относится к доменному производству и может быть использовано в конусных засып 1ых аппаратах доменных печей.
Целью изобретения является повыше- ние износостойкости и срока службы за счет увеличения прочности соединения наплавленного слоя с наружной поверхностью нижней конической части.
На чертеже представлен большой конус, общий вид.
Устройство содержит верхнюю литую часть 1 с бобышкой 2 и.отверстием 3, нижнюю коническую сварную часть 4, выполненную из отдельных горячека- танных стальных листов 5, направления 6 наплавки и сварки которьп совпадают с направлениями образующих нижней конической части 4, которая соединена с верхней литой частью 1 горизонтальным сварным разъемом 7.
Устройство работает следующим образом.
Шихтовые материалы, двигаясь по нижней конической части 4, изнашивают ее менее интенсивно, чем, если бы наплавка производилась на литую поверхность. Ориентация направлений 6
наплавки и сварки вдоль образующих
.-
нижней части 4 обеспечивает более благоприятную ориентацию возникающих трещин. После износа стальных листов 5 литая часть 1 может быть использована повторно.
При работе засыпного аппарата до менной печи существенному износу подвергается наружная поверхность боль- щого конуса, точнее его нижняя коническая часть 4, особенно в тех местах, где траектория шихты, ссыпающейся с малого конуса, пересекает образующую нижней конической части большого конуса.
.Анализ конструкции типового загрузочного устройства и опыт его эксплу- атации показывает, что наибольшему износу подвергается наружная поверхность нижней конической части большого конуса с длиной образующей, равной 0,75-0,80 полной длины образующей большого конуса. В то же время из-за Специфики работы засыпного аппарата верхняя часть большого конуса, равная 0,20-0,25 полной длины образующей практически не изнашивается и может
быть использована многократно.
I При этом длина образующей верхней
части должна быть больше 0,1 полной
381
д
ig „
25
30
35
40
5 55
52
длины образующей большого конуса, так при меньшей ее величине толщина верхней литой части становится переменной, что требует использования листов переменной толщины. Кроме то- гoJ.вoзникaют сложности при стыковке разнотолщинных частей. В совокупности отмеченное снижает качество св-ар- ки верхней литой и нижней сварной частей большого конуса.
