Изобретение относится к машиностроению и может быть использовано при обработке, например, некруглых валов.
Цель изобретения - повышение точности формообразования за счет относительного перемещения режущих кромок фрезы вдоль прямолинейной образующей обработанной поверхности.
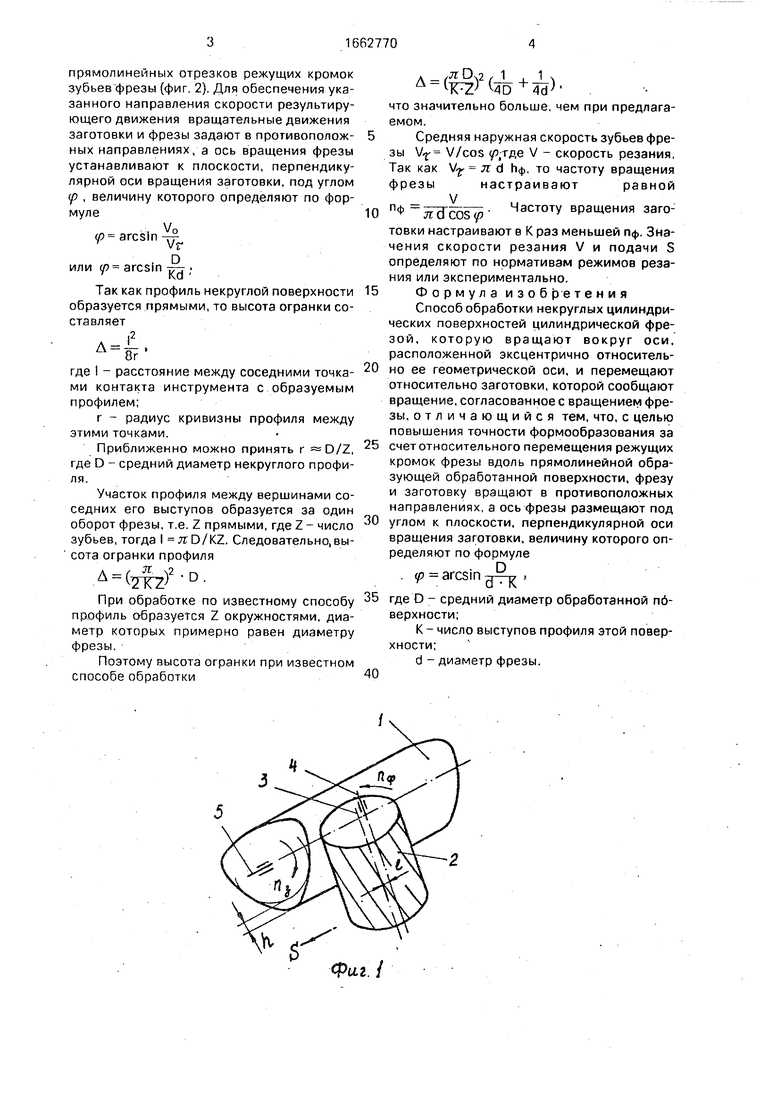
На фиг. 1 представлена схема осуществления способа; на фиг. 2 - то же, вид в плане; на фиг. 3 - схема образования профиля обработанной поверхности.
Обработку заготовки 1 осуществляют цилиндрической фрезой 2, геометрическую ось 3, заготовки устанавливают с эксцентриситетом I относительности 4 вращения фрезы. Последнюю устанавливают под углом р к плоскости, перпендикулярной оси вращения заготовки 1, которое осуществляют вокруг ее геометрической оси 5. Величину эксцентриситета I задают в два раза меньше значения h высоты выступов профиля относительно вписанной в него окружности.
В процессе обработки фрезе 2 сообщают вращение с частотой Пф вокруг оси 4, а заготовке 1 - вращение с частотой пз вокруг оси 5, при этом отношение частот пф/п3 задают равным числу К выступов профиля. Одновременно фрезе сообщают относительно заготовки перемещение (подачу) S в продольном направлении
В результате Точка С режущей кромки, участвующая в образовании заданного профиля некруглой поверхности, совершает от- носительно- точки контакта с этой поверхностью два движения, одно со скоростью Vo лО п3 и другое со скоростью Пф, где D - средний диаметр некруглого профиля d - диаметр фрезы.
Максимальную точность формообразования некруглого профиля достигают при ориентации направления скорости V результирующего движения вдоль прямолинейной образующей некруглой поверхности. В этом случае профиль некруглой поверхности образуется как огибающая
СО
С
о о
hO XI S| О
прямолинейных отрезков режущих кромок зубьев фрезы (фиг. 2). Для обеспечения указанного направления скорости результирующего движения вращательные движения заготовки и фрезы задают в противоположных направлениях, а ось вращения фрезы устанавливают к плоскости, перпендикулярной оси вращения заготовки, под углом (р , величину которого определяют по формуле
v° р- arcsln -rr
ИЛИ (р arCSin Т7-Т ;
Так как профиль некруглой поверхности образуется прямыми, то высота огранки составляет
-Ј
где I - расстояние между соседними точками контакта инструмента с образуемым профилем;
г - радиус кривизны профиля между этими точками.
Приближенно можно принять г D/Z, где D - средний диаметр некруглого профиля.
Участок профиля между вершинами соседних его выступов образуется за один оборот фрезы, т.е. Z прямыми, где Z - число зубьев, тогда I - jrD/KZ. Следовательно,вы- 1 сота огранки профиля
А-()20.
