Изобретение относится к черной металлургии, а именно к оборудованию засыпных аппаратов доменных печей.
Известен засыпный аппарат доменной печи, содержащий чашу, на внутреннюю поберхность которой наплавлен защитный спой из износоустойчивого материала. Контактная поверхность чащи после наплавки шлифуется (l.
Недостатки известного аппарата - его низкая стойкость, а также необходимость снимать больщой слой твердого сплава при обработке, что удлиняет и удорожает йррцесс шлифования. После обработки контактная поверхность имеет недостаточную .твердость.
Наиболее близким к. описьшаемому изобретению по технической сущности и достигаемому результату является засыпной аппарат доменной печи, содержащий конус и чашу с наплавленными износостойким материалом контактными поверхностями, -имеюшими у плотните льны е канавки р. Однако такой аппарат не имеет необходимой стойкости. В связи
С тем, что невозможно с его помощью обеспечить плотность прилегания контактных поверхностей по всей образующей конуса и чаши, возможен переток колошникового газа в надконусное пространство, Целью изобретения является повышение стойкости засыпного аппарата за счет надежного уплотнения.
Цепь достигается тем, что уплотнительньте канавки выполнены в виде ринусоиды .по винтовой линии, а отношения толщины наплавленного слоя к глубине канавок и площади, занятой канавками, к обшей площади контактных поверхностей равны 100-20О и 1/3-2/3 соответственно.
Глубина канавок менее указанного предела не обеспечивает необходимой твердости и износостойкости наплавленного слоя контактной поверхности. Глубина канавок более указанного предела неоптимальна ввиду ослабления наплавки, что не исключает возможности перетока газа в надкону.бное пространство.
С гношеяив площади, занятой канавками, к обшей площади контактных поверхностей менее 1/3 не обеспечивает необходимой твердости и износостойкости наплавленного слоя контактной поверхности, а более 2/3 неоптимально ввиду того, что это не способствует дальнейшему увепйчейию износостойкости и твердости слоя.
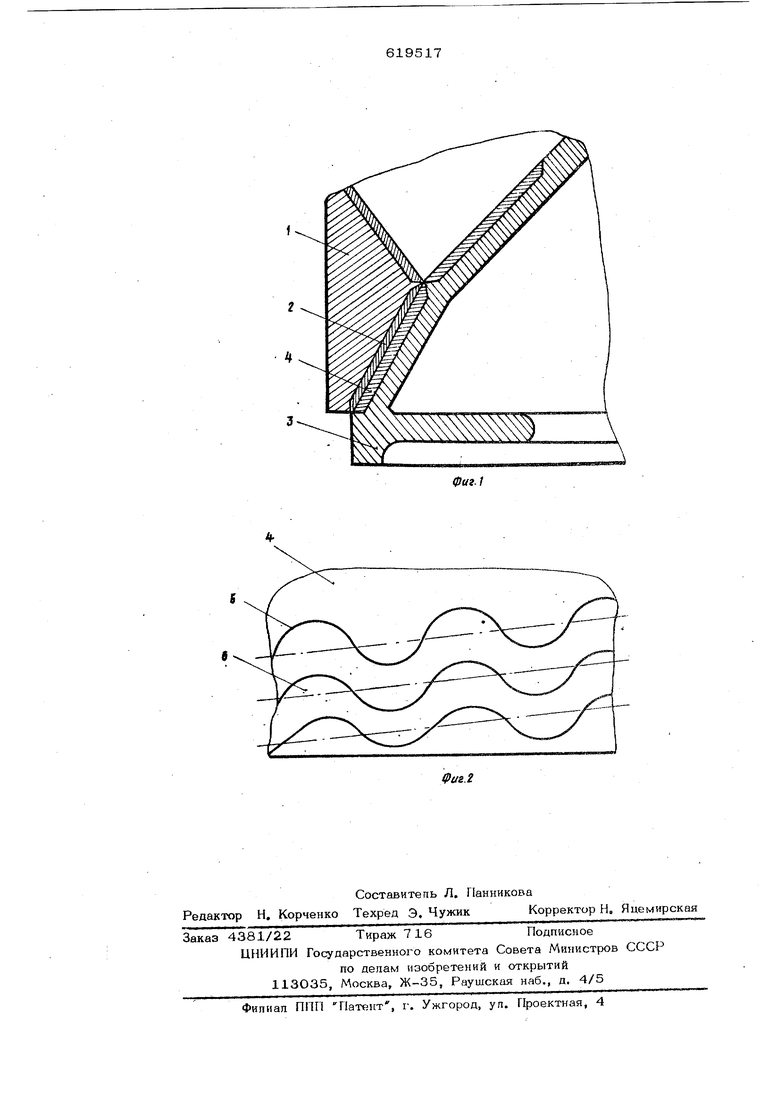
На фиг, 1 изображен засыпной аппарат вертикальш й разрез; на фиг. 2 - рельеф канавок на участке контактной поверхности конуса,
Засыпной аппарат содержит чашу 1 с наплавленной поверхностью 2 и конус 3 с наплавкой 4. На контактные поверхности чаши и конуса виброобкатыванием нанесены уппотнительные канавки 5, выполненные по синусоиде, нанесенной по винтовой линии 6,
