Изобретение относится к поверхностному пластическому деформированию деталей машин и может быть использовано при обработаке торцов и цилиндрических поверхностей деталей, а также для нанесения канавок переменной глубины различного профиля.
Целью изобретения является расширение технологических возможностей и качества обработки путем обеспечения обработки деталей с профилем канавок переменной глубины на заданном участке длины.
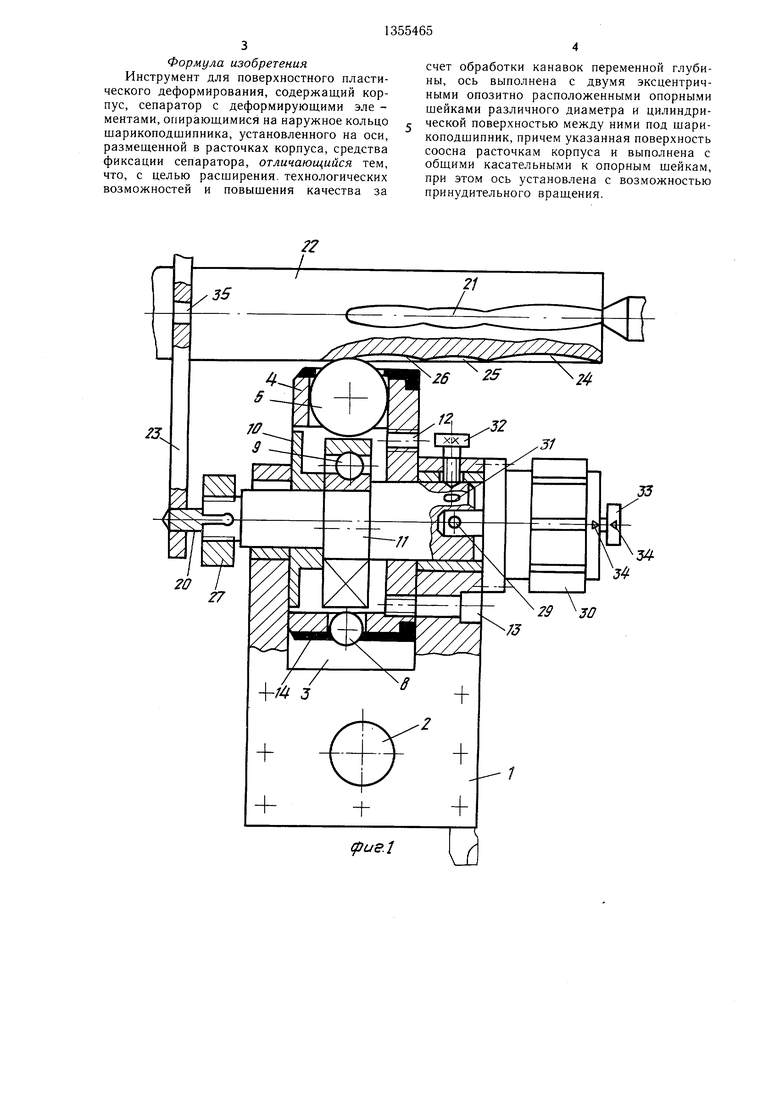
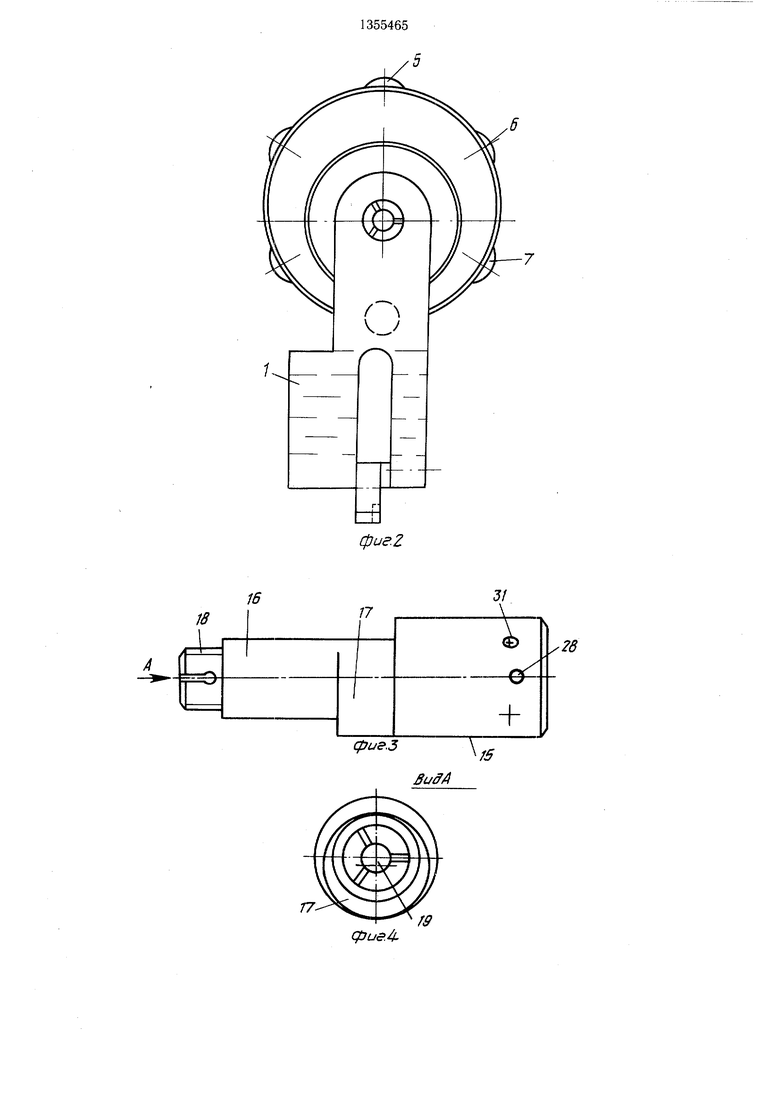
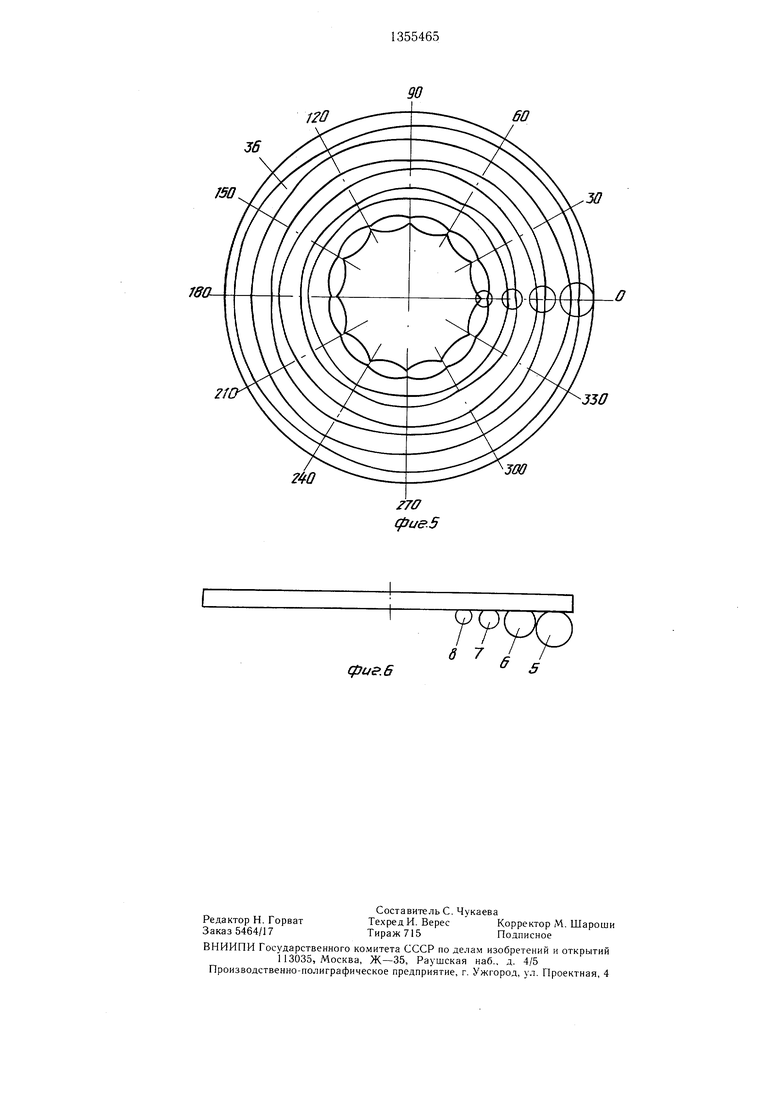
На фиг. 1 изображен инструмент, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - вид шпинделя; на фиг. 4 - вид А на фиг. 3; на фиг. 5 и 6 - обрабатываемая деталь.
