Изобретение относится к обработке резанием.
Целью изобретения является расширение технологических возможностей обработки поверхностей вращения резцовыми головками при необходимости надежного стружкодробления.
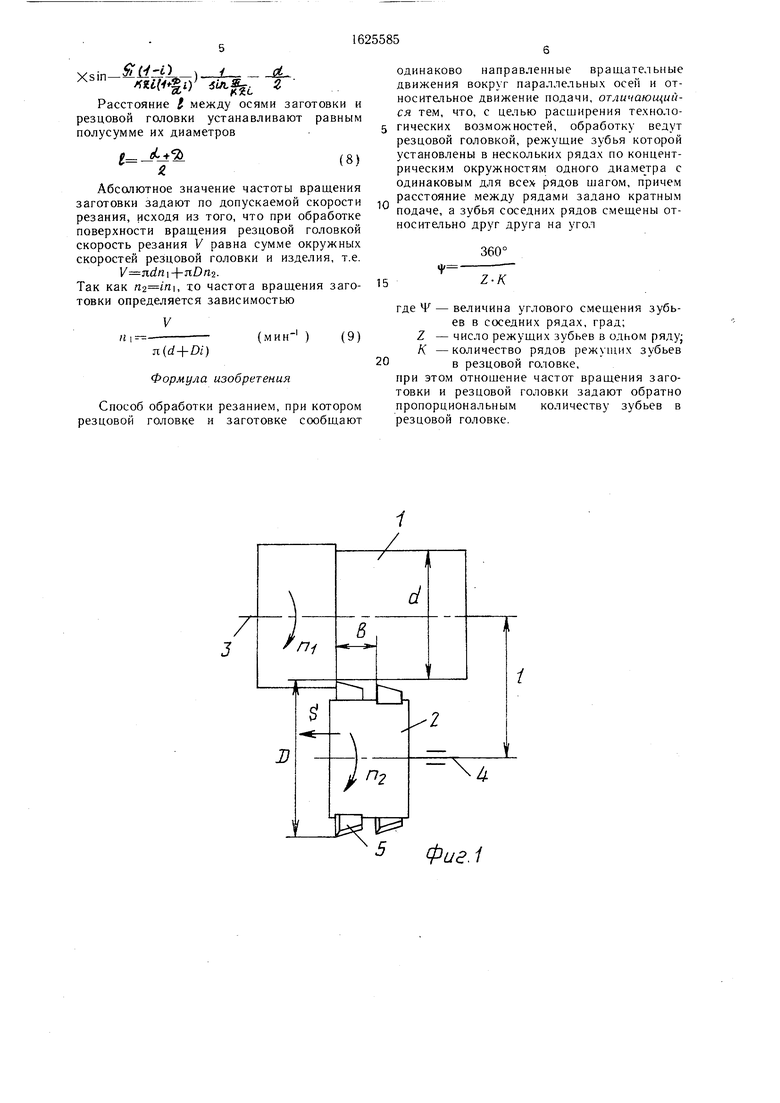
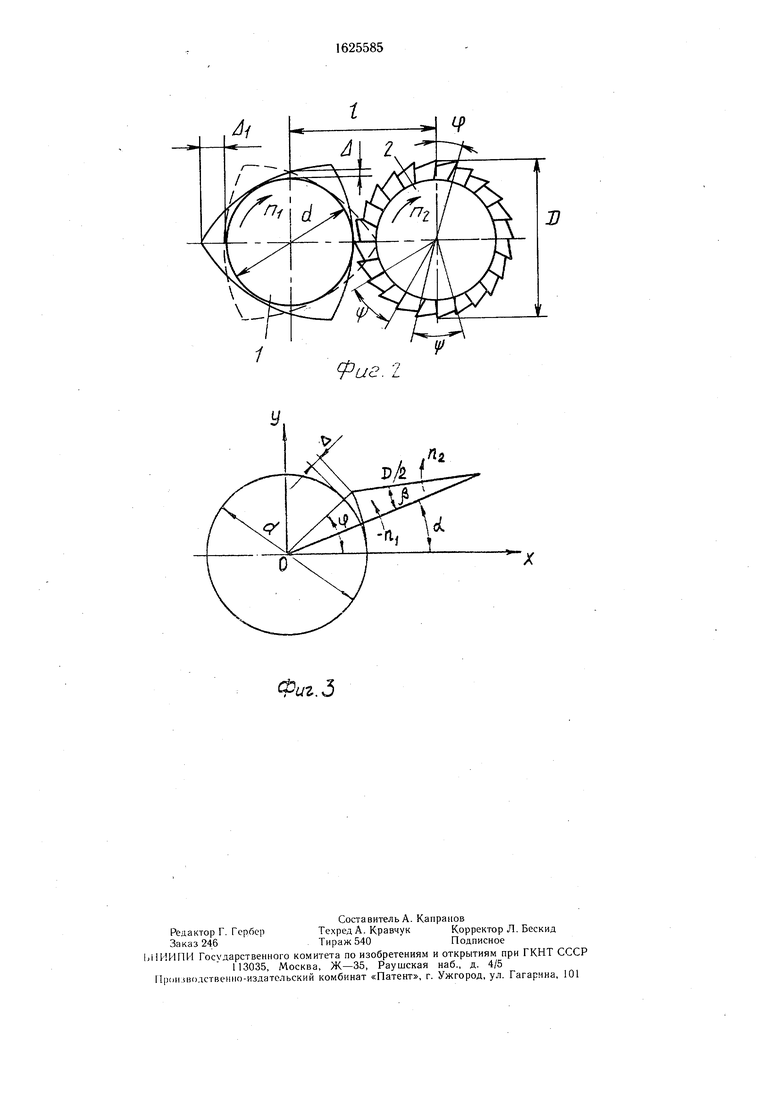
На фиг. 1 изображена кинематическая схема обработки поверхности вращения предлагаемым способом; на фиг. 2 - формирование поперечного сечения обработанной поверхности двухрядной резцовой головкой; на фиг. 3 - траектория относительного движения режущего зуба.
Способ заключается в том, что поверхность вращения обрабатывают резцовой головкой, которой и заготовке сообщают одинаково направленные вращательные движения вокруг параллельных осей и относительное движение подачи, причем отношение частот вращения резцовой головки и заготовки задают обратно пропорциональным количеству режущих зубьев в резцовой головке, которые установлены в нескольких рядах по концентричным окружностям одного диаметра с одинаковым во всех рядах угловым шагом, расстояние между рядами зубьев задано кратным подаче, а зубья соседних рядов смещены относительно друг друга на угол, величину которого определяют по зависимости
ш- зео°
где 4f - величина углового смещения зубьев в соседних рядах, град;
Z - число режущих зхбьев в одном
К - количество рядов зхбьев в резцовой головке
оэ
ND СД СД
00 СП
