112
Изобретение относится к контактной точечной сварке.
Цель изобретения - упрощение определения cos Ч непосредственно в процессе сварки,
При контактной точечной сварке переменным током (КТС) для получеш1я
приемлемого качества соединений необходимо осуществлять стабилизацию сварочного тока при колебаниях напряжения сети (первичного напряже- ния на сварочном трансформаторе). Качество такой стабилизации зависит от того, насколько точно определен коэффициент мощности (или cos f), так как по его значению выбирается регулировочная характеристика стабилизатора сварочного тока.
При фазовом регулироваьши зависимость сварочного тока от времени определяется -соотношением
(t)T ctJsi-n( -°t+d-4 ) -sin(c(.-4 )exp(-Ot ) ,
(1)
где oL ,y. - угол запаздывания
включения сварочного тока;
Ч и) Т - угол запазДьп ания полнофазного тока сети. Импульс тока заканчивается вЙомент
времени Т, -, тогда уравнение для угла проводимости f. имеет вид
in (/l+oL-4)-sin (ot-4 )exp().
(2)
Решая это трансцендентное уравнение при различных значениях d. и cos d , можно получать значения f( , Из (2) также видно, что для опре- деле1шя 4 (или что то же самое cosV) достаточно измерить значения di и , которые однозначно определяют величину cos ч- ,
Для получения простой процедуры определения коэффициента мощности необходимо непосредственно в процес- се сварки при фазовом регулировании получить зависимость
