gjue.J
Изобретение относится к способам обработки материалов резанием комбинированными инструментами при кинематическом дроблении стружки и может быть использовано в машиностроении.
Цель изобретения - повышение производительности при обеспечении требуемой степени измельчения стружки.
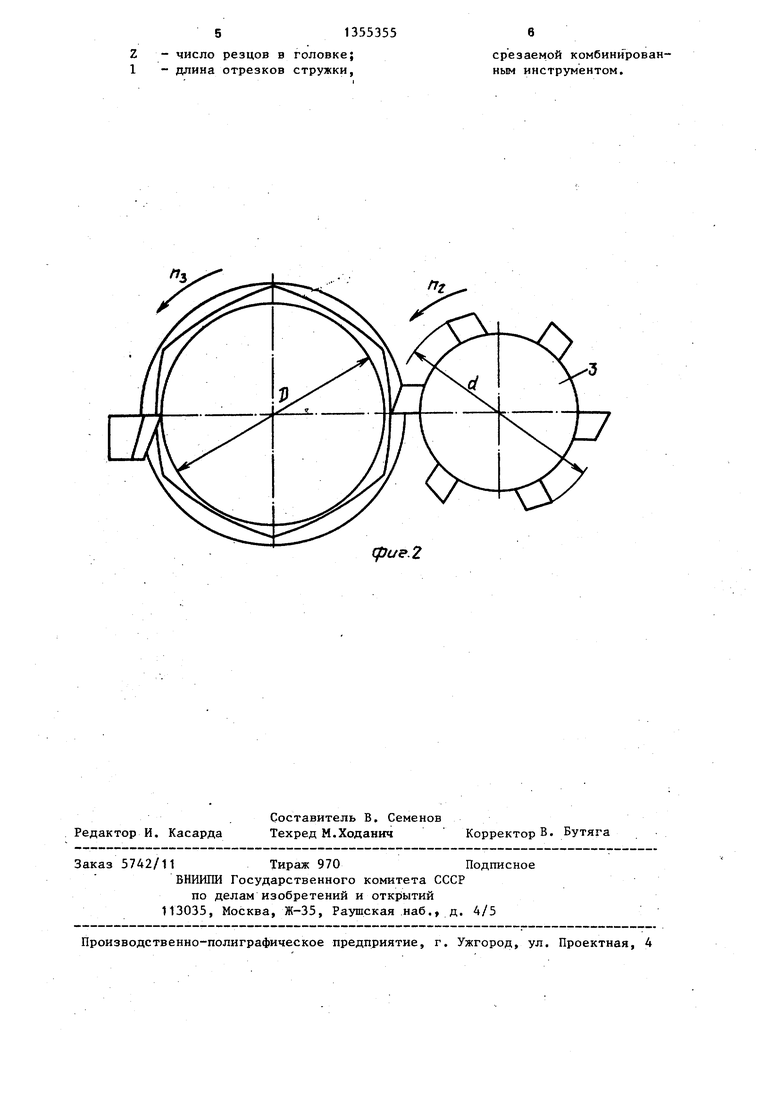
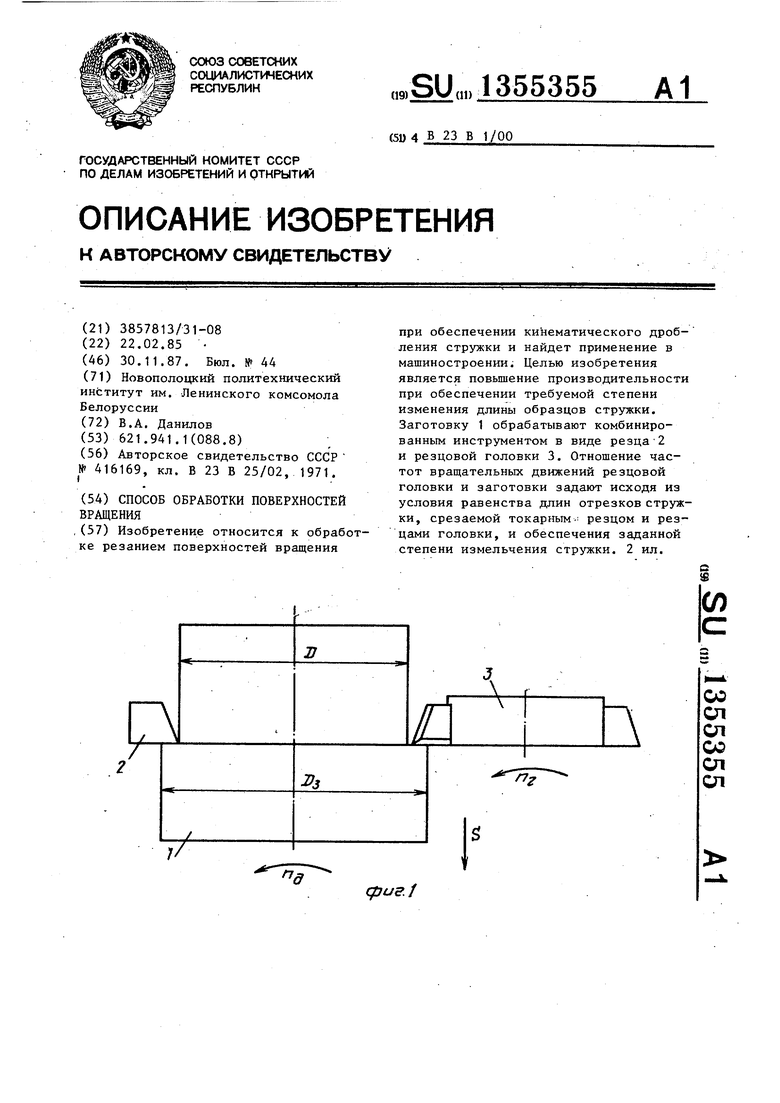
На фиг. 1 изображены взаимное расположение заготовки и комбинированного инструмента и сообщаемые им движения, вид в плане; на фиг. 2 - то же, вид сбоку.
Заготовку 1 обрабатывают комбинированным инструментом в виде токарного резца 2 и резцовой головки З.В процессе обработки заготовке и резцовой головке сообщают вращательные движения вокруг параллельных осей. Одновременно комбинированному инструменту сообщают движение подачи S вдоль заготовки.
Отношение частот вращательных движений резцовой головки и заготовки задают исходя из условия равенства длин отрезков стружки, срезаемой токарным резцом и резцами головки, и обеспе чения заданной степени измельчения стружки по соотношению
1 7/
TiDs К
1-Z
где X
П2
П
3
Пл п,
1
отношение частот вращений резцовой головки и заготовки;
частота вращения резцовой головки;
частота вращения заготовки;диаметр заготовки;
-коэффициент укорочения стружки, который определяется экспериментально
-число резцов в головке;
-длина отрезцов струж ки, срезаемой комбинированны инструментом.
Зависимость для определения передаточного отношения 1 получена следующим образом.
При сообщении заготовки 1 и резцовой головке 3 вращений резцы головки перемещаются относительно заготовки по циклоидальным кривым, пересекающим поперечное сечение заготовки и формирующим его в виде многоугольника с криволинейными сторонами (фиг. 2), Тем самым обеспечивается дробление