Сообщение резцовой головке вращения с частотой, обратно пропорциональной числу зубьев, а также оснащение резцовой головки несколькими рядами режущих зубьев, которые располагают во всех рядах с одинаковым угловым шагом и смещают в соседних рядах на указанные величины позволяет исключить влияние подачк на ширину инструмента и отношение частот вращения заготовки и инструмента. Это позволяет одним инструментом осуществлять обработку различных поверхностей с разными подачами и отношениями частот заготовки и инструмента. Благодаря этому.предлагаемый способ является более универсальным.
Для обработки поверхности вращения заготовке 1 и резцовой головке 2 сообщают одинако направленные вращательные движения вокруг их геометрических осей 3 и 4 с частотами соответственно п и пч и относительное движение подачи S. Обработку осуществляют многорядной резцовой головкой (показана двухрядная головка), у которой режущие зубья 5 расположены по концентричным окружностям одного диаметра D с одинаковым во всех рядах угловым шагом ./7, где Z - число зубьев в каждом ряду; К - число рядов зубьев в головке. Режущие зубья одного ряда смещают относительно режущих зубьев соседнего ряда на угол
36tf
;D
где К - число рядов зубьев в головке.
Расстояние b между соседними рядами зубьев задают кратным подаче S, т.е.
(мм),(2)
где с - любое целое число, которое принимают из конструктивных соображений, чтобы размещение зубьев в одном ряду не препятствовало размещению зубьев во втором ряду. Отношение частот вращения резцовой головки и заготовки задают обратно пропорциональной количеству режущих зубьев, т.е. величине ZK.