cos ч f (d,A)i
(3)
при этом вид функции f должен быть простым, т,е, поддаваться реализации в рамках системы утгравления контактной машиной.
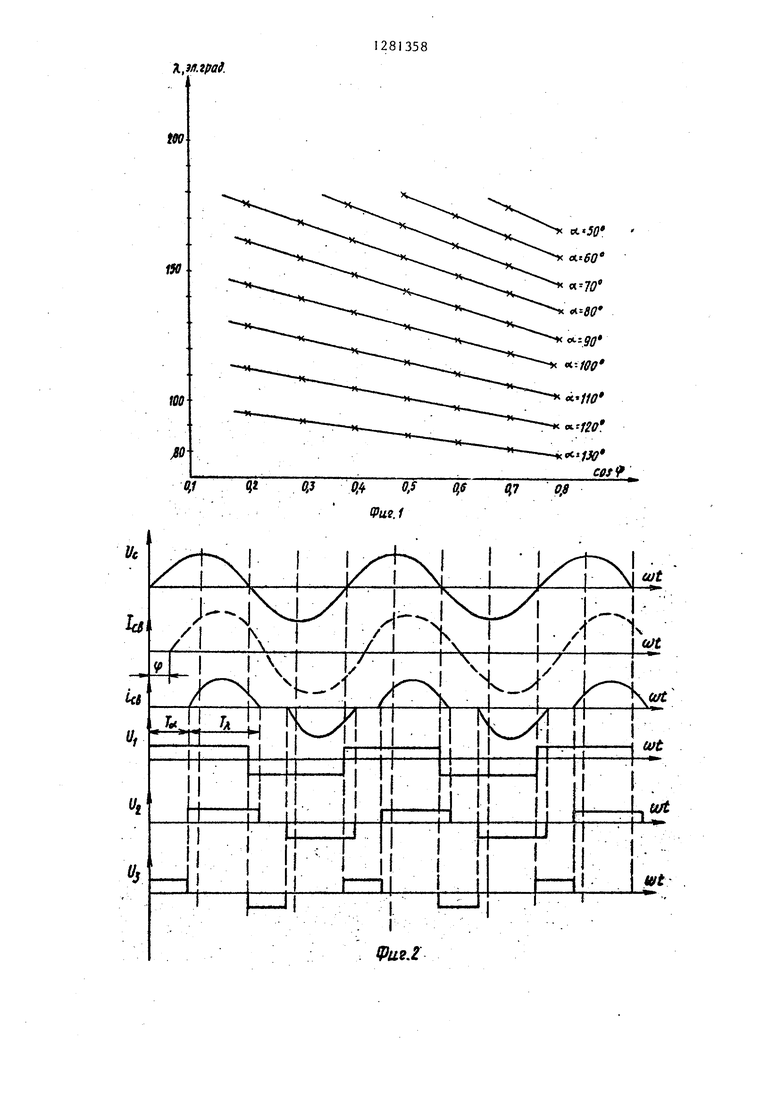
На фиг, 1 показаны значения А i-фи различных значениях; на фиг, 2 - временные диаграммы, поясняющие из13582
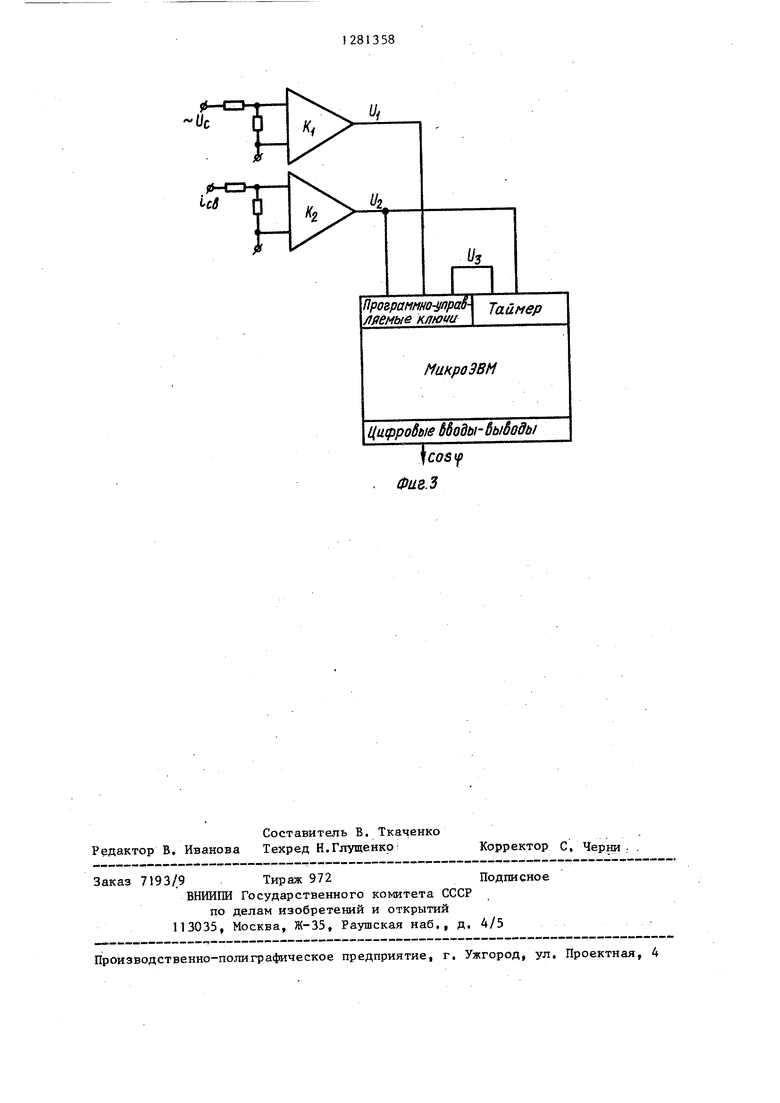
мерение cosV; на фиг, 3 - устройство реализующее предлагаемый способ определения cos Ч ,
Из фиг, 1 следует, что зависимост 5 (3) может быть представлена в виде
cos4 C(ci)+C/dL) , (4)
где С и С - коэффициенты, зависящие от d.,
фиксированных значений d- коэффициенты Cj, и С приведены в табл, 1,
По результатам, представленным в табл, 1, проводят аппроксимацию 5 зависимостей С и С, от с в виде полиномов
Co ll (--) a,(tt- TO() и
h i O . 2° C, XZ(-1) b,(.j Tc) .(5)
о
25
30
Если ограничиться полиномами 2-й и 3-й степени 5
С„(,, 117-4,201 10 (u)Toi.) + +2,895-10 (u)lV) ;
С, 2,632 10 -1,462- 10 (иОТы) + + 1,892- 10 (lOTc) -8,829 10(а)Т J
(6),
При необходимости можно увеличить степень полиномов, определяющих Со и С, При этом поменяются значения коэффициентов при параметре
(TjjJ, Поэтому коэффициенты в выражении (5) соответствуют только полиномам второй и третьей степени и их значения выбраны исходя из точности, необходимой при практической
реализации предлагаемого способа.
