Изобретение относится к сварочному производству, а именно, k спЪсобам упрочнения рабочих поверхностей наплавкой. ;
В процессе эксплуатации загрузочч ных устройств доменных печей на контактных поверхностях запорных элементов (конусов и чаш) за счет газоаб- : разивного износа (продува) появляет ся рельеф, ухудшающий условия кон- ;. тактных запорных элементов. Их рейойт сопровождается значительными затратами, требует остановки доменной печи.
Важным требованием, которое предъявляется к наплавленному металлу контактных поясов кбнуса и чаши, является .постоянство износостойкости по всей наплавленной поверхности (однородность). Между тем, природа наплавки высбкрлегйрованных сплавов такова, что в наплавленном слое, состоящем из множества валиков, образуются гетерогенные зоны с разной ориентацией, морфологией и составом износостойкой фазы и матрицы сплава.
Конус и чашу Можно наплавить, применив Наплавку отдельными заликами
4 О Ы
Ю
3176
по кольцу. Недостатком этого процесса наплавки является низкое качество наплавленного слоя из-за возможности его отколов от основного металла из- за отсутствия автоподогрева.
Известен способ широкослойной наплавки контактных поясов колеблющимся или расщепленным электродом, позволяющий повысить однородность наплавлен- ного слоя. В этих условиях образуется сварочная ванна больших размеров и скорость охлаждения при ее затвердевании небольшая, что. способствует образованию графита в сплаве, раст- ворению упрочняющей фазы в матрице и, как следствие, к снижению износостойкости наплавленного слоя.
Наиболее близким по сущности и достигаемому эффекту является способ строчной наплавки контактных поясов с возвратно-поступательным перемеще- нием электрода вдоль образующей детали.
Из-за нестабильного качества по длине порошковой ленты (непостоянство коэффициента заполнения, просыпания шихты, ее неоднородности и др.) достаточно небольшого участка плохой ленты, чтобы сформировать участок контактного пояса с низкими служебными характеристиками. Эта зона пояса будет наиболее подвержена продуву, что приведет к выходу из строя засыпного аппарата.
Строчная наплавка контактного пояса конуса или чаши прямолинейными швами, сориентированными вдоль образующей изделия, обеспечивает автоподогрев наплавляемой поверхности, что предотвращает отколы наплавленного слоя. Однако такая ориентация швов является благоприятной для образования продувов. Пто связано с тем, что при использовании для наплавки порошь ковой ленты из-за высыпания шихты, неоднородности ее состава по длине ,. электрода могут быть наплавлены поперек контактного пояса отдельные строчки с низкими служебными характеристи- ками. Продувам способствует также неоднородность наплавленного слоя в поперечном относительно шва сечении из-за особенностей процесса дуговой наплавки.
Устранить этот недостаток, повысив тем самым качество наплавленного слоя, можно, осуществив строчную наплавку швами в виде параллельных дуг,
n
5 о
л с «
5
5
214
размеры которых регламентируются отношением стрелки дуги к ее хорде, равным 0,05...0,3. Тогда на пути продува вместо одного будут расположены 2...5 валиков наплавленного металла, что сводит к минимуму возможность продува из-за дефектов ленты на отдельных ее участках.
Изменением при многослойной наплавке контактного пояса в каждом последующем слое положения дуговых швов на противоположное, симметрично относительно швов предыдущего слоя, обеспечивается снижение неравномерности высоты наплавки по поверхности упрочненного слоя и в еще большей степени устраняется возможность продувов в области контактного пояса.
Цель изобретения - повышение качества наплавленного слоя и срока службы изделия.
