Изобретение относится к обработке металлов резанием и может быть использовано в машиностроении, преимущественно для обработки цилиндричес- . ких деталей из вязких материалов.
Цель изобретения - повышение точности обработки.
На фиг. 1 изображены взаимное расположение обрабатываемой заготовки и резцовой.головки и сообщаемые им движения, сечение, перпендикулярное оси заготовки; на фиг. 2 - то же, вид в плане; на фиг. 3 - схема образования профиля обработанной поверхности.
Для обработки заготовки. 1 используют многорезцовую головку 2 с ради- ально расположенными резцами 3, которые оснащены многогранными или круглыми пластинками.
В процессе обработки заготовке 1 и резцовой головке 2 сообщают непрерывные вращательные движения вокруг своих геометрических осей 4 и 5 соответственно :
частотами п , и п ,
и
носительное движение подачи S вдоль оси заготовки. Движение подачи может сообщаться либо заготовке, либо резцовой головке.
Геометрическую ось 4 заготовки и ось 5 резцовой головки устанавливают в параллельных.плоскостях со смещением 1 под углом скрещивания tf, величину которого определяют по формуле
от- рс метру D этой окружности, а длина ма30
лой оси составляет D cos Cf.
Эллипс в наибольшей степени приближается к окружности диаметром d, если радиус его кривизны р в вершине, принадлежащей большой оси и соприкасающейся с данной окружностью, равен радиусу этой окружности, т.е. р d/2. Радиус кривизны р эллипса в указанной вершине равен jo , где а и b - соответственно большая и 35 малая полуоси эллипса. Тогда D d
(f arccos
где d - диаметр обработанной поверхности;D - диаметр резцовой головки.
Диаметр D резцовой головки радиальным перемещением резцов настраивают меньше диаметра заготовки, d на величину, минимальное значение которой равно толщине срезаемого слоя металла. Если на поверхности заготовки имеется твердый дефектный слой, то диаметр резцовой головки уменьшают дополнительно на толщину этого слоя и тем самым исключают возможность контакта вершин резцов с этим слоем, что повышает стойкость инструмента.
Угол tf между осями 4 и 5 настраивают путем поворота резцовой головки 2 вокруг оси 6, пересекающейся под. npHMbiMf углом с этими осями и проходя щей через плоскость, в которой расположены вершины резцов 3 головки. При этом при настройке угла q скрещивания осей по предлагаемой зависй
5
0
мости проекция окружности, на которой расположены вершины резцов, на плоскость, перпендикулярную оси 4 заготовки, предста вляет собой зллипс 7, радиус кривизны которого в точке контакта с обработанной поверхностью равен радиусу этой поверхности. Благодаря этому, а также тому, что диаметр резцовой головки меньше диаметра заготовки, вершины резцов 3 при вращении головки перемещаются по траекториям, которые на значительной своей длине мало отклоняются от заданной поверхности, что по сравнению с известным способом обеспечивает повышение точности обработки.
Предлагаемая зависимость для определения угла установки ц получена следующим образом.
Известно, что проекция окружности на расположенную к ней под углом д плоскость представляет собой эллипс, длина большой оси которого равна диаметру D этой окружности, а длина ма
лой оси составляет D cos Cf.
Эллипс в наибольшей степени приближается к окружности диаметром d, если радиус его кривизны р в вершине, принадлежащей большой оси и соприкасающейся с данной окружностью, равен радиусу этой окружности, т.е. р d/2. Радиус кривизны р эллипса в указанной вершине равен jo , где а и b - соответственно большая и малая полуоси эллипса. Тогда D d