стружки, срезаемой головкой 3, и создаются условия для надежного дробления стружки токарным резцом 2, формирующим заданную поверхность с диаметром D .
Каждый из резцон головки за время контакта с заготовкой срезает с нее стружку, максимальная длина которой (фиг.2) выражается равенством
1 -
где DJ - диаметр заготовки.
Следовательно, при заданных D,, Z и К необходимая степень измельчени я стружки головкой достигается, если
i Ili п.
Разделение стружки, срезаемой токарным резцом, на отдельные отрезки происходит в моменты, соответствующие минимумам глубины резания. Позто- у максимальная длина каждого из этих отрезков (фиг. 2) равна
1 „
где D - диаметр обработанной поверхности.
Необходимая степень измельчения стружки токарным резцом достигается при
35
1 /
77D К- 1Z
Так как диаметры заготовки Da и обработанной поверхности D отличаются
40 незначительно, то отрезки стружки, срезаемые головкой и токарным резцом, имеют практически одинаковую длину, а отношение частот вращения резцовой головки и заготовки выражается зави45 симостью
1
П1
7D К 1Z
Скорость резания V для резцовой головки равна сумме окруясных скоростей заготовки и резцов, т.е.
V, JT dn +. 7Г Dn ,,,
или
55
V, irdn, (d i +D) .
1
Поэтому частота вращения заготовки при обработке резцовой головкой выражается зависимостью
Vi
T/(d i +D)
Скорость резания для токарного резца Vj TTDnj. Поэтому n,V ДВ. При настройке задают меньшее из значений пи п. Значения скоростей V. и V и. подачи S принимают по нор 7
мативам режимов резания.