Реализуется предлагаемый способ определения cos f следугощим образом,
На выходы компараторов К, и К
(фиг, 3) подаются последовательности импульсов ис (напряжение сети) и - напряжение, пропорциональное сварочлому току. На выходе компараторов образуются последовательности импульсов U и U (фиг, 2), С помощью программно-управляемых ключей в ivfflKpoSBM образуют последовательность импульсов и,, а с помощью внутренних таймеров микроЭВМ измеряются длительности импульсов 11, и U, KOTopF e соответствуют временам Т и Т,„,
По измеренному времени Т,. в мик- роЭВМ производится вычисление коэф
фициентов GO и C. например, с точностью, указанной выше (5 ),
Далее с учетом измеренного Т,, микроэвм рассчитывает
,+C, (uJT)
для полнофазного включения контактной точечной машины. Это полученное значение используется в системе управления и стабилизации сварочного тока, в том числе и с помощью микро- ЭВМ.
Для проверки предлагаемого способ определения cos f для различных угло включения в процессе проверки исполь зуют значения углов проводимости Л ,
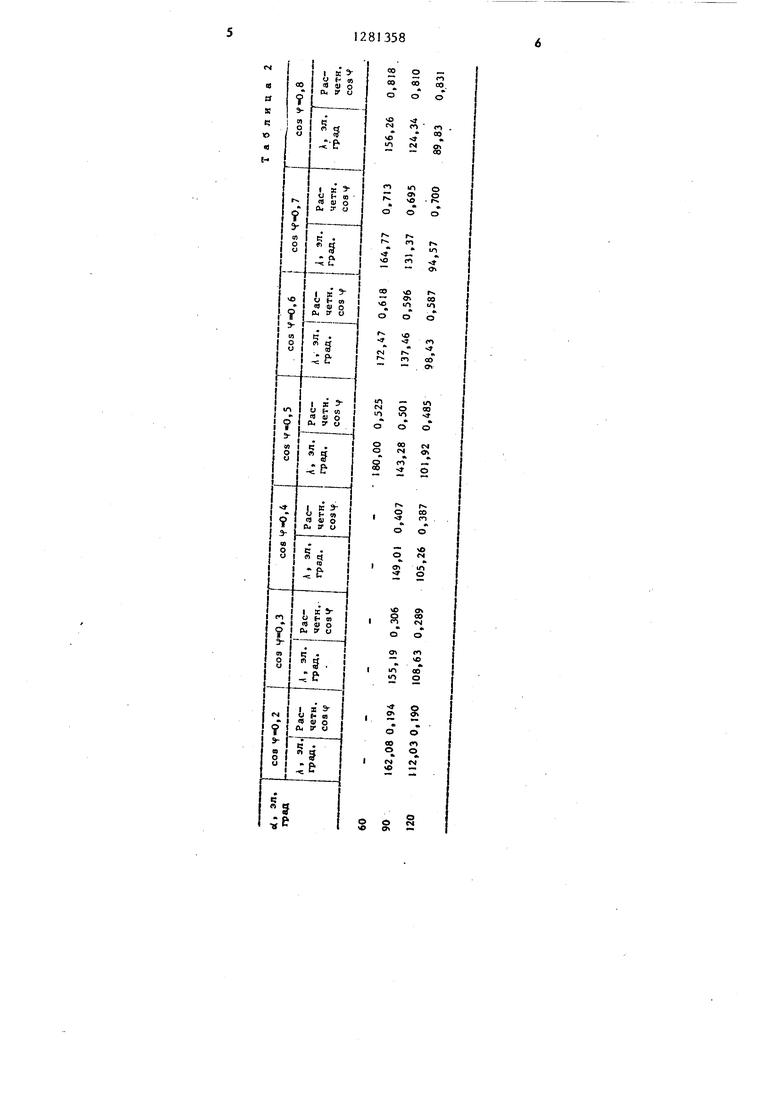
Результаты проверки приведены в табл. 2.