f
Полагая, что D - диаметр резцовой головки, d - диаметр обработанной поверхности, получают искомую зависимость для определения угла (/ между осями резцовой головки и заготовки, расположенными в параллельных плос5
0
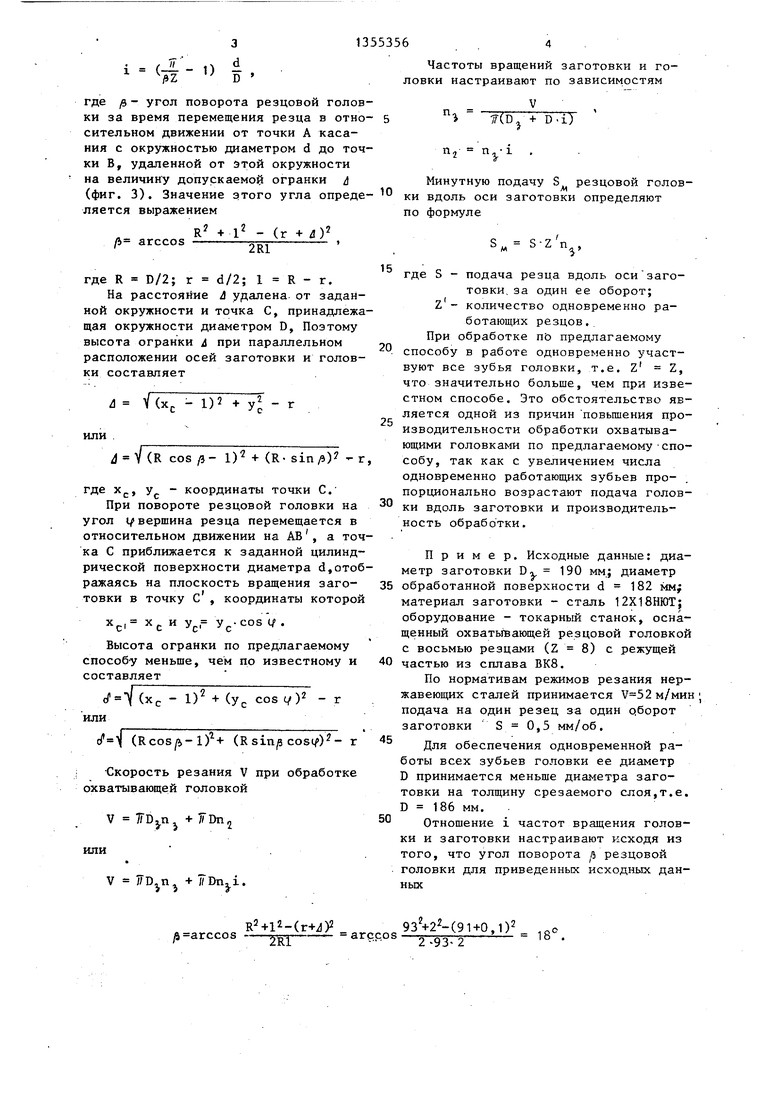
Поперечное сечение цилиндрической поверхности образуется в процессе обработки как огибающая множества кривых - траекторий вершин резцов головки относительно заготовки. При наличии в головке Z резцов за один оборот заготовки они образуют i Z кривых, где i - отношение угловьк скоростей резцовой головки и заготовки. Для обработки поверхности при допускаемом значении огранки . /J отношение i частот вращения резцовой головки и заготовки задают в соответствии с зависимостью
,77 ,-1 d Z - D
где /9 - угол поворота резцовой головки за время перемещения резца в относительном движении от точки А касания с окружностью диаметром d до точки В, удаленной от этой окружности на величину допускаемой огранки & (фиг. 3). Значение этого угла определяется выражением
R + 1 (г Ч- 4)2
/J arccos
где R D/2; г d/2; 1 R - г.
На расстояйие Л удалена от заданной окружности и точка С, принадлежащая окружности диаметром D, Поэтому высота огранки при параллельном расположении осей заготовки и головки составляет
или
J V(R cos - 1) + (R- sin) т,
где Х(., у - координаты точки С.
При повороте резцовой головки на угол (/вершина резца перемещается в относительном движении на АВ , а точка С приближается к заданной цилиндрической поверхности диаметра d,oTo6
ражаясь на плоскость вращения заготовки в точку С , координаты которой
Х, Xj.
или
Пример. Исходные данные: диаметр заготовки DO, 190 мм; диаметр 35 обработанной поверхности d 182 мм; материал заготовки - сталь 12Х18НЮТ; оборудование - токарный станок, оснащенный охватьтающей резцовой головкой с восьмью резцами (Z 8) с режущей 40 частью из сплава ВК8.
По нормативам режимов резания нержавеющих сталей принимается У 52м/мин; подача на один резец за один оборот заготовки S 0,5 мм/об. / (Rcos/i-l)+ (Rsin cosc/)- г 45 д,.,д обеспечения одновременной работы всех зубьев головки ее диаметр D принимается меньше диаметра заготовки на толщину срезаемого слоя,т.е. D 186 мм.
Отношение i частот вращения головки и заготовки настраивают исходя из того, что угол поворота /5 резцовой . головки для приведенных исходных дан- V + .ных
и У,, У,-соз ц .
Высота огранки по предлагаемому способу меньше, чем по известному и составляет
(/«у (хс - 1) + (У(, cos v) - г или
Скорость резания V при обработке охватывающей головкой
V + f Dnj
R2+l2(r+j)2
jj arccos2кр
Частоты вращений заготовки и головки настраивают по зависимостям
г
7Г(0 + D-i)
Hj n,L ,
Минутную подачу S резцовой головки вдоль оси заготовки определяют по формуле
SM
S-Z п
5
где S - подача резца вдоль оси заготовки, за один ее оборот; Z - количество одновременно работающих резцов. При обработке пь предлагаемому способу в работе одновременно участвуют все зубья головки, т.е. Z Z, что значительно больше, чем при известном способе. Это обстоятельство является одной из причин повышения производительности обработки охватывающими головками по предлагаемомуспособу, так как с увеличением числа одновременно работающих зубьев пропорционально возрастают подача головки вдоль заготовки и производительность обработки.
arc.c.os
(91+0,l)2
2-93-2
18
1) i D
51355356
.
