1
Изобретение относится к обработк металлов резанием, в частности к дроблению стружки при ротационной обработке.
Цель изобретения - повышение надежности стружкодробления за счет деления стружки на заданную длину.
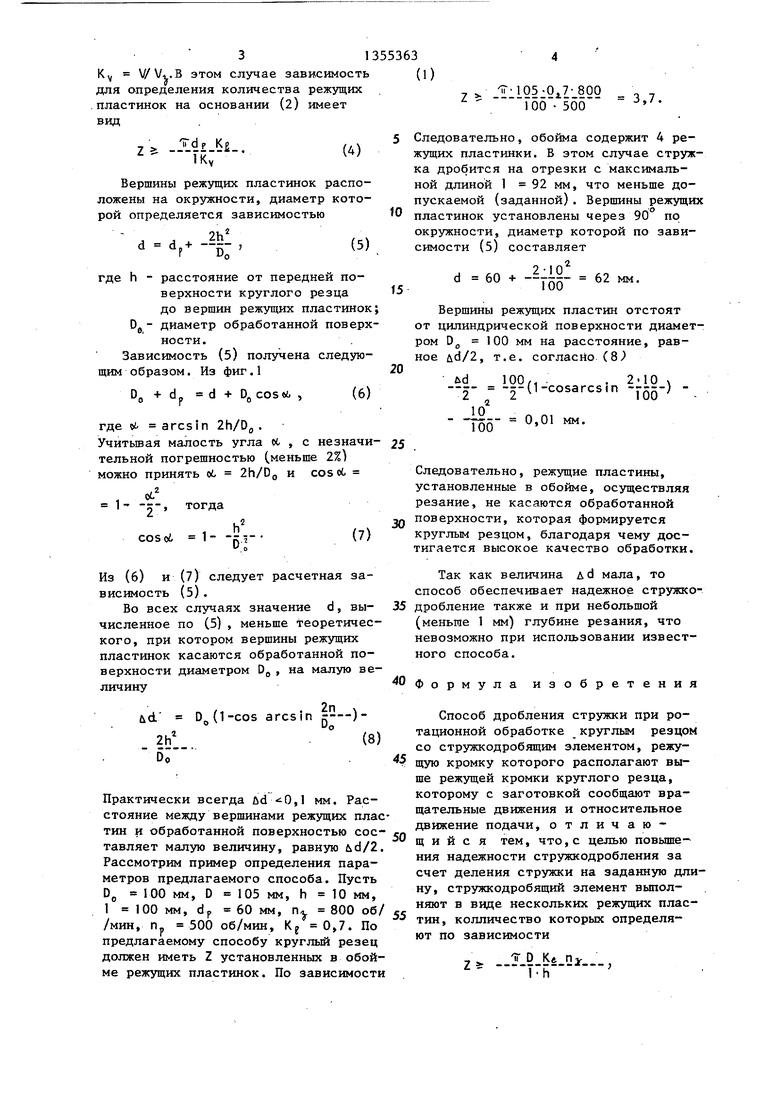
На фиг.1 изображена схема предлагаемого способа, сечение, проходящее через ось вращения инструмента; на фиг,2 - схема взаимодействия заготовки и круглого резца со стружко- дробящими элементами.
Предлагаемый способ дробления стружки реализуется круглым резцом 1 диаметром dp, на передней поверхности которого установлена обойма 2 с режущими пластинками 3. Вершины этих .пластинок равномерно расположены по окружности диаметром d на высоте h от передней поверхности резца 1. Режущие пластинки 3 соприкасаются с передней поверхностью резца и прижимаются к ней прихватом 4, оснащенным самоустанавливающимися фиксаторами 5 с пружинами 6 для точной установки режущих пластин в обойме. Упругие элементы 7, например тарельг чатые пружины, расположены между прихватами 4 и каждой из режущих пластин 3 и служат для повышения надежности крепления последних при неидентичности их по высоте. Круглый резец 1, обойма 2 и прихват 4 установлены неподвижно относительно друг друга на оправке 8, снабженной гайкой, посредством которой через прихват 4 и упругие элементы 7 осуществляется зажим режущих пластин 3. Оправка 8 крепится в шпинделе не показан) самовращающегося или принудительно вращающегося рота- ционного инструмента. Вместо многогранных в обойме могут быть установлены круглые режущие пластинки.
В процессе обработки заготовке диаметром D сообщается вращение частотой Пг, а круглому резцу - вращение частотой п и движение подачи S вдоль образующей обработанной поверхности диаметром D,
В обойме 2 равномерно по окружности установлено Z режущих пластинок 3, количество которых для получения заданной степени измельчения стружки определяется зависимостью
ГГ D
.ISiDi.