Пример. Исходные данные: диаметр заготовки DJ 312 мм; диаметр обработанной поверхности D 300 мм; материал заготовки - нержавеющая сталь 1Х18Н10Т; оборудование - токар- ный станок,оснащенный комбинированным инструментом - токарным призматическим резцом и резцовой головкой диаметром d 160 мм, с восьмью резцами (Z 8). Ось вращения головки уста- навливают параллельно оси заготовки. По нормативам режимов резания принимаются: материал режущей части резцов - тверт.ый сплав ВК8; скорость резания резцовой головкой V 81 м/мин токарным резцом - V 52 м/мин; подача S 1,0 мм/об заготовки.
Определяют отношение частот вращения резцовой головки и заготовки
1 .
JT-312. 0,75 100-8
Принимается .
Расчетное значение частот вращения заготовки при обработке резцовой го- „
ловкой
81
У (0,16. 14- 0,3l2-f ° Расчетное значение частоты вращения заготовки для токарного резца
52
п, .
Я -0,312
53 об/мин.
Из двух расчетных значений прини- мается меньшее, т.е. п 53 об/мин. Ближайшее к нему значение частоты вращения щпинделя станка равно 50 об/мин, поэтому настраивают п, 50 об/мин. Так как i 1, то наст- раивают частоту вращения головки HU 50 об/мин.
Профиль поверхности, обработанной резцовой головкой при i 1 HZ 8, ограничен восьмью дугами окружности, радиус которой равен сумме радиусов .резцовой головки и заданной поверхности, т.е. 230 мм. Токарным резцом
0
5 0 5
0
Q
g
обрабатывается заданная поверхность диаметром 300 мм.
Толщина слоя металла, срезаемого резцами головки, плавно изменяется от 0,5 до 5.5 мм, а токарным резцом - от 0,5 до 5,0 мм на длине 120 мм, благодаря чему обеспечивается надежное дробление стружки, срезаемой комбинированным инструментом. С учетом усадки длина отдельных элементов стружки не превышает 90 мм.
Плавное изменение толщины слоя металла, срезаемого токарньм резцом и резцами головки, обеспечивается.вследствие параллельного расположения осей головки и загбтовки. При таком расположении осей, резцовой головкой удаляется примерно половина слоя металла, срезаемого в процессе обработки комбинированным инструментом, что не имеет место в известном способе. Благодаря этому при той же нагрузке на резец создается возможность примерно вдвое увеличить подачу, а следовательно, -технологическую производительность .
Формула изобретения
Способ обработки поверхностей вращения комбинированным инструментом в виде токарного резца -и непрерывно вращающейся вокруг своей оси резцовой головки при сообщении заготовке вращения, а комбинированному инструменту - движения подачи, отличающийся тем, что, с целью повьппе- ния производительности при обеспечении требуемой степени измельчения стружки, вращательные движения резцовой головки и заготовки осуществляют вокруг параллельных осей, а отношение их частот настраивают из условия равенства длин отрезков стружки, срезаемой токарным резцом и резцами головки по соотношению 1 г
ТруК 1-Z
Пл
де 1 - - - отношение частот вра- щения резцовой головки и заготовки;
n,j, - частота вращения резцовой головки;
п - частота вращения заготовки;
DI - диаметр заготовки;
К - коэффициент укорочения стружки;
1355355
Z - число резцов в головке; 1 - длина отрезков стружки,
6
срезаемой комбини рован- ным инструментом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 2015 |
|
RU2603417C1 |
| Способ обработки поверхностей вращения | 1985 |
|
SU1355356A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ дробления стружки при ротационной обработке | 1986 |
|
SU1355363A1 |
| Способ ротационного течения | 1981 |
|
SU1017436A2 |
| КОМБИНИРОВАННАЯ ГОЛОВКА ДЛЯ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275990C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2019 |
|
RU2699469C1 |
| Способ механической обработки длинномерных нежестких деталей и устройство для его осуществления | 1988 |
|
SU1593780A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2021 |
|
RU2764449C1 |
| Способ обработки материалов сдРОблЕНиЕМ СТРужКи и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1979 |
|
SU806260A1 |
fl3
(рие.2
Редактор и. Касарда
Составитель В. Семенов
Техред М.Ходанич Корректор В. Бутяга
Заказ 5742/t1Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| 1971 |
|
SU416169A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
