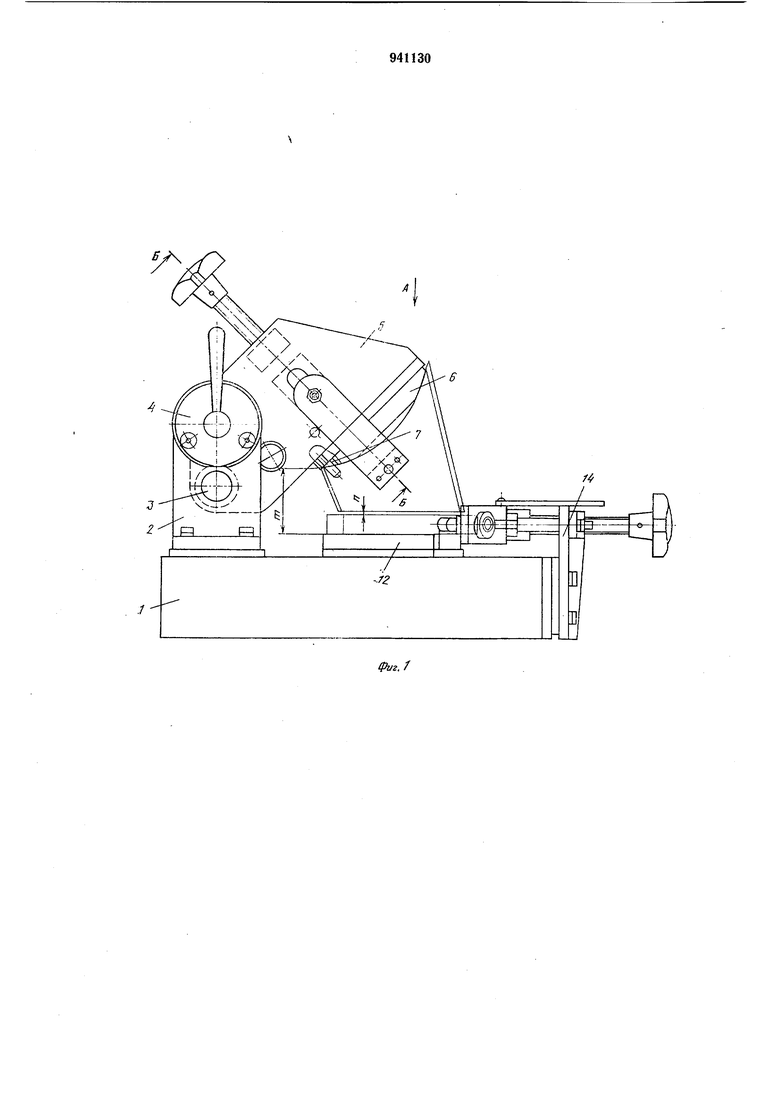
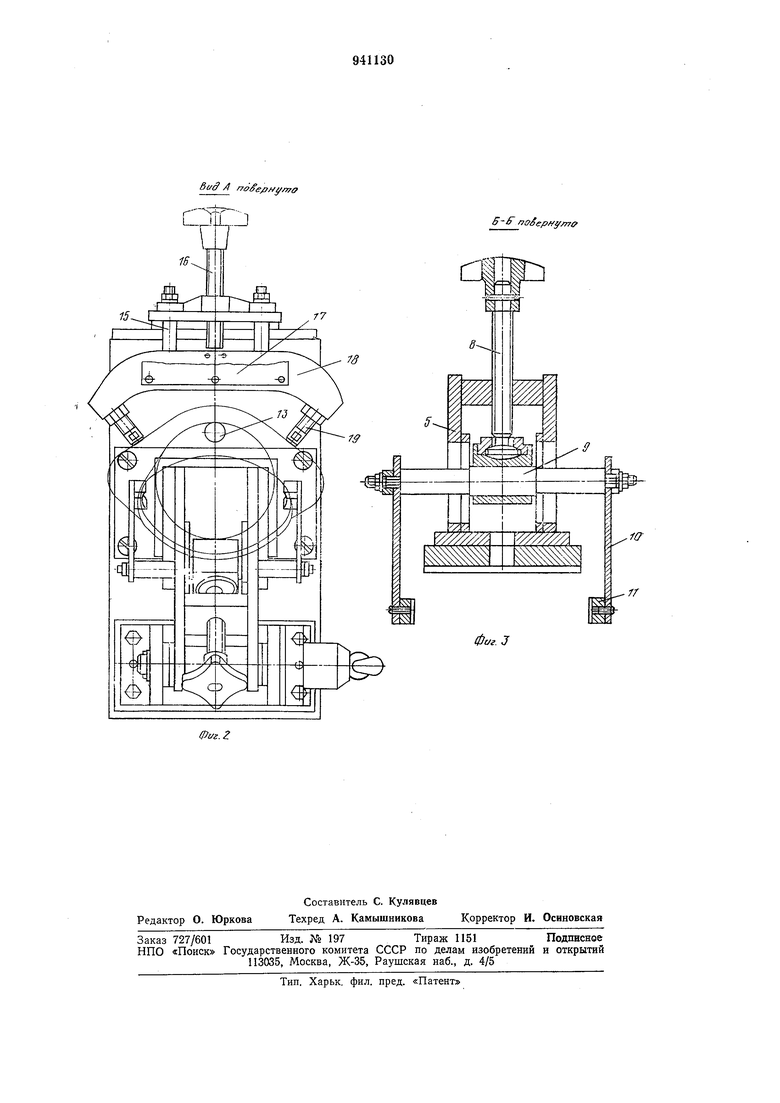
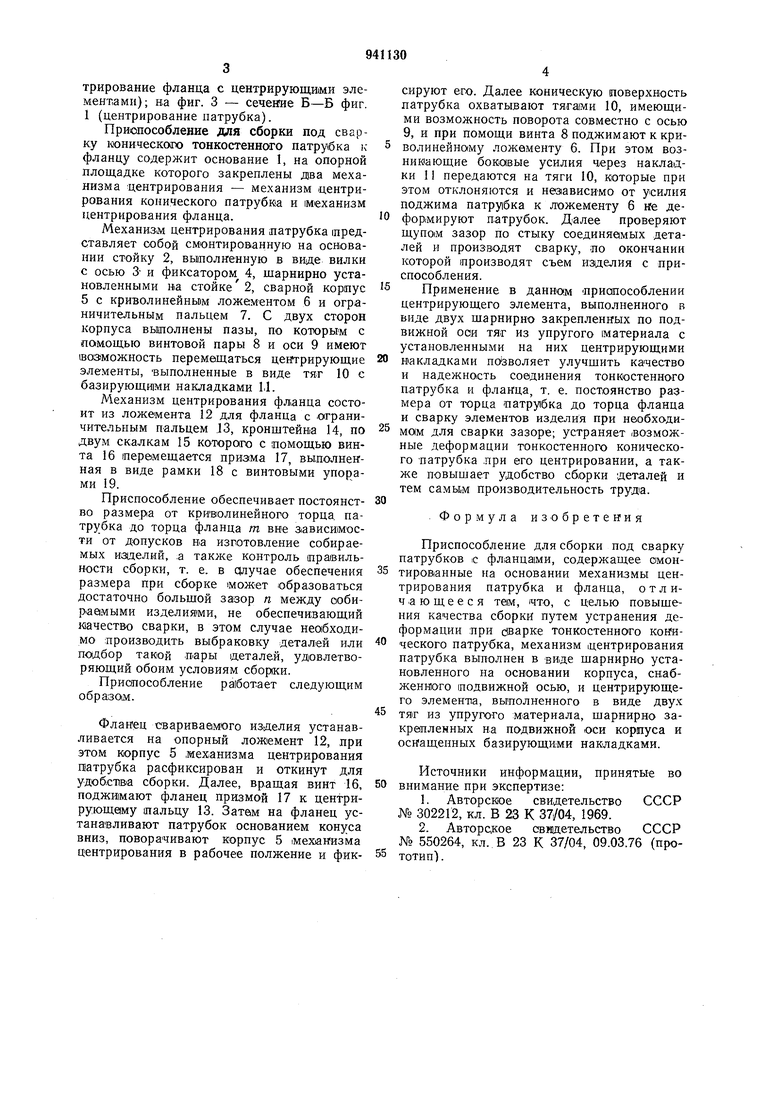
трирование фланца с центрирующи1ми элементами); на фиг. 3 - сечение Б-Б фиг. 1 (центрирование патрубка). Приспособление для сборки под сварку коническо1го тонкостенного патрубка к фланцу содержит основание 1, на опорной площадке которого закреплены два механизма центрирования - механизм центрирования конического патрубка и механизм центрирования фланца. Механизм центрирования патрубка (представляет собой смонтированную на основании стойку 2, выполненную в виде вилки с осью 3- и фиксатором 4, шарнирно установленными на стойке 2, сварной корпус 5 с криволинейным ложементом 6 и ограничительным пальцем 7. С двух сторон корпуса вьшолнены пазы, по которым с помощью винтовой пары 8 и оси 9 имеют возможность перемещаться центрирующие элементы, выполненные в виде тяг 10 с базирующи1ми накладками М. Механизм центрирования фланца состоит из ложемента 12 для фланца с ограничительным пальцем .13, кронщтейиа 14, по двум скалкам 15 которого с помощью винта 16 перемещается призма 17, выполненная в виде рамки 18 с винтовыми упорами 19. Приспособление обеспечивает постоянство размера от криволинейного торца патрубка до торца фланца т вне 3(ависи1мости от допусков ва изготовление собираемых изделий, .а также контроль тра/вильности сборки, т. е. в олучае обеспечения размера при сборке может образоваться достаточно большой зазор п между ообира9.