Как видно из табл. 2, погрешность определения cosf предлагаемым способом не превышает 5% и поэтому этот способ вполне пригоден -дпя практического использования. Формула и во бретения
1. Способ определения коэффициента мощности полнофазного включения тока при контактной точечной сварке однофазным током, включающий фазное регулирование и измерени времени запаздывания сварочного тока по отношению к напряжению, отличающийся тем, что, с целью упрощения определения коэффициента мощности непосредственно в
Co2,7382,7612,8582,9943,179 3,4363,803
Ct-0,01239 -0,01447 -0,01645 -0,0191-9 -0,2306 -0,02886 -0,03807
процессе сварки, коэффициент мощности cos Ч определяют в каждом полу- периоде сетевого напряжения по времени проводимости Тд сварочного тока в соответствии с формулой
С08Ч С„ + С, (СДр,
где С. и С. - коэффициенты, определяемые как рациональные полиномы
С(-1) а.(иЗТоСГ }
0
5
1:0
m
С b.(u)T)4
где ч) - круговая частота сетевого
напряжения;
Т - время запаздывания включения сварочного тока относительно сетевого напряжения;
а и Ь, - коэффициенты, определяемые эмпирически.
2. Способ по п. I,отличающий с я тем, что степень полиномов определяется из выражений:
С„ 4,117-4,201- 10
-U
(и)Т,)(и)Т)
+ 2,895 10 для
С,2,632 ,462 ) + + 1 ,892 ld -(u)T)-8,829- ) I для .
Таблица 1
а а
S
ч о я н
о - 5 S.
fO П 00
sf N а
t-i.
u1
m - - j
чО
оч «л
г 00 ui
vO
г.-
го00
-о
-
о
tn
1Л 00
о
о
со см
см
Г 1
о со I « п
4t
. 2
§
S
о S
{Л
т
Vc
Фиг.г
IcS
Составитель В, Ткаченко Редактор В. Иванова Техред Н.Глущенкр
Заказ 7193/9 .Тираж 972Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Микроэвм
Цифробше б оды-быбоды
COS(f
Фиг.З
Корректор С, Черни : .

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2309030C2 |
| Способ стабилизации сварочного тока при контактной сварке с тиристорным управлением | 1986 |
|
SU1355409A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2012 |
|
RU2507046C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2301729C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА МОЩНОСТИ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЫ | 2009 |
|
RU2424098C1 |
| Способ управления сварочным током при контактной точечной сварке на однофазных машинах | 1987 |
|
SU1611642A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2009 |
|
RU2424099C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| Однофазная контактная электросварочная машина | 1981 |
|
SU1027941A1 |
| Способ выбора режима контактной сварки | 1991 |
|
SU1813604A1 |
Изобретение относится к контактной сварке, в частности к определению коэффициента мощности co sY при полнофазном включении сварочного тока с фазовой стабилизацией в машинах контактной точечной многоЭлектродной сварки однофазным током. Способ поэ- воляет непосредственно в процессе сварки вычислять простыми средствами значения коэффициентов мощности для использования в системах автоматической стабилизации сварочного тока. Сущность способа заключается в определении cos cf от времени включения Тд сварочного тока и времени запаздывания Ti. сварочного тока относительно сетевого напряжения с помощью зависимостей, содержащих коэффициенты в виде полиномов, степень которых определяется необходимой точностью приближения к действительному значению cos f. Значение ко-- эффициентов полиномов для степеней и найдено опытным путем. 1 з.п. ф-лы, 3 ил. 2 табл. i сх со СП 00
| Патон Б | |||
| Е., Лебедев В | |||
| К | |||
| Электрообразование для контактной сварки | |||
| М.: Машиностроение, 1969, с | |||
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
| Глебов Л | |||
| В., Филиппов Ю | |||
| И., Чулошников П | |||
| Л, Установка и эксплуатация машин контактной сварки | |||
| М.-Л.: Энергия, 1973, с | |||
| Затвор для дверей холодильных камер | 1920 |
|
SU182A1 |
| Способ измерения коэффициента мощности однофазной контактной сварочной машины | 1982 |
|
SU1038144A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аксельрод Ф | |||
| А., Миркин А | |||
| М | |||
| Образование для сварки давлением | |||
| М.: Высшая школа, 1975, с | |||
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
