направления матриц 4 и 5, механизм 6 подачи заготовок в зону обработки, механизм загрузки, механизм центрирования (МЦ) заготовок и механизм 9 сброса. Механизм 6 подачи имеет загрузочный лоток с двумя ручьями 10 и 11, распределитель 12 потока и приемные призмы 15 и 16. МЦ имеет калибрующие оправки, взаимодействующие с цилиндрами, несущими толкатели. Длина оправок зависит от длины заготовки. Рычаг 17 устанавливает заготовки над опорами. Калибрующие оправки входят
1
Изобретение относится к обработке металлов давлением, а точнее к устройствам для обработки полых и5делий типа втулок.
Цель изобретения - повышение производительности и качества обработки
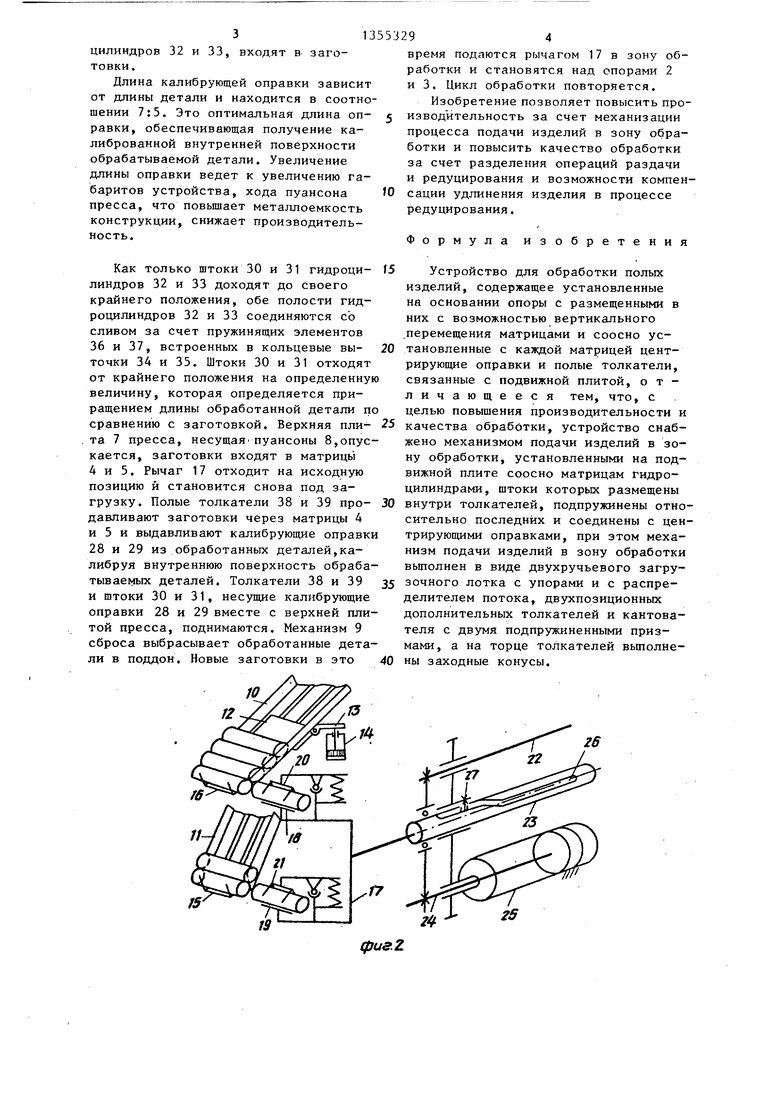
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - механизм подачи изделий в зону обработки; на фиг. 3 - пуансоны.
Устройство содержит основание 1 с установленными на нем опорами 2 и 3, внутри которых размещены с возможностью вертикального перемещения матрицы 4 и 5, и механизмы 6 подачи изделий в зону обработки. Над ocHoak- нием смонтирована подвижная плита 7, на которой соосно матрицам установлены пуансоны 8, а под основанием - механизм 9 сброса. Механизм 6 подачи включает загрузочный лоток с двумя ручьями 10 и 11, распределитель 12 потока, имеющий форму фланца и закрепленный на Г-образном рычаге 13, управляемом пневмоцилнндром 14, упоры в виде приемных призм 15 и 16, выполненные в виде сегмента, на внутренней поверхности которого расположены трапециевидные направляющие, двухпози- ционный кантователь в виде разнопле- чего рьгаага 17 с неподвижными направляющими 18 и 19 и шарнирно установленными подпружиненными пружинами 20 и 21, три взаимосвязанные параллельные штанги 22 - 24, встроенный пневмоци- линдр 25. Штанга 23 имеет изогнутый направляющий паз 26, взаимодействуюв заготовки. Как только штоки гидроцилиндров доходят до своего крайнего положения. МЦ (8) опускается. Заготовки входят в матрицы 4 и 5. Рычаг 17 отходит на исходную позицию под загрузку. Толкатели продавливают заготовки через матрицы 4 и 5 и выдавливают оправки из обработанных заготовок, калибруя внутреннюю поверхность. Толкатели и штоки заготовок несущие оправки, поднимаются. Механизм 9 сброса выбрасывает обработанные заготовки в поддон. 3 ил.