мыми изделия1ми, не обеспечивающий к ачестВ0 сварки, в этом случае необходимо производить выбраковку деталей или подбор такой тары деталей, удовлетворяющий обоим условиям сборки. Приспособление работает следующим обра;зоим. Фланец свариваемого изделия устанавливается на опорный ложемент 12, при этом корпус 5 .механизма центрирования патрубка расфиксирован и откинут для удобст1В1а сборки. Далее, вращая винт 16, поджнмают фланец призмой 17 к центрирующе(му тальцу 13. Затем на фланец устанавливают патрубок основанием конуса вниз, поворачивают корпус 5 механизма центрирования в рабочее полжение и фиксируют его. Далее коническую поверхность патрубка охватывают тяга1ми 10, имеющими возможность поворота совместно с осью 9, и при помощи винта 8 поджимают к криволинейному ложементу 6. При этом возник1ающие боковые усилия через накладки 11 передаются на тяги 10, которые при этом отклоняются и независимо от усилия поджима патрубка к ложементу 6 йе деформируют патрубок. Далее проверяют щупом зазор по стыку соединяемых деталей и производят сварку, -по окончании которой производят съем изделия с приспособления. Применение в данном Приспособлении центрирующего элемента, выполненного в виде двух шарнирно закрепленных по подвижной оаи тяг из упругого материала с установленными на них центрирующими н акладками позволяет улучшить качество и надежность соединения тонкостенного патрубка и фланца, т. е. постоянство размера от торца оатрубка до торца фланца и сварку элементов изделия при необходи сварки зазоре; устраняет .возможные деформации тонкостенного конического патрубка .