Форма канавки, получаемой при виброобкатыванин (ее ширина и глубина), зависит от радиуса сферы инструмента и усилия обработки. Так, при обработке контактных поверхностей конуса и чаши инструментом с радиусом сферы 5 мм и усилием 1ОО кгс на контактных поверхностях образуются канавки шириной 50Омкм и глубиной 100 мкм.
Микрорельеф поверхности, полученной при виброобкатывании, образуется синусоидальной канавкой, являющейся следом инструмента. Инструмент, совершая сложное движение относительно выступов микронеровностей контактной поверхности чаши 1 и конуса 3, разглаживает металл наплавки в разных направлениях, В результате сопротивление деформация уменьшается{ происходит увеличение плоскостей сколжения очагов возникновения и развития пластической деформации и, как следствие, уменьшение сопротивления деформации,
Целесообразно наносить уплотнительHbie канавки 5 по синусоиде без пересечения так, чтобы канавка 5 обходила всю поверхность по винтовой линии 6, В этом случае общая длина канавок 5 0,5-1,0 км, . а относительная площадь, занятая канавкми 5, 50%.
При работе засыпного аппарата, когда конус 3 поднимается, абразивные и металлические частицы колошникового газа попадают в первые же встречающиеся на их пути канавки5, играющие роль ловушек. Таким образом, износ локализуется. Попадание мелких частичек шихты в канавки 5 конуса 3 и чаши 1 способствует повышению плотности контакта и, в сёою очередь, повышает стойкость -контактных поверхностей, так как дальнейший износ происходит за счет контакта абразив по абразиву .
Применение виброобкатывания в 1,52,0 раза уменьшает ползучесть контактных поверхностей за счет значительного уменьшения поверхностных напряжений и увеличения твёрдости до 400-500 ИВ что повышает долговечность засыпного аппарата и обеспечивает его работу при повышенном давлении на колошнике до 3-5 атм,
Формула изобретен ия
Засыпной аппарат доменной печи, содержащий конус и чашу с контактными поверхностями, имеющими наплавку из износостойкого материала и уплотнительные канавки, отличающийся тем, что, с целью повышения стойкости аппарата, канавки выполнены в виде синусоиды по винтовой линии, причем отношения толщины -наплавленного слоя к глубине канавок и площади, занятой канавками, к обшей площади контактных поверхностей равны 100-200 и 1/32/3 соответственно.
Источники информации, принятые во внимание при экспертизе:
1,Патент США № 3206181, кл. 266-27, 1965.
