Труба 12 подается, например, по рольгангу вплотную к фланцу 11, находящемуся в приспособлении 3 для приема фланца, на уровне оси центрирующего узла 2. Приводится в действие пневмоцилиндр 15. При ходе штока 14 пневмоцилиндра 15 вперед центрирующий узел 2 перемещается на основании 1 в продольном направлении. Вилка 16 входит в вырезы 19 в приспособлении 3 для приема фланца и за счет
рез А-А на . 1; . 4 раз- Ю клиновидных концов выталкивает фланец И
рез Б-Б на фиг 1; на фиг. 5 - раз- з полости 17. При этом три направляющих 5 охватывают фланец, а коническая часть 4 центрирующего узла 2 входит в отверстие фланца 11.
При ходе щтока 14 пневмоцилиндра 15 15 назад тяги 10 также перемещаются назад и выводят захваты 7 из пазов 6. Продолжая перемещаться по направляющим 5, выведенные из пазов, щарнирно закрепленные захваты 7 одновременно движутся раЦентр ирующий узел 2 имеет цилиндри- .,„ диально. При этом они захватывают фда- ческую часть и коническую рабочую часть и перемещают его по образующей
для центровки фланца на трубе и снабжен тремя направляющими 5 с пазами 6 для захватов 7, которые равномерно расположены по окружности центрирующего узла и жестко закреплены на нем.
Захваты 7 соединены с помощью шарниров 8 и пружин 9 с тягами 10 с возможностью перемещения в радиальном направлении для зацепления фланца 11 и вдоль
Изобретение относится к сварочному оборудованию и может быть использовано во всех отраслях мащиностроения.
Целью изобретения является повышение производительности путем автоматизации сборки трубы с фланцем и повышение качества.
На фиг. 1 изображено устройство для сборки под сварку, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - раз
рез В-В на фиг. 3, исходное положение направляющих с захватами,- на фиг. 6 - то же,рабочее положение направляющих с захватами.
Устройство для сборки содержит основание 1, на котором подвижно установлен центрирующий узел 2 и жестко закреплено приспособление 3 для приема фланца.
нец и перемещают его по образующе конической части 4 центрирующего узла до центровки на конической части. Центровка фланца на центрирующем узле 2 закончена. Труба 12 продвигается вперед для 25 центровки на конической части 4 центрирующего узла 2. Труба, упираясь торцом в образующую конической части 4, скользит по ней и входит во фланец. Центровка фланца 11 с трубой 12 закончена. Далее
направляющих 5 для перемещения фланцаосуществляется сварка прихваточным швом
в процессе его центровки на трубе 12.30 трубы 12 с фланцем 11.
При следующем ходе штока 14 пневмоцилиндра 15 вперед тяги 10 движутся в полости 13 центрирующего узла 2 вперед и перемещают захваты 7 по направляющим 5. В момент достижения пазов 6
лости 13 больщ длины пазов зах- 35 захваты 7 за счет подпружиненного шар- ватов 7..нира занимают исходное положение в пазах и освобождают фланец. Труба с фланцем отводится назад и выполняется окончательная сварка. Готовая труба убирается. Устройство готово к следующему циклу.
Тяги 10 расположены в полости 13 центрирующего узла и соединены со щтоком 14 пневмоцилиндра 15. Длина хода штока 14 обеспечивает выход направляющих за установленный на трубе фланец, а длина по40
Центрирующий узел 2 также снабжен вилкой 16, жестко закрепленной на нем так, что одна из направляющих 6 для захватов расположена в вилке.
Приспособление 3 для приема фланца представляет собой сварную конструкцию коробчатого сечения с внутренней вогнутой полостью 17, радиус которой не менее радиуса фланца. Высота стенок полости
17 составляет не менее 1/4 диаметра флан- 45 труб с фланцами. ца для удержания последнего в вертикальном положении.
В боковых стенках полости 17 выполнены сквозные вырезы 18 а 19 для одной из направляющих 5 и вилки 16 соответственно.
Концы вилки 16 выполнены в виде клиньев высотой, равной глубине полости с тем, чтобы обеспечить возможность выталкивания фланца из полости приспособления 3 для приема фланца.
Предложенное устройство позволяет механизировать операции подачи фланца на трубу и его центровки под сварку и тем самым повысить производительность сборки
Формула изобретения
Устройство для сборки под сварку труб с фланцами, содержащее смонтированные на 50 основании подвижный центрирующий узел с конической рабочей частью и пневмоци- линдром и приспособление для приема фланца, отличающееся тем, что, с целью повышения производительности путем автоматизации сборки трубы с фланцем и повыДлина направляющих 5 равна длине 5 шения качества, центрирующий узел снаб- нескощенной части вилки 16.жен направляющими, равномерно расположенными по окружности центрирующего узла, жестко закрепленными на нем и выУстройство для сборки работает следующим образом.