Поэтому длина образующей верхней литой части должна составлять 0,1- 0,2 от полной длины образующей большого конуса, т.е-, соотношение длин образуклцих верхней литой части и нижней конической сварной части составляет О,:1-0,25.
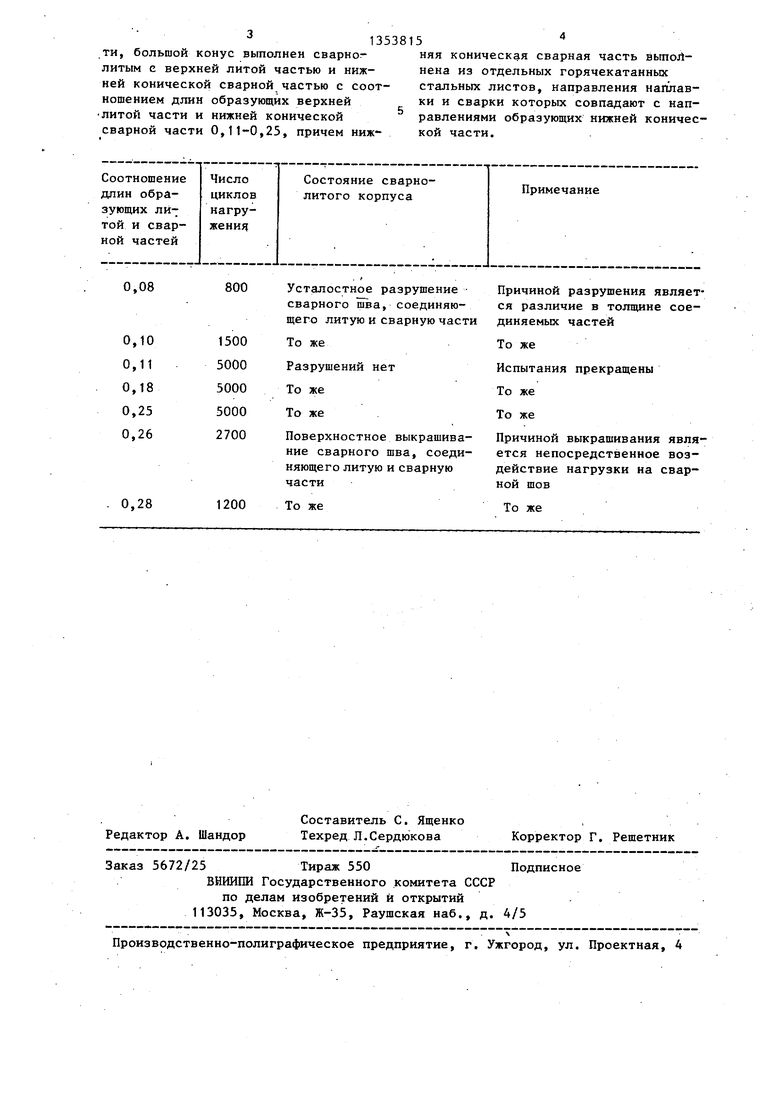
Были проведены испытания сварно- литой конструкции большого конуса засыпного аппарата доменной печи. Для проведения испытаний были изготовлены 7 моделей сварно-литого конуса в масштабе 1:10 с соотношением длин образующих литой и сварной частей в диапазоне 0,08-0,28. Условия нагру- жения большого конуса имитимирована приложением ударно-переменной нагруз- 1КИ, величину и направление которой принимали в соответствии с реальными условиями работы большого конуса в засыпном аппарате доменной печи.
Результаты проведенных испытаний приведены в таблице.
Таким образом, испытания конструкции сварно-литого большого конуса засыпного аппарата доменной печи показали, что наилучшие результаты получены при соотношении длин образу- юшд1х литой и сварной частей в диапазоне 0,11-0,25.
Долговечность сварно-литого боль шого конуса по сравнению с литым увеличивается в 1,5-2,0 раза, кроме того, стоимость его изготовления меньше на 20-30%.
Формула изобретения
Большой конус засыпного аппарата доменной печи с наплавленным наружным слоем, содержащий верхнюю часть, имеющую бобышку с отверстием, и нижнюю коническую часть, отличающийся тем, что, с целью Повьш1е- ния износостойкости и срока службы за счет увеличения прочности соединения наплавленного слоя с наружной поверхностью нижней конической части, большой конус выполнен сварно:- литым е верхней литой частью и нижней конической сварной частью с соотношением длин образующих верхней литой части и нижней конической сварной части 0,11-0,25, причем ниж
800 Усталостное разрушение сварного шва, соединяющего литую и сварную части
1500То же
5000Разрушений нет
5000То же
5000То же
2700 Поверхностное выкрашивание сварного шва, соединяющего литую и сварную части
1200 То же
Редактор А. Шандор
Составитель С. Ященко Техред Л.Сердюкова
Заказ 5672/25Тираж 550Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раущская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
няя коническая сварная часть вьшоЛ- нена из отдельных горячекатанных стальных листов, направления наплавки и сварки которых совпадают с направлениями образующих нижней конической части.