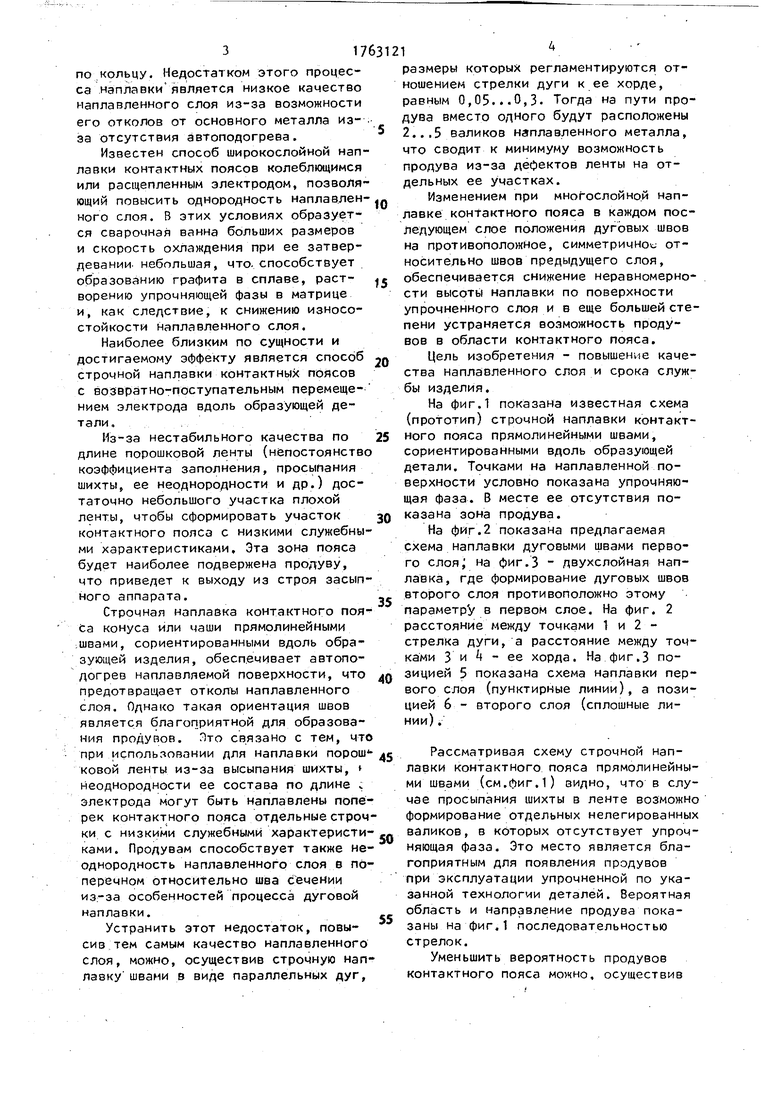
На фиг.1 показана известная схема (прототип) строчной наплавки контактного пояса прямолинейными швами, сориентированными вдоль образующей детали. Точками на наплавленной поверхности условно показана упрочняющая фаза. В месте ее отсутствия показана зона продува.
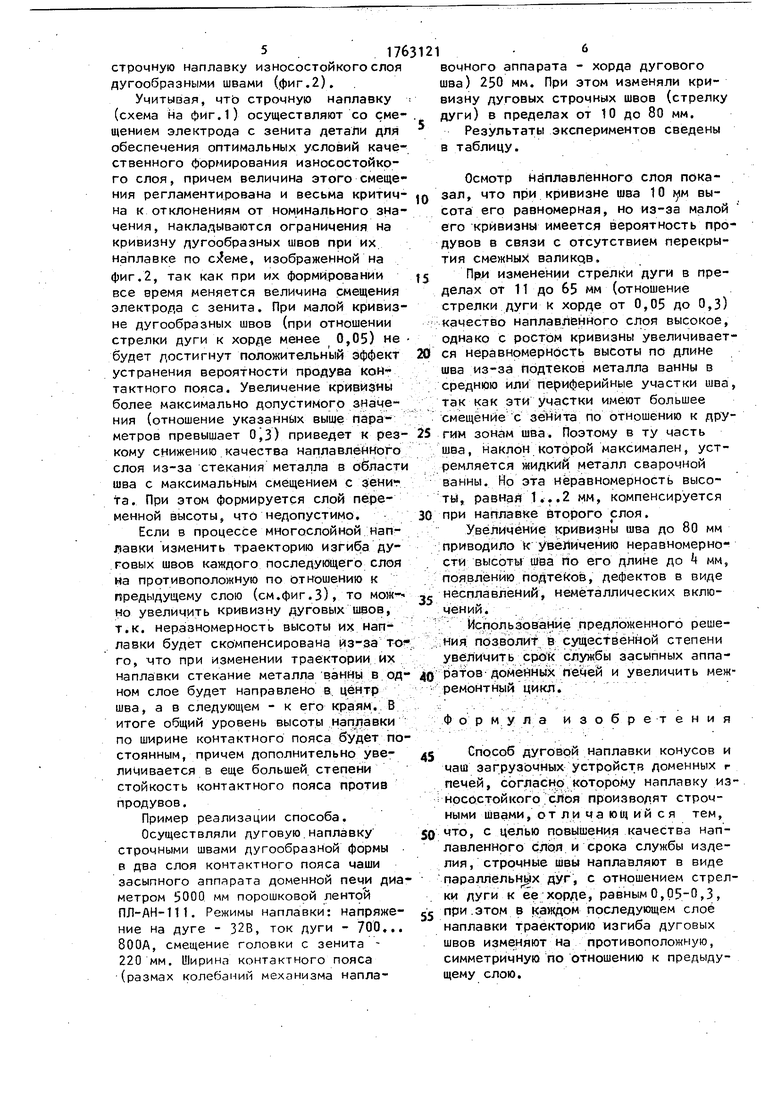
На фиг.2 показана предлагаемая схема наплавки дуговыми швами первого слоя на фиг.З - двухслойная наплавка, где формирование дуговых швов второго слоя противоположно этому параметру в первом слое. На фиг. 2 расстояние между точками 1 и 2 - стрелка дуги, а расстояние между точками 3 и 1 - ее хорда. На фиг.З позицией 5 показана схема наплавки первого слоя (пунктирные линии), а позицией 6 - второго слоя (сплошные линии) .