диально. При этом они захватывают фда- ец и перемещают его по образующей
нец и перемещают его по образующе конической части 4 центрирующего узла до центровки на конической части. Центровка фланца на центрирующем узле 2 закончена. Труба 12 продвигается вперед для центровки на конической части 4 центрирующего узла 2. Труба, упираясь торцом в образующую конической части 4, скользит по ней и входит во фланец. Центровка фланца 11 с трубой 12 закончена. Далее
труб с фланцами.
Предложенное устройство позволяет механизировать операции подачи фланца на трубу и его центровки под сварку и тем самым повысить производительность сборки
45 труб с фланцами.
Формула изобретения
Устройство для сборки под сварку труб с фланцами, содержащее смонтированные на 50 основании подвижный центрирующий узел с конической рабочей частью и пневмоци- линдром и приспособление для приема фланца, отличающееся тем, что, с целью повышения производительности путем автоматизации сборки трубы с фланцем и повыполненными с пазами, тягами, соединенными со штоком пневмоцилиндра, захватами, шарнирно закрепленными на тягах и подпружиненными относительно тяг, и вилкой, при
этом одна из направляющих размещена между зубцами ви.тки, а приспособление для приема фланца выполнено с вырезами для направляющей и вилки.
V
7
7
Л
1JC
фиг.2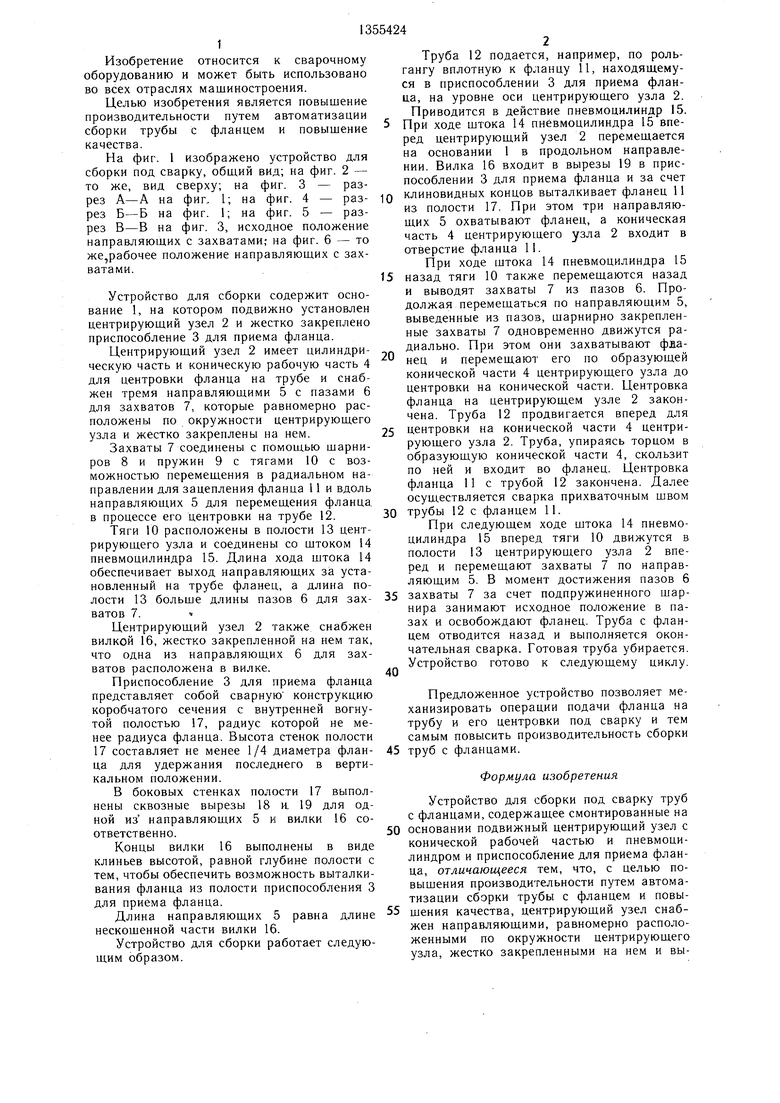
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку труб с фланцами | 1985 |
|
SU1258669A1 |
| УСТРОЙСТВО ЦЕНТРИРОВАНИЯ И ЗАГРУЗКИ С УЗЛОМ ПРИЕМА И ПОДАЧИ ЧУРАКА В ЗОНУ ЦЕНТРОВКИ И МЕХАНИЗМОМ СИНХРОНИЗАЦИИ | 2008 |
|
RU2378107C1 |
| Устройство для сборки под сварку труб с фланцами | 1987 |
|
SU1418023A1 |
| СПОСОБ БЕСТРАНШЕЙНОЙ ЗАМЕНЫ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2116547C1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1238917A1 |
| Устройство для сборки под сварку труб с фланцами | 1980 |