а р тот
Угол между скрещивающимися осями головки и заготовки настраивают согласно зависимости
182 „ /„о То - .
(arccos V- arccos bg
Высота огранки обработанной поверхности составляет при этом
J -fUcos/i-D +CRsin/4 cost/) -г
Способ обработки поверхностей вращения резцовой головкой, согласно 15 которому последней и заготовке сооб З cos )-«-(93 sin 18 cos 8,4:)- «ают вращение и относительную подагчу, оси вращения резцовой головки и
заготовки устанавливают под углом и со
При параллельньж осях инструмента . смещением,о тличающийся тем, и заготовки обработанная поверхность 20 что,с целью повышения точности обработимеет значительно большую огранку
d l (Rcos/3-l)-«-(Rsin/))-г (93 cos l8°-2)-f(93sin 0,1 мм.
В процессе обработки сообщают заготовке вращение с частотой
52
п, -
V
/Ч J( ) J(0,19+0,186-0,25 70 об/мин;
6
а резцовой головке - вращение с частотой
п
2 nj,- i 70.0,25 17,5 об/мин, перемещение вдоль оси заготовки с подачей
у 0,5-8-70 280 мм/мин
10
S S-Z -n Формула изобретения
Способ обработки поверхностей вращения резцовой головкой, согласно которому последней и заготовке сооб«ают вращение и относительную подагчу, а оси вращения резцовой головки и
ки,диаметр траектории вершин резцов резцовой головки устанавливают меньше диаметра заготовки на величину, минимальное значение которой равно вели- 25 чине припуска, а угол между осями вращения резцовой головки и заготовки устанавливают по соотношению
(/
arccos ,
где d - диаметр заданной поверхности
вращения; D - диаметр резцовой головки.
Фиг 1
Фиг.д
Редактор И. Касарда
Составитель В, Семенов Техред М.Ходанич
Заказ 5742/11Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор В. Бутяга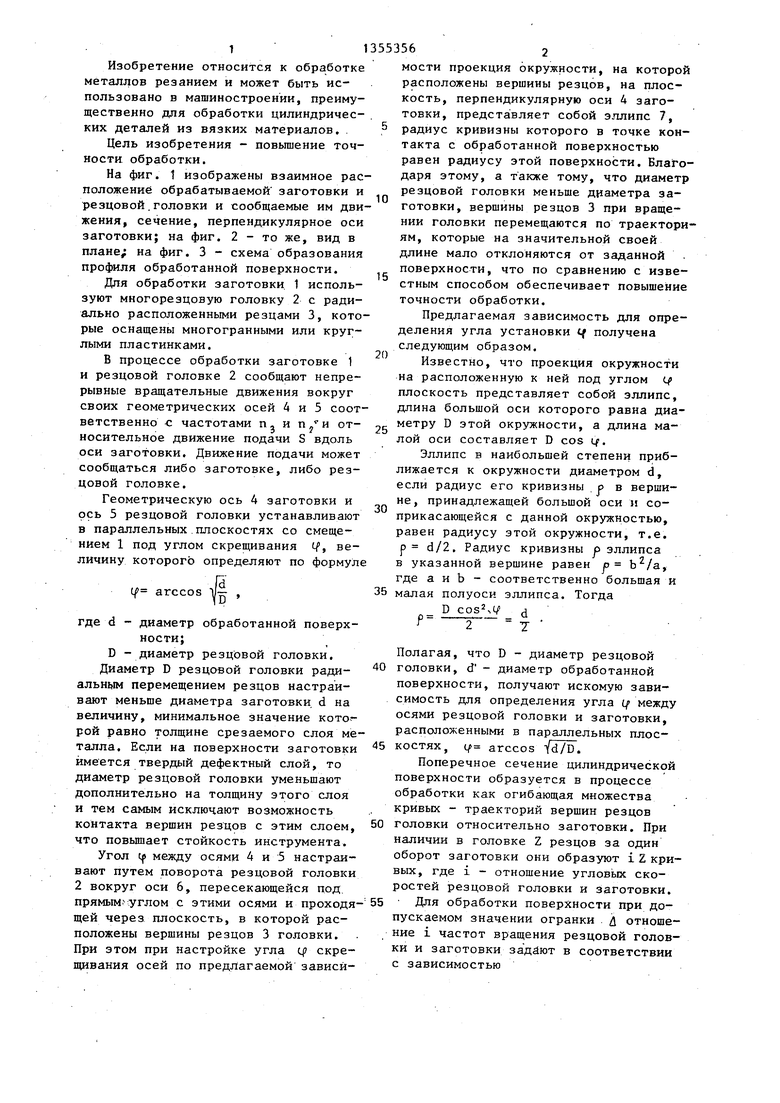