п
(1)
55363где
10
15
D К(
1
1 п
диаметр заготовки; коэффициент укорочения стружки вследствие ее пластической деформации; заданная длина дробленой стружки;
частота вращения заготовки; частота вращения инструмента.
Расчетная зависимость (1) получена следующим образом.
При повороте в процессе обработки инструмента на угол между режущими пластинками Cf заготовка поворачивается вокруг своей оси на угол cfj Поэтому теоретическая длина 1 струж- . ки, разделенной соседними режущими пластинками, составит
20
25
где D - диаметр заготовки.
Фактическая длина 1 стружки с уче том ее пластической деформации
1
К
К
е
30
где Kg - коэффициент укорочения
стружки. Так как
Cf
СО
Ф
V .
то
1 cfKg
Vs v
dp 2
0
5
0
5
где w (CD) V(V)
заго
-угловая скорость товки резца ;
-окружная скорость заготовки 1резца ;
-диаметр круглого резца. Следовательно, угол между соседними режущими пластинками
Р
или
Cf
Ч
21 V
к757
(2) (3)
где
п(п)
- частота вращения заготовки (круглого резца). Так, как Z 2 ir/cf, а Z - целое число, то на основании (З) имеет место искомая расчетная зависимость (l). Часто соотношение вращательных движений круглого резца и заготовки задают не отношением частот п/п., а отношением Ку окружных скоростей
К V/V,.B этом случае зависимость для определения количества режущих .пластинок на основании (2) имеет вид
Idp.Ki..
1Ку
(4)
Вершины режущих пластинок расположены на окружности, диаметр которой определяется зависимостью
d.. ,
Р
Dn
где h - расстояние от передней поверхности круглого резца до вершин режущих пластинок; Dg- диаметр обработанной поверхности.
Зависимость (5) получена следующим образом. Из фиг.1
DO + dp d + D(, cos л , (6)
где L arcs in Zh/Dg . Учитьшая малость угла c , с незначительной погрешностью (меньше 27, можно принять oi. 2h/Do и cosoC
2
тогда
1 и COSoi 1 - Q
личину
Из (6) и (7) следует расчетная зависимость (5) .
Во всех случаях значение d, вы- численное по (5) , меньше теоретического, при котором вершины режущих пластинок касаются обработанной поверхности диаметром D.. , на малую ве
bd ,. . 2п Djj(1-cos arcs in --)2h
бГ
Практически всегда ,1 мм. Расстояние между вершинами режущих пластин и обработанной поверхностью сое- «п тавляет малую величину, равную fiid/2. Рассмотрим пример определения параметров предлагаемого способа. Пусть Dp 100 мм, D 105 мм, h 10 мм, 1 100 мм, dp 60 мм, П-. 800 об/ « /мин, Пр 500 об/мин, Kj 0,7. По предлагаемому способу круглый резец должен иметь Z установленных в обойме режущих пластинок. По зависимости
(1)
, ТГ 105-0 7-800 „ , ГОО 50б -
15
5 Следовательно, обойма содержит 4 режущих пластинки. В этом случае стружка дробится на отрезки с максимальной длиной 1 92 мм, что меньше допускаемой (зсщанной). Вершины режущих
О пластинок установлены через 90° по окружности, диаметр которой по зависимости (5) составляет
о . 1 п d 60 + --у55 62 мм.
Вершины режущих пластин отстоят от цилиндрической поверхности диаметром Од 100 мм на расстояние, равное ud/2, т.е. согласно (8
20
ud 100,. . -г- (1-cosarcsin
2
- -fso ° °
2-10
Too
25
Следовательно, режущие пластины, установленные в обойме, осуществляя резание, не касаются обработанной yj поверхности, которая формируется круглым резцом, благодаря чему достигается высокое качество обработки.
3540
45
«п«
Так как величина Ad мала, то способ обеспечивает надежное стружко- дробление также и при небольшой (меньше 1 мм) глубине резания, что невозможно при использовании известного способа.