Универсальный инструмент содержит корпус 1 с отверстием 2, по которому устанавливается на место резцедержателя станка. В корпусе 1 выполнен паз 3, в котором размещен сепаратор 4, несущий деформирующие элементы 5-8 различных размеров, имеющие общую опору на подшипник 9, установленный совместо с сепаратором 4, диском 10 на шпинделе 11, проходящий через отверстия корпуса 1. В сепараторе 4 выполнены резьбовые отверстия 12, число которых равно общему числу деформирующих элементов. В необходимой позиции сепаратор 4 фиксируется винтом 13. Крышка 14 удерживает от выпадания деформирующие элементы 5-8. Шпиндель 1 имеет опорные шейки 15-16, между которыми размещена цилиндрическая щейка 17, смещенная относительно соосных щеек 15-16, причем одна из сторон шейки 17 имеет общую касательную с шейкой 16, вторая имеет общую касательную с шейкой 15. На одном из концов шпинделя 11 выполнена цанговая шейка 18 с отверстием 19 под центрирующий деформирующий или режущий элемент 20, с помощью которого профильная канавка 21 переменной глубины на детали 22 оказывается зафиксированной с высокой точностью относительно фланца 23 обрабатываемой детали 22. Такая точная фиксация паза канавки 21 или отдельных ее элементов 24-26 имеет важное значение для ряда деталей машиностроения, а особенно для деталей систем управления, например дисков ко.ман- доаппаратов, где необходима точность отсчета с соблюдением единства установочных технологичесих баз.
Гайка 27 обеспечивает надежность крепления элемента 20. Шпиндель 11 с помощью отверстия 28 щтифта 29 соединяется с валом мотор-редуктора 30 (например СД5, 4 или РД-09). Отверстие 31 и винт 32 служат для фиксации шпинделя 11 в необходимом положении, т. е. при необходимости расширения зоны контакта деформирующих элементов 5-8 в гнездах сепаратора 4.
0
5
0
5
0
5
0
5
Инструмент работает следующим образом.
По отверстию 2 устанавливается на место разцедержателя станка. Деталь 22 зажимается в патроне станка (не показан). Затем совмещают с помощью маховичка 33 мотор-редуктор 30 метки 34, винт 32 при этом не должен входить в отверстие 31. Пеле этого инструмент подводится к детали 22 до касания деформирующего элемента 5 (или одного из деформирующих элементов 5-8), подвод делается со стороны пиноли задней бабки станка. Затем включают продольную подачу станка и вращение мотор- редуктора 30, щпиндель станка при этом отключен. При совместном действии продольной подачи станка и вращении мотор-редуктора 30 с помощью деформирующего элемента 5 на детали 22 выдавливается канавка 21 переменной глубины. Канавка 21 по длине может быть выполнена в виде последовательно соединенных сегментов 24-26 одинаковой длины или различной (фиг. 1). Длина одного сегмента, например 24, формируется за один оборот шпинделя 11 при постоянной подаче для данного сег.мента. При формировании сег.ментов 24-26 различных длин подачи последовательно переключаются. По мере за.верщения выдавливания профильной канавки 21 на детали 22 на ее фланце 23 с помощью деформирующего или режущего элемента 20 на торце фланца делается углубление - метка или отверстие 35, имеющее важное значение как база или начало отсчета. На детали 22 последовательно с периодическим угловым поворотом щпинделя могут быть выдавлены ряд профильных канавок 21 переменной глубины и различной длины сегментов 24-26. Канавки 21 с помощью отверстий 35 могут быть строго зафиксированы в этой же технологической операции. Технологическое отверстие 35 на фланце 23 детали 22 может быть выполнено и на периферии фланца, т. е. инструмент может быть отведен в направлении, перпендикулярном оси детали 22, при этом угловая фиксация паза канавки 21 не нарушается. Разные периоды повторяемости сегментов канавок 36 достигаются за счет изменения частоты вращения детали, зажатой в патроне станка.
При необходимости смены позиции на деформирующий элемент другого размера выворачивают винт 13 и поворачивают сепа- ратор 4 (например так, что отверстие резьбовое 12 попадает под винт 13 и фиксирует сепаратор 4 в этом положении).
Предлагаемый инструмент имеет значительно расширенные технологические возможности за счет обработки новой группы 5 деталей с профильными канавка.ми переменной глубины (например типа сегментной), причем как на цилиндрических, так и на торцовых поверхностях.
Формула изобретения Инструмент для поверхностного пластического деформирования, содержащий корпус, сепаратор с деформирующими эле - ментами, опирающимися на наружное кольцо шарикоподшипника, установленного на оси, размещенной в расточках корпуса, средства фиксации сепаратора, отличающийся тем, что, с целью расширения, технологических возможностей и повышения качества за
счет обработки канавок переменной глубины, ось выполнена с двