Скорость вращения изделия, V, об/мин2
Скорость вращения круга, V«, об/мин1500
Подача круга по образующей, S к, мм/мин4
Глубина шлифования (предварит.),
tx, мм/ход0,2-0,1
Глубина шлифования (чистового),
Ц,, мм/ход0,1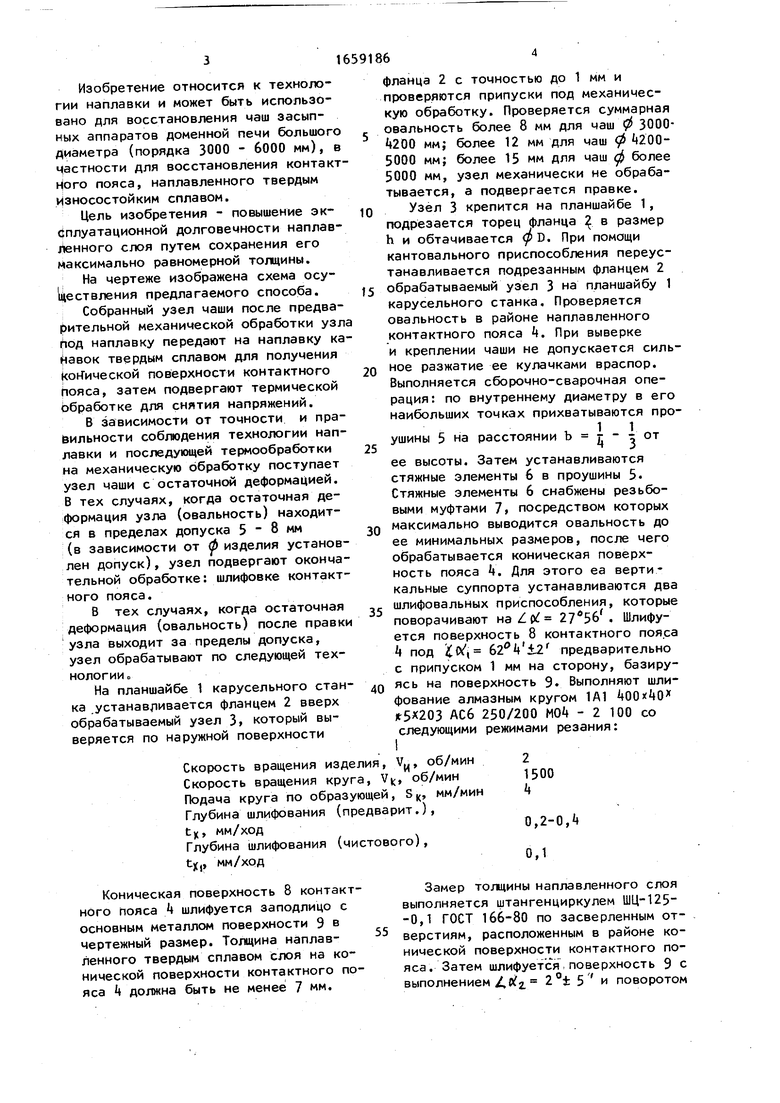
| название | год | авторы | номер документа |
|---|---|---|---|
| Засыпной аппарат доменной печи | 1976 |
|
SU619517A1 |
| Способ изготовления конусного засыпного аппарата доменной печи | 1987 |
|
SU1541268A1 |
| СПОСОБ НАПЛАВКИ ДЕТАЛЕЙ | 1969 |
|
SU239463A1 |
| Способ дуговой наплавки конусов и чаш загрузочных устройств | 1990 |
|
SU1763121A1 |
| Способ повышения стойкости засыпного аппарата доменной печи | 1979 |
|
SU854994A1 |
| Способ дуговой многослойной наплавки | 1988 |
|
SU1608026A1 |
| Засыпной аппарат доменной печи | 1985 |
|
SU1320230A1 |
| Засыпной аппарат доменной печи | 1978 |
|
SU735637A1 |
| Способ изготовления засыпного аппарата доменной печи | 1988 |
|
SU1583446A1 |
| Засыпной аппарат доменной печи | 1981 |
|
SU977502A1 |
Изобретение относится к наплавке и может быть использовано для восстановления внутренних конических поверхностей, чаш засыпных аппаратов доменной печи диаметром 3000-6000 мм, в частности для восстановления контактного пояса.Цель изобретения - повышение эксплуатационной долговечности наплавленного слоя за счет сохранения его максимально равномерной толщины. После наплавки изношенной внутренней конической контактной поверхности k чаши, перед ее окончательной механической обработкой внутри чаши на расстоянии b (1/4-1/3) высоты чаши от ее верхней плоскости жестко устанавливают проушины 5. Стяжные элементы 6, установленные в проушины, снабжены резьбовыми муфтами 7, посредством которых максимально выводит ся овальность. После механической обработки конической контактной поверхности k толщина наплавленного твердым сплавом слоя получается одинаковой. I з.п. ф-лы, 1 ил. i
Коническая поверхность 8 контактного пояса 4 шлифуется заподлицо с основным металлом поверхности 9 в чертежный размер. Толщина наплавленного твердым сплавом слоя на конической поверхности контактного пояса 4 должна быть не менее 7 мм.