щий с неподвижным вращающимся вокруг своей оси ползуном 27.
Пуансон 8 содержит центрирующие
оправки 28 и 29 на щтоках 30 и 31 гидроцилиндров 32 и 33, во внутренних кольцеобразных полостях 34 и 35 которых встроены пружинящие элементы 36 и 37. Корпусы гидроцилиндров несут полые толкатели 38 и 39 с заход- ными конусами 40 и 41 на торцовой рабочей поверхности.
Устройство работает следующим образом.
Детали по загрузочному лотку заполняют ручей 10, заготовка лежит в приемной призме 16, распределитель 12 потока, поворачиваясь вместе с Г-об- разным рычагом 13 за счет пневмо- цилиндра 14, пропускает по две детали в ручей 11, заготовка попадает в приемную призму 15. Дополнительные толкатели подают заготовки на направляющие 18 и 19 разноллечего рычага 17 кантователя. Шарнирно установленные подпружиненные призматические прижимы 20 и 21 ориентируют и прижимают заготовки к направляющим 18 и 19. Разноплечий рычаг 17 несет заготовки и поворачивает их в вертикальное положение за счет неподвижного ползуна 27, обкатывающего направляющий паз 26 при движении взаимосвязанных параллельных штанг 22-24 пневмоцилиндром 25. Рычаг 17 устанавливает заготовки над опорами 2 и 3. Центрирующие оправки 28 и 29, связанные со штоками 30 и 31 гидро
цилиндров 32 и 33, входят в заготовки .
Длина калибрующей оправки зависит от длины детали и находится в соотношении 7:5. Это оптимальная длина оправки, обеспечивающая получение калиброванной внутренней поверхности обрабатываемой детали. Увеличение длины оправки ведет к увеличению габаритов устройства, хода пуансона пресса, что повьпяает металлоемкость конструкции снижает производительность.
Как только штоки 30 и 31 гидроцилиндров 32 и 33 доходят до своего крайнего положения, обе полости гидроцилиндров 32 и 33 соединяются со сливом за счет пружинящих элементов 36 и 37, встроенных в кольцевые выточки 34 и 35. Штоки 30 и 31 отходят от крайнего положения на определенную величину, которая определяется приращением длины обработанной детали по сравнению с заготовкой. Верхняя пли- та 7 пресса, несущая пуансоны 8,опускается, заготовки входят в матрицы 4 и 5. Рычаг 17 отходит на исходную позицию и становится снова под загрузку. Полые толкатели 38 и 39 про- давливают заготовки через матрицы 4 и 5 и выдавливают калибрующие оправки 28 и 29 из обработанных деталей,калибруя внутреннюю поверхность обрабатываемых деталей. Толкатели 38 и 39 и штоки 30 и 31, несущие калибрующие оправки 28 и 29 вместе с верхней плитой пресса, поднимаются. Механизм 9 сброса выбрасывает обработанные детали в поддон. Новые заготовки в это
5
0
5 0 5 0
время подаются рычагом 17 в зону обработки и становятся над опорами 2 и 3. Цикл обработки повторяется.
Изобретение позволяет повысить производительность за счет механизации процесса подачи изделий в зону обработки и повысить качество обработки за счет разделения операций раздачи и редуцирования и возможности компенсации удлинения изделия в процессе редуцирования.
Формула изобретения
Устройство для обработки полых изделий, содержащее установленные на основании опоры с размещенными в них с возможностью вертикального .перемещения матрицами и соосно установленные с каждой матрицей центрирующие оправки и полые толкатели, связанные с подвижной плитой, отличающееся тем, что, с целью повышения производительности и качества обработки, устройство снабжено механизмом подачи изделий в зону обработки, установленными на подвижной плите соосно матрицам гидроцилиндрами, штоки которых размещены внутри толкателей, подпружинены относительно последних и соединены с центрирующими оправками, при этом механизм подачи изделий в зону обработки выполнен в виде двухручьевого загрузочного лотка с упорами и с распределителем потока, двухпозиционных дополнительных толкателей и кантователя с двумя подпружиненными призмами, а на торце толкателей выполнены заходные конусы.
/О
12
26
/«
25
фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| Автооператор | 1969 |
|
SU344701A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| Автоматический станок с гидравлическим приводом для клеймения | 1960 |
|
SU141406A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1247230A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |
| Автоматизированный комплекс | 1990 |
|
SU1808644A1 |

Изобретение относится к холодной обработке металлов давлением, а именно к устройствам для обработки втулок, поршневых пальцев, и позволяет производить одновременно операции редуцирования и калибровки. Цель изобретения - повышение производительности и качества обработки. Устройство имеет основание 1 с установленными на нем опорами 2 и 3 для (Л
| Штамп для дорнования и редуцированияпОлыХ издЕлий | 1979 |
|
SU827219A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