|
SU925605A1 |
| Устройство для сборки под сварку балки с фланцем | 1987 |
|
SU1459882A1 |
| Устройство для сборки под сварку балки с фланцем | 1985 |
|
SU1281366A1 |
| Приспособление для сборки под сварку патрубков с фланцами | 1980 |
|
SU941130A1 |
| СПОСОБ РАЗДЕЛКИ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА И УСТРОЙСТВО РАЗДЕЛКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2067327C1 |

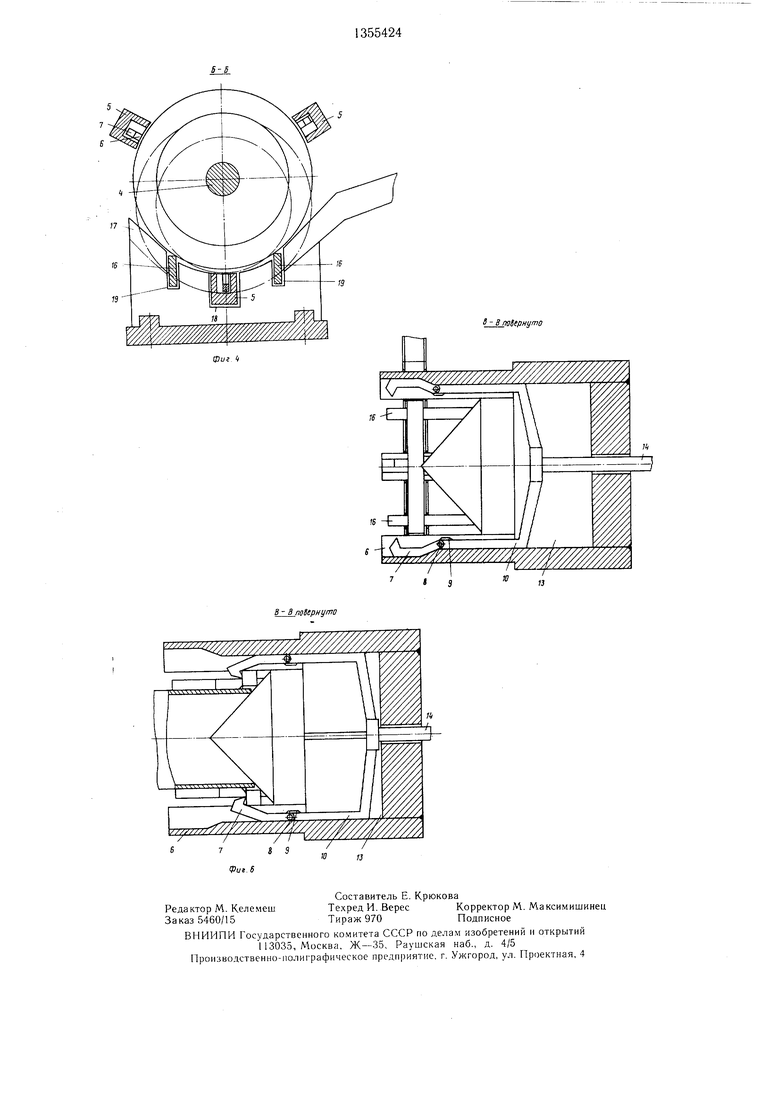
Изобретение относится к сварочному оборудованию и может быть использовано во всех отраслях машиностроения. Целью изобретения является повышение производительности и качества. На основании 1 подвижно установлен центрируюш.ий узел 2 и приспособление 3 для приема фланца 11. На центрируюш.ем узле 2 закреплены направ- ляюшие 5, в пазах которых установлены захваты, соединенные с пневмоприводом 15, и вилка 16. При перемеш.ении центри- руюш,его узла 2 вилкой 16 фланец 11 приподнимается над приспособлением 3 и попадает в направляюшие 5. Одновременно коническая рабочая часть 4 центрирующего узла входит в отверстие фланца. При обратном ходе фланец 11 центрируется на конической рабочей части 4. Затем при перемещении трубы 12 к центрирующему узлу 2 труба центрируется на нем по отношению к фланцу, обеспечивая точную автоматическую сборку с фланцем. 6 ил. (Л со СП СП 4 ГчЭ 4 V// ///////Л V// /// /// /// /// ////// /// 16 h и Фиг.
I 9
в - S naiepHgmo
Редактор М. Келемеш Заказ 5460/15
Составитель Е. Крюкова
Техред И. ВересКорректор М. Максимишинец
Тираж 970Подписное
ВНИИПИ Государственного комитета СССР но делам изобретеннй н открытий
| 13035, Л Ьсква, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое преднриятие, г. Ужгород, ул. Проектная, 4
| Устройство для сборки под сварку труб с фланцами | 1980 |
|
SU925605A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