2,Патент Японии № 49-6446, кл. 10А524, 1974.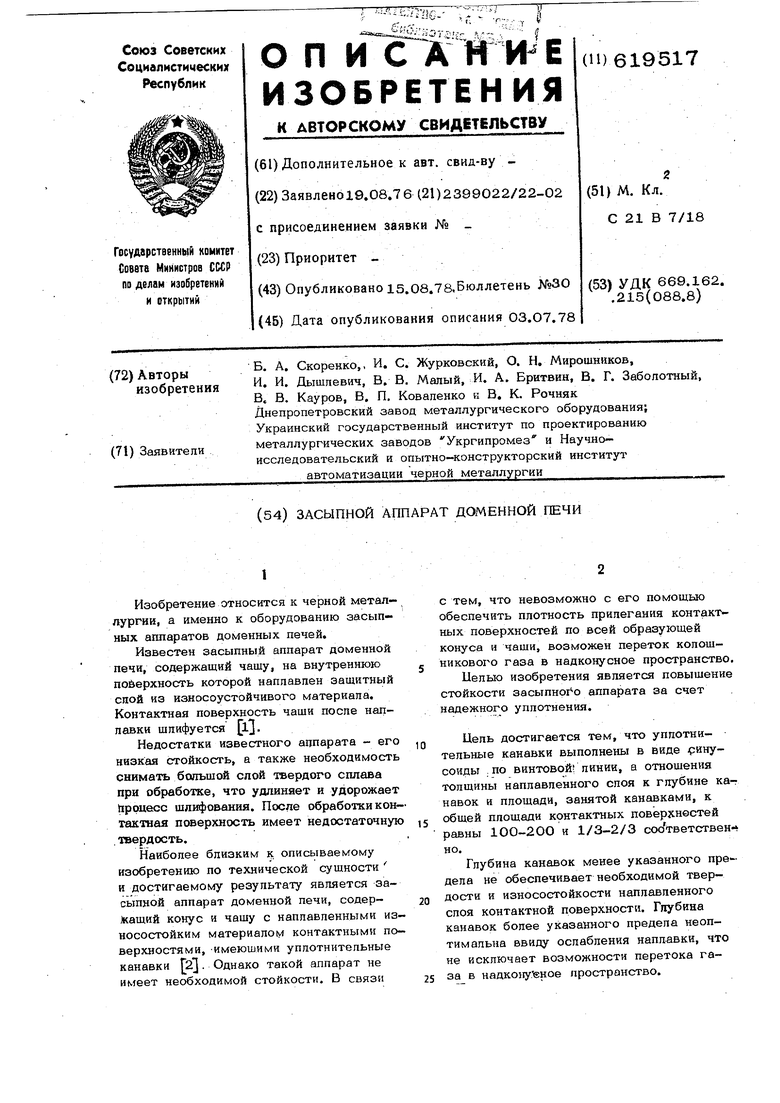
| название | год | авторы | номер документа |
|---|---|---|---|
| Засыпной аппарат доменной печи | 1976 |
|
SU585215A1 |
| Способ изготовления конусного засыпного аппарата доменной печи | 1987 |
|
SU1541268A1 |
| Способ повышения стойкости засыпного аппарата доменной печи | 1979 |
|
SU854994A1 |
| Способ дуговой наплавки конусов и чаш загрузочных устройств | 1990 |
|
SU1763121A1 |
| Способ дуговой многослойной наплавки | 1988 |
|
SU1608026A1 |
| ЗАСЫПНОЙ АППАРАТ ДОМЕННОЙ ПЕЧИfj \f'r-^-^):f^fe^i-rbitvr | 1971 |
|
SU297681A1 |
| Засыпной аппарат доменной печи | 1987 |
|
SU1509406A1 |
| Засыпной аппарат доменной печи | 1983 |
|
SU1122699A1 |
| Засыпной аппарат доменной печи | 1983 |
|
SU1092179A1 |
| ЗАСЫПНОЙ АППАРАТ ДОМЕННОЙ ПЕЧИ | 1991 |
|
RU2023011C1 |