при его центрировании, а также повышает удобство сборки деталей и тем самьш производительность труда. Формула изобретения Приспособление для сборки под сварку патрубков с фланцами, содержащее омонтироВ|анные на основании механизмы центрирования патрубка и фланца, о т л ич.ающееся там, что, с целью повышения качества сборки путем устранения деформации .при с варке тонкостенного Kotfaческого патрубка, механизм (центрирования патрубка выполнен в виде шарнирно установленного на основании корпуса, снабженного подвижной осью, и центрирующего элемента, выполненного в виде двух тяг из упругого материала, шарнирно закрепленных на подвижной оси корпуса и оснащенных базирующими накладками, Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 302212, кл. В 23 К 37/04, 1969. 2. Авторское свидетельство СССР № 550264, кл. В 23 К 37/04, 09.03.76 (прототип).
Buff / noffe/jf ymo
ff-f noSepf y/nef
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| РАЗБОРНАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2002 |
|
RU2213661C1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| Устройство для юстировки световолокна в наконечнике | 1989 |
|
SU1748126A1 |
| Установка для автоматической сварки | 1986 |
|
SU1333516A1 |
| Приспособление для сборки под сварку | 1976 |
|
SU550264A1 |
| Устройство для взаимного центрирования деталей типа крестовины и фланца-вилки | 1989 |
|
SU1606306A1 |
| Устройство для запрессовки тонкостенных трубчатых заготовок | 1990 |
|
SU1750915A1 |
| Устройство для сборки под сварку трубы с фланцем | 1989 |
|
SU1609602A1 |
| Машина для шовной электрической сварки | 1986 |
|
SU1397223A1 |