Замер толщины наплавленного слоя выполняется штангенциркулем ШЦ-125- -0,1 ГОСТ 166-80 по засверленным отверстиям, расположенным в районе конической поверхности контактного пояса. Затем шлифуется поверхность 9 с выполнением/.tfj. 2°± 5 и поворотом
суппорта на 2J# 29°5б . Поверхйость 10 - округление по радиусу R40, растачивается проходным резцом Т5К10 2102-0085 ГОСТ 18877-73 с последующим шлифованием этой поверхности алмазным кругом (подача ручная). В той же последовательности обрабатывается поверхность 11 с поворотом суппорта наф/$ „
После механической обработки снимаются стяжные элементы 6, затем огнем срезаются проушины 5 заподлицо с основным металлом, зачищаются места среза проушин шлифовальной машинкой.
После шлифовки внутренней конической контактной поверхности пояса 4 отверстия ф 8-10 мм завариваются электродами УОНИ 13/55 03. Режим
.. -г Л Л 1 1 П Л ЈГ. . «.
10
15
максимальную толщину наплавленног слоя, за счет чего повышается дол вечность наплавленной поверхности
Формула изобретен
90-120 А, а общий объем 20 ной толщины, перед окончательной
VCB 18 см3. Слесарным
сварки: ce - сварного шва путем при помощи шлифовальной машинки зачищают заваренные места отверстий заподлицо с основным металлом.
Углы поворота суппорта (, Ы1, fb выбираются в зависимости от обрабатываемого диаметра чаши„
Использование предложенного способа обработки позволяет сохранить
механической обработкой внутри ча в местах наибольшей овальности ус танавливают стяжку, посредством к торой выбирают овальность. 25 2. Способ по п. отлича ющийся тем, что стяжку внут чаши закрепляют на расстоянии 1/4 1/3 высоты чаши от ее верхней пло кости.
максимальную толщину наплавленного слоя, за счет чего повышается долговечность наплавленной поверхности.
Формула изобретения
| Тылхин М.А.: Справочник тер- мисто-ремонтной службы | |||
| М.: Металлургия, 1981, с | |||
| Устройство для питания цепи накала катодного генератора | 1924 |
|
SU576A1 |
| ( СПОСОБ ОБРАБОТКИ ВНУТРЕННЕЙ КОНИЧЕСКОЙ ПОВЕРХНОСТИ ЧАШИ ЗАСЫПНОГО АППАРАТА ДОМЕННОЙ ПЕЧИ | |||