При обработке по известному способу профиль образуется Z окружностями, диаметр которых примерно равен диаметру фрезы.
Поэтому высота огранки при известном способе обработки
(4Ь+Щ.
0
5
0
5
0
5
0
что значительно больше, чем при предлагаемом.
Средняя наружная скорость зубьев фрезы V V/cos prp.e V - скорость резания. Так как V л d , то частоту вращения фрезынастраиваютравной
. Частоту вращения заготовки настраивают в К раз меньшей . Значения скорости резания V и подачи S определяют по нормативам режимов резания или экспериментально.
Формула изобретения Способ обработки некруглых цилиндрических поверхностей цилиндрической фрезой, которую вращают вокруг оси, расположенной эксцентрично относительно ее геометрической оси, и перемещают относительно заготовки, которой сообщают вращение, согласованное с вращением фрезы, отличающийся тем, что, с целью повышения точности формообразования за счет относительного перемещения режущих кромок фрезы вдоль прямолинейной образующей обработанной поверхности, фрезу и заготовку вращают в противоположных направлениях, а ось фрезы размещают под углом к плоскости, перпендикулярной оси вращения заготовки, величину которого определяют по формуле
. (р arcsin -p .
где D - средний диаметр обработанной пб- верхности;
К - число выступов профиля этой поверхности;
d - диаметр фрезы.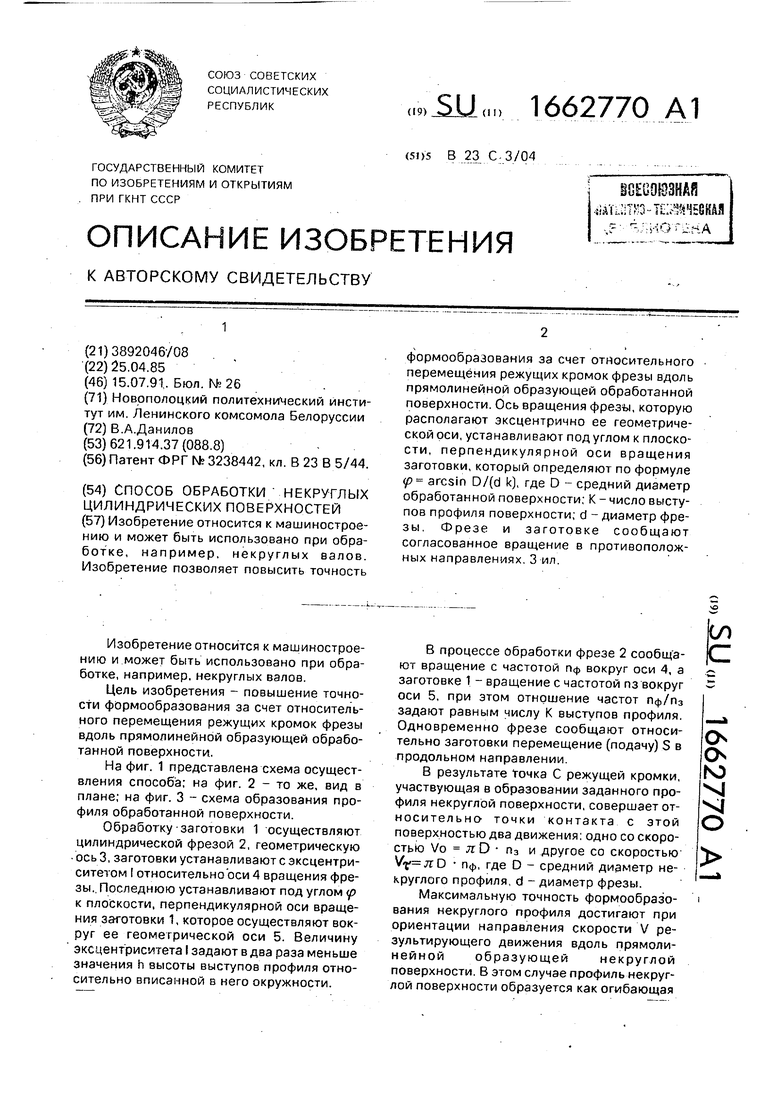
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки многогранных поверхностей | 1990 |
|
SU1815012A1 |
| Способ обработки некруглых валов | 1990 |
|
SU1764859A1 |
| Способ обработки некруглых цилиндрических поверхностей | 1985 |
|
SU1303289A1 |
| Способ обработки многогранных криволинейных поверхностей | 1988 |
|
SU1673278A1 |
| Способ шлифования некруглых валов | 1986 |
|
SU1440674A1 |
| Способ вихревого точения деталей вращения | 1990 |
|
SU1731444A1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| Способ обработки поверхностей вращения | 1985 |
|
SU1407683A1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
Изобретение относится к машиностроению и может быть использовано при обработке, например, некруглых валов. Изобретение позволяет повысить точность формообразования за счет относительного перемещения режущих кромок фрезы вдоль прямолинейной образующей обработанной поверхности. Ось вращения фрезы, которую располагают эксцентрично ее геометрической оси, устанавливают под углом к плоскости, перпендикулярной оси вращения заготовки, который определяют по формуле φ = ARCSIND:(D.K), где D - средний диаметр обработанной поверхности
K - число выступов профиля поверхности
D - диаметр фрезы. Фрезе и заготовке сообщают согласованное вращение в противоположных направлениях. 3 ил.
Фаг./
ГЛ 2
Фиг.З
| Патент ФРГ № 3238442, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