Рассматривая схему строчной наплавки контактного пояса прямолинейными швами (см.фиг.1) видно, что в случае просыпания шихты в ленте возможно формирование отдельных нелегированных валиков, в которых отсутствует упрочняющая фаза. Это место является благоприятным для появления продувов при эксплуатации упрочненной по указанной технологии деталей. Вероятная область и направление продува показаны на фиг.1 последовательностью стрелок.
Уменьшить вероятность продувов контактного пояса можно, осуществив
строчную наплавку износостойкого слоя дугообразными швами (фиг.2).
Учитывая, что строчную наплавку (схема на фиг.1) осуществляют со смещением электрода с зенита детали для обеспечения оптимальных условий качественного формирования износостойкого слоя, причем величина этого смещения регламентирована и весьма критична к отклонениям от номинального значения, накладываются ограничения на кривизну дугообразных швов при их наплавке по , изображенной на фиг.2, так как при их формировании все время меняется величина смещения электрода с зенита. При малой кривизне дугообразных швов (при отношении стрелки дуги к хорде менее 0,05) не будет достигнут положительный эффект устранения вероятности продува контактного пояса. Увеличение кривизны более максимально допустимого значения (отношение указанных выше паравочного аппарата - хорда дугового шва) 250 мм. При этом изменяли кри визну дуговых строчных швов (стрел дуги) в пределах от 10 до 80 мм.
Результаты экспериментов сведен в таблицу.
Осмотр наплавленного слоя пока JQ зал, что при кривизне шва 10 мм вы сота его равномерная, но из-за мал его кривизны имеется вероятность п дувов в связи с отсутствием перекр тия смежных валиков.
15 При изменении стрелки дуги в пр делах от 11 до 65 мм (отношение стрелки дуги к хорде от 0,05 до 0, качество наплавленного слоя высоко однако с ростом кривизны увеличива 20 ся неравномерность высоты по длине шва из-за подтеков металла ванны в среднюю или периферийные участки ш так как эти участки имеют большее смещение с зенита по отношению к д
метров превышает 0,3) приведет к рез- 25 гим зонам шва. Поэтому в ту часть
вочного аппарата - хорда дугового шва) 250 мм. При этом изменяли кривизну дуговых строчных швов (стрелку дуги) в пределах от 10 до 80 мм.
Результаты экспериментов сведены в таблицу.
Осмотр наплавленного слоя пока- зал, что при кривизне шва 10 мм высота его равномерная, но из-за малой его кривизны имеется вероятность продувов в связи с отсутствием перекрытия смежных валиков.