При указанном выше расположении режущих зубьев в резцовой головке и отношении частот вращений резцовой головки и заготовки поперечное сечение обработанной поверхности формируется несколькими пересекающимися криволинейными многоугольниками (фиг. 2), количество которых равно числу рядов резцов в головке, т.е. К. Количество т сторон у каждого многоугольника , где - отношение частот резцовой головки п и заготовки п, поэтому профиль обработанной поверхности представляет собой многоугольник с m Z-K-i сторонами.
Отклонение обработанной поверхности от номинальной определяется высотой огранки А, которая зависит or количества и формы
сторон многоугольника - сечения обработанной поверхности, т.е. от параметров Z, /С, L Огранка будет минимальна при заданных условиях обработки, если все сторона многоугольника одинаковы. Это условие выполняется,если отношение частот вращения резцовой головки и заготовки , т.е. обратно пропорционально величине Z/C, am - целое число.
Конкретное значение отношения частот резцовой головки и заготовки определяется с учетом этого условия из зависимости
d+b
} sin
Ј.
a
Xsin
с)
/d
(3)где d - диаметр номинальной поверхности (диаметр окружности, вписанной в 0многоугольник с т сторонами).
Зависимость (3) получена следующим образом. Траектория относительного движения режущего зуба инструмента отличается от окружности - сечения номинальной цилиндрической поверхности изделия диаметром d (фиг. 3). В любой точке этой траектории ее отклонение Д от окружности выражается зависимостью
Y
30
i n ф
(4
где Y - ордината вершины режущего зуба; Ф -угол между осью ОХ и вершиной
зуба. 35 Из фиг. 3
y().
sin(a-Р),
где a - угол поворота заготовки;
Р - la - угол поворота резцовой го- ловки.
Тогда
()
(5)
Максимальное значение огранки А имеет место в вершине многоугольника, для которой , где количество сторон многоугольника. С достаточной точностью
rfL
ф;
-f«+-f-P,
(6)
откуда
3
т.
)
(Г,
Следовательно, 4(
&
KZi .
v
Xsin-%%)JL
Я& Расстояние Ј между осями заготовки и резцовой головки устанавливают равным полусумме их диаметров
Ј 0t+1u
а
8)
Абсолютное значение частоты вращения заготовки задают по допускаемой скорости резания, исходя из того, что при обработке поверхности вращения резцовой головкой скорость резания V равна сумме окружных скоростей резцовой головки и изделия, т.е.
V ndn - -nDti2.
Так как , то частота вращения заготовки определяется зависимостью
V
(мин 1 ) (9)
n(d+Di)
Формула изобретения
Способ обработки резанием, при котором резцовой головке и заготовке сообщают