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поверхностей вращения | 1985 |
|
SU1407683A1 |
| Способ точения некруглых в попереч-HOM СЕчЕНии ТЕл | 1977 |
|
SU818752A1 |
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС, ОБРАЗУЮЩИХ ГИПОИДНУЮ ПЕРЕДАЧУ | 1991 |
|
RU2043187C1 |
| Способ чистовой зубообработки цилиндрических зубчатых колес | 2015 |
|
RU2607509C1 |
| Способ нарезания выпуклых и вогнутых сторон арочных зубьев цилиндрических зубчатых колес | 1989 |
|
SU1722719A1 |
| Способ обработки резанием | 1988 |
|
SU1625585A1 |
| Способ обработки изделий многогранной формы | 1980 |
|
SU944796A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Способ обработки некруглых цилиндрических поверхностей | 1985 |
|
SU1662770A1 |
Изобретение относится к обработке поверхностей вращения резанием и может найти применение при обработке цилиндрических деталей из вязких материалов. Целью изобретения является повьпиение точности обработки. В процессе обработки заготовке 1 и резцовой головке 2 сообщают вращение вокруг своих геометрических осей 4 и 5 и относительное движение подачи. Ось 4 заготовки и ось 5 резцовой головки устанавливают под углом скрещивания, определяемым по выражению if arccos и- , где d - диаметр обработанной поверхности; D - диаметр резцовой головки. Диаметр резцовой головки настраивают меньше диаметра заготовки на величину, минимальное значение которой равно толщине срезаемого слоя металла. 3 ил. (Л CZ со 01 ел со ел О) (риг. 2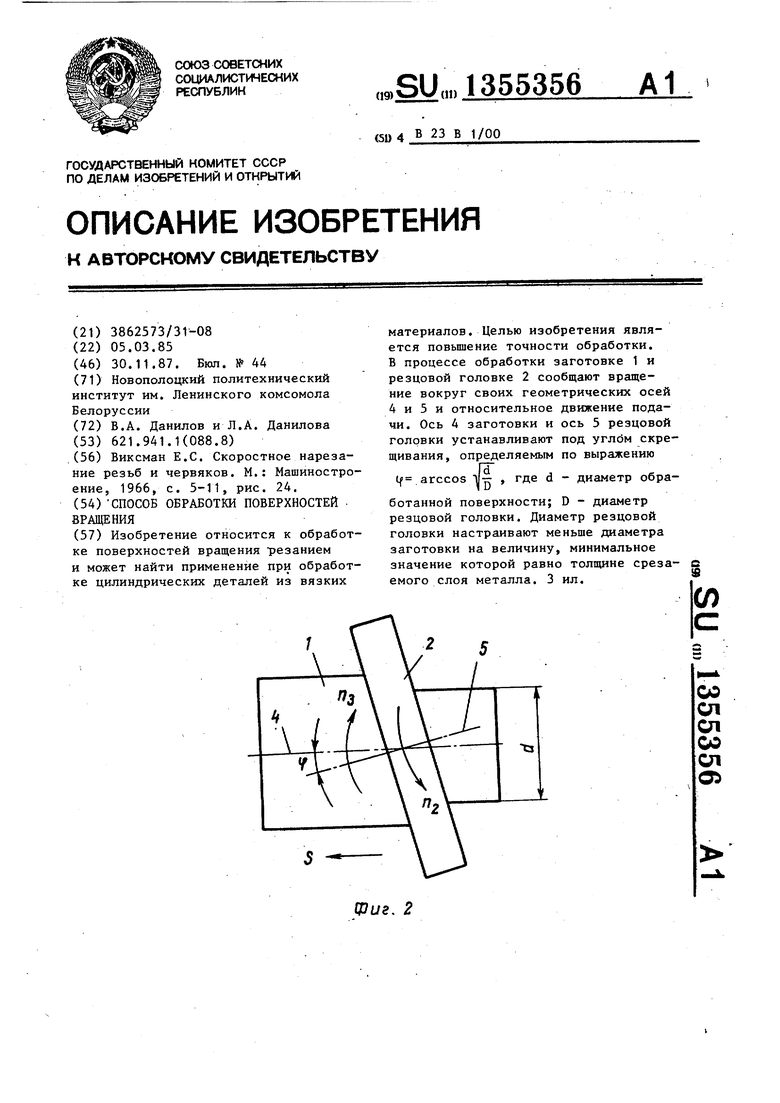
| Виксман E.G | |||
| Скоростное нарезание резьб и червяков | |||
| М.: Машиностроение, 1966, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