Причиной разрушения является различие в толщине соединяемых частей
То же
Испытания прекращены
То же
То же
Причиной выкрашивания является непосредственное воздействие нагрузки на сварной шов
То же
Корректор Г. Решетник
| название | год | авторы | номер документа |
|---|---|---|---|
| Засыпной аппарат доменной печи | 1981 |
|
SU977502A1 |
| Способ повышения стойкости засыпного аппарата доменной печи | 1979 |
|
SU854994A1 |
| Способ дуговой наплавки конусов и чаш загрузочных устройств | 1990 |
|
SU1763121A1 |
| Способ обработки внутренней конической поверхности чаши засыпного аппарата доменной печи | 1987 |
|
SU1659186A1 |
| Способ дуговой многослойной наплавки | 1988 |
|
SU1608026A1 |
| Засыпной аппарат доменной печи | 1976 |
|
SU619517A1 |
| Способ изготовления засыпного аппарата доменной печи | 1988 |
|
SU1583446A1 |
| Засыпной аппарат доменной печи | 1983 |
|
SU1079669A1 |
| Контейнер для наплавки износостойкимКОМпОзициОННыМ СплАВОМ КРупНыХиздЕлий | 1979 |
|
SU816688A1 |
| Засыпной аппарат доменной печи | 1980 |
|
SU950774A1 |
Изобретение относится к доменному производству и может применяться в конусных загрузочных устройствах доменных печей. Цель изобретения - повышение износостойкости и срока службы за счет увеличения прочности соединения наплавленного слоя с наружной поверхностью нижней конической части, что достигается новой конструкцией выполнения конуса. Конус содержит верхнюю литую часть 1 с бобышкой 2 и отверстием 3, нижнюю коническую сварную часть 4, выполненную из отдельных горячекатанных листов 5, направления 6 наплавки и сварки которых совпадают с направлениями образующих нижней части 4, которая соединена с верхней частью 1 горизонтальным сварным разъемом 7, Соотношение длин образующих верхней литой части 1 и нижней сварной части 4 составляет 0,11-0,25. После износа под действием шихтовых материалов листов 5 литая часть 1 может быть использована повторно. Сцепление наплавки с катанной поверхностью выше, чем с литой. Продольная ориентация направлений 6 наплавки сварки листов 5 обеспечивает благоприятную ориентацию возникающих трещин. 1 ил. 1 табл. с (Л со СП со сх ел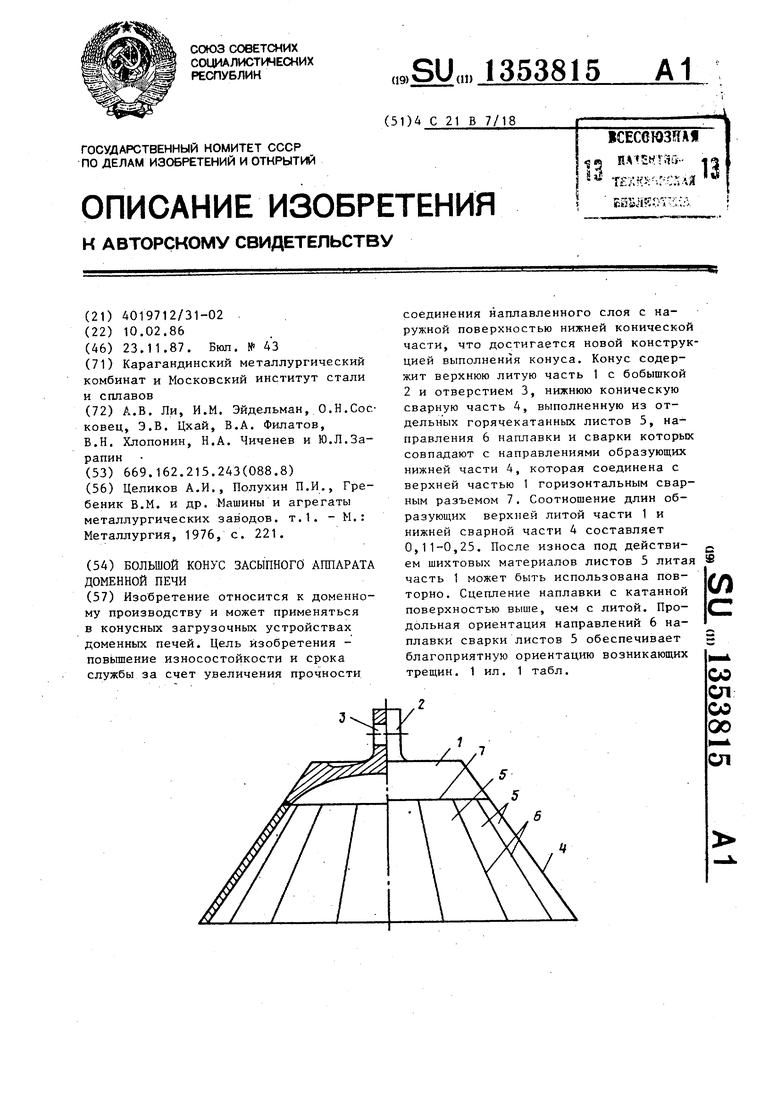
| Целиков А.И., Полухин П.И., Гре- беник В.М | |||
| и др | |||
| Машины и агрегаты металлургических заводов, т.1 | |||
| - М.: Металлургия, 1976, с | |||
| Способ изготовления замочных ключей с отверстием для замочного шпенька из одной болванки с помощью штамповки и протяжки | 1922 |
|
SU221A1 |