Формула изобретения
Способ дробления стружки при ротационной обработке круглым резцон со стружкодробящим элементом, режущую кромку которого располагают выше режущей кромки круглого резца, которому с заготовкой сообщают вращательные движения и относительное движение подачи, отличающийся тем, что,с целью повышения надежности стружкодробления за счет деления стружки на заданную длину, стружкодробящий элемент выполняют в виде нескольких режущих пластин, колличество которых определяют по зависимости
Z2r
IT D КА Hj- T h
а вершины режущих пластин располагают на- окружности, диаметр которой больше диаметра круглого резца и которьй определяют по зависимости
А 2h
d dp . 5Г
где Z - число режущих пластин в
I обойме;
К - коэффициент укорочения стружки;
1 - D - п
м
D« заданная длина стружки; диаметр заготовки; частота вращения заготовки частота вращения круглого резца;
диаметр круглого резца; расстояние от передней, поверхности круглого резца до вершины режущих пластин
диаметр обработанной поверхности.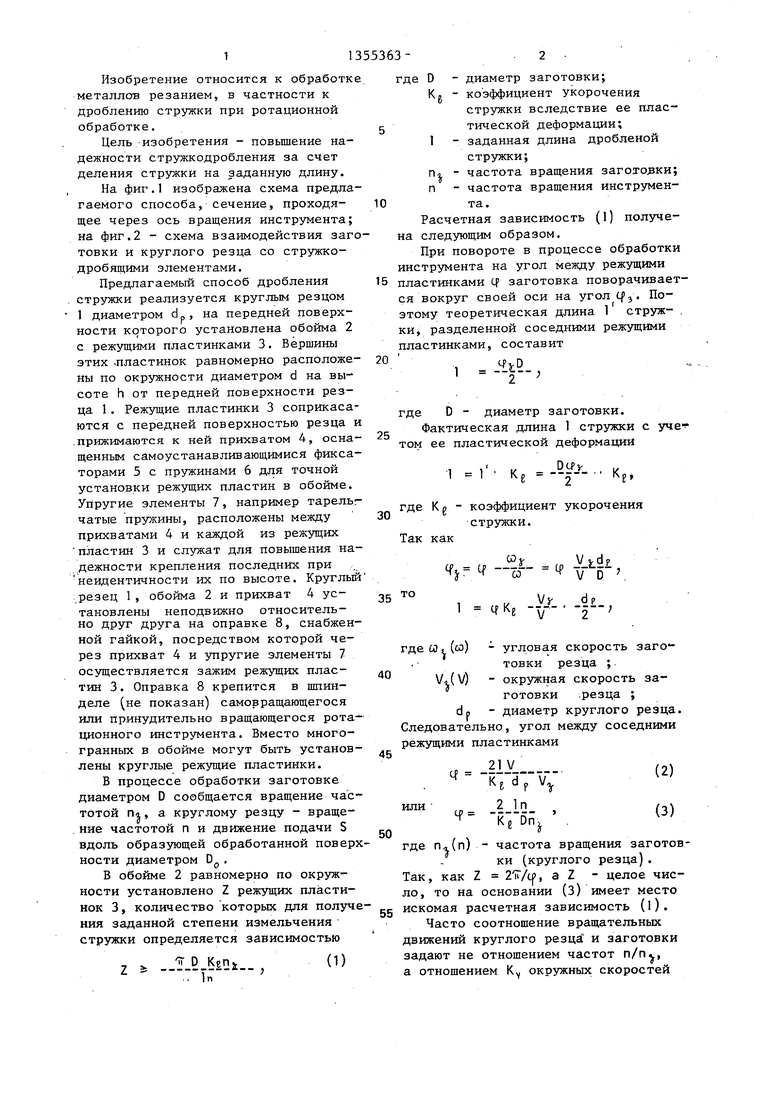
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поверхностей вращения | 1985 |
|
SU1407683A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Ротационный резец | 1988 |
|
SU1634372A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| Двухслойная режущая пластина | 1990 |
|
SU1756076A1 |
| Режущая пластина | 1991 |
|
SU1785835A1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |
| Способ ротационного течения | 1981 |
|
SU1017436A2 |
Изобретение относится к обработке металлов резанием, в частности к дроблению стружки при ротационной обработке. Цель изобретения состоит в повьшении надежности стружкодроб- ления путем деления стружки на заданную длину. При использовании круглого резца со стружкодробящими элементами его режущая кромка расположена выше режущей кромки крупного резца, которому сообщают вместе с заготовкой вращательные движения и относительное движение подачи. При этом стружкодробящий элемент выполняют в виде нескольких режущих пластин, количество которых определяют по зависимости Z К, п,: 1 п где Z - число режущих пластин в обойме; KC - коэффициент укорочения стружки; D - диаметр заготовки; п - частота вращения заготовки; п - частота вращения круглого резца; 1 - заданная длина стружки, а вер- щины режущих пластин располагают на окружности, диаметр которой больше диаметра круглого резца и который определяют по зависимости d dp + + (2h : DO), где d - диаметр окружности, на которой расположены верщины режущих пластин; dp - диаметр круглого резца; h - расстояние от передней поверхности круглого рез ца до вершины режущих пластин;- Dg - диаметр обработанной поверхности. 2 ил. (Л с со ел СП 00 С5 со 
Do
Составитель В.ЗОЛОТОЕ Редактор И.Товтин Техред Л.Сердюкова Корректор В.Гирняк
- i--« -- - п-1 1-1 - . - ------ -.I„ д-г-1гэтт-1
Заказ 5743/12 Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, , Раушская наб., д.А/5
.Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
г/г.2
| Круглый вращающийся резец | 1984 |
|
SU1168340A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