5 При изменении стрелки дуги в пределах от 11 до 65 мм (отношение стрелки дуги к хорде от 0,05 до 0,3) качество наплавленного слоя высокое, однако с ростом кривизны увеличивает- 0 ся неравномерность высоты по длине шва из-за подтеков металла ванны в среднюю или периферийные участки шва, так как эти участки имеют большее смещение с зенита по отношению к дру
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| Способ сварки кольцевых стыков | 1991 |
|
SU1757812A1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОЛУКАМЕР РЕЗИНОСМЕСИТЕЛЕЙ | 2003 |
|
RU2254968C1 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ обработки внутренней конической поверхности чаши засыпного аппарата доменной печи | 1987 |
|
SU1659186A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ИЗДЕЛИЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2004 |
|
RU2268121C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД ФЛЮСОМ НАРУЖНЫХ ИЛИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 2010 |
|
RU2410215C1 |
| Способ повышения стойкости засыпного аппарата доменной печи | 1979 |
|
SU854994A1 |
Использование: упрочнение наплавкой рабочих поверхностей деталей. Сущность изобретения: наплавку производят строчнымишвами в виде параллельных дуг Отношение стрелки дуги k ее хорде наХодитсй в предела х 0,05- 0,3. ГГри наплавке каждого последую- iuiero слоя траекторию изгиба дуговых швов изменяют на противоположную, симметричную по отношению к предыдущему слою. 3 ил., 1 табл.
кому снижению качества наплавленного слоя из-за стекания металла в области шва с максимальным смещением с зенита. При этом формируется слой переменной высоты, что недопустимо.
Если в процессе многослойной наплавки изменить траекторию изгиба дуговых швов каждого последующего слоя на противоположную по отношению к предыдущему слою (см.фиг.3), то можно увеличить кривизну дуговых швов, т.к. неравномерность высоты их наплавки будет скомпенсирована из-за то го, что при изменении траектории их наплавки стекание металла ванны в одном слое будет направлено в центр шва, а в следующем - к его краям. В итоге общий уровень высоты наплавки по ширине контактного пояса будет постоянным, причем дополнительно увеличивается в еще большей степени стойкость контактного пояса против продувов.
Пример реализации способа.
Осуществляли дуговую наплавку строчными швами дугообразной формы в два слоя контактного пояса чаши засыпного аппарата доменной печи диаметром 5000 мм порошковой лентой ПЛ-АН-111. Режимы наплавки: напряжение на дуге - 32В, ток дуги - 700... 800А, смещение головки с зенита - 220 мм. Ширина контактного пояса (размах колебаний механизма наплашва, наклон которой максимален, устремляется жидкий металл сварочной ванны. Но эта неравномерность высоты, равная 1...2 мм, компенсируется
при наплавке второго слоя.
Увеличение кривизны шва до 80 мм приводило к увеличению неравномерности высоты шва по его длине до k мм, появлению подтеков, дефектов в виде
несплавлений, неметаллических включений.
Использование предложенного решения позволит в существенной степени увеличить срок службы засыпных аппаратов доменных печей и увеличить межремонтный цикл.
Формула изобретения
Способ дуговой наплавки конусов и чаш загрузочных устройств доменных г печей, согласно которому наплавку износостойкого слоя производят строчными швами, отличающийся тем,
чт° с Целью повышения качества наплавленного слоя и срока службы изделия, строчные швы наплавляют в виде параллельных дуг, с отношением стрелки дуги к ее хорде, равным 0,05-0,3 ,
при этом в каждом последующем слое наплавки траекторию изгиба дуговых швов изменяют на противоположную, симметричную по отношению к предыдущему слою.
10
11
)0 65
80
0, 0,05
0,18 0,3
0,36
Г
I;
:
V
4 I
9
1
/i
Л
J
ft
%
:fc
. Г
.
V;й
V
г
f
Ґ
I
й
т
it .
i
feS
и:
ПР
к
и
Малая кривизна шва. Имеется вероятность продувов.
Швы перекрывают друг друга из-за их дугообразности. Наплавленный слой равномерной высоты.
То же
То-же. Неравномерность высоты наплавки по длине валиков 1...2 мм, которая компенсируется при наплавке второго слоя.
Высокая неравномерность высоты наплавки, достигающая мм, наличие дефектов в наплавленном слое.
If&GltrfOpU $0$MOWr&t&
йл,3
| Сторожин Д.А, и др | |||
| Изготовление и эксплуатация загрузочных устройств доменных печей | |||
| -И.: Металлургия, 1973, С.239-21Й, pMc«l87V 189 | |||
| Юзвенко Ю.А | |||
| и др | |||
| Газоабразивная износостойкость никелькарбидхромово- го сплава, предназначенного Для нэп- .лавки конусов и чаш доменных печей J кн.: Теоретические и технологи- ; ческиё основы наплавки | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Е.О.Патона, f$80s с.86-88 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Киев : ИЭС, 1979 | |||
| .; | |||