одинаково направленные вращательные движения вокрчг параллельных осей и относительное движение подачи, отличающийся тем, что, с целью расширения технологических возможностей, обработку ведут резцовой головкой, режущие зубья которой установлены в нескольких рядах по концентрическим окружностям одного диаметра с одинаковым для всех- рядов шагом, причем расстояние между рядами задано кратным подаче, а зубья соседних рядов смещены относительно друг друга на угол
360е
15
Z-K
0
где Ґ - величина углового смещения зубьев в соседних рядах, град; Z - число режущих зубьев в одном ряду- К -количество рядов режицих зубьев
в резцовой головке,
при этом отношение частот вращения заготовки и резцовой головки задают обратно пропорциональным количеству зубьев в резцовой головке.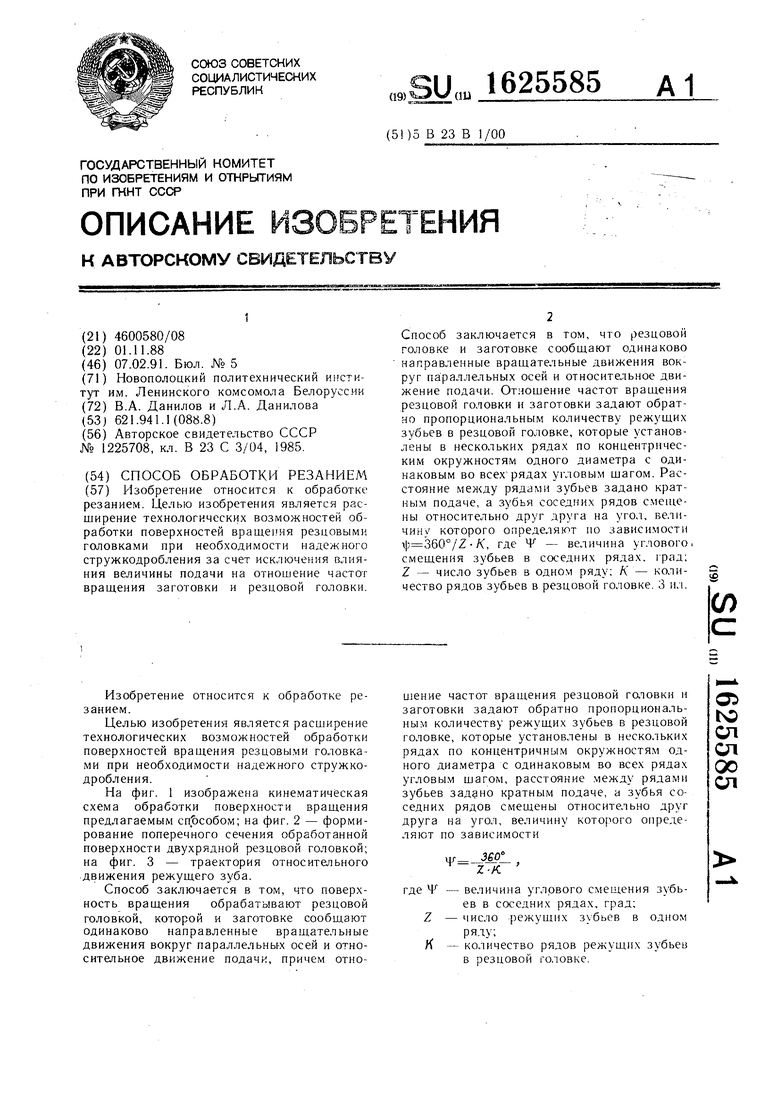

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вихревого точения деталей вращения | 1990 |
|
SU1731444A1 |
| Способ обработки поверхностей вращения | 1985 |
|
SU1407683A1 |
| Способ обработки поверхностей вращения | 1985 |
|
SU1355356A1 |
| Способ обработки многогранных поверхностей | 1980 |
|
SU944790A1 |
| Способ обработки цилиндрических поверхностей | 1988 |
|
SU1692765A1 |
| Способ обработки изделий многогранной формы | 1980 |
|
SU944796A1 |
| Способ чистовой зубообработки цилиндрических зубчатых колес | 2015 |
|
RU2607509C1 |
| Способ обработки пазов на торцах деталей | 1991 |
|
SU1798055A1 |
| Способ обработки многогранных поверхностей | 1988 |
|
SU1618503A1 |
| Способ обработки пазов на торцах деталей | 1991 |
|
SU1798053A1 |
Изобретение относится к обработке резанием. Целью изобретения является расширение технологических возможностей обработки поверхностей вращения резцовыми головками при необходимости надежного стружкодробления за счет исключения влияния величины подачи на отношение частот вращения заготовки и резцовой головки Способ заключается в том, что резцовой головке и заготовке сообщают одинаково направленные вращательные движения вокруг параллельных осей и относительное движение подачи. Отношение частот вращения резцовой головки и заготовки задают обратно пропорциональным количеству режущих зубьев в резцовой головке, которые установлены в нескольких рядах по концентрическим окружностям одного диаметра с одинаковым во всех рядах угловым шагом. Расстояние между рядами зубьев задано кратным подаче, а зубья соседних рядов смещены относительно друга на угол, величина которого определяют но зависимости |5 360°/Z К, где У - величина углового, смещения зубьев в соседних рядах. 1рад, Z - число зубьев в одном К - количество рядов зубьев в резцовой головке 3 ил. Ј (Л
3
П1
$
V
1ОТ
г
5
1
/
п2
1
г
5 Фиг. 1
Фиг. 5
Ч
П2
| Способ обработки тел вращения | 1983 |
|
SU1225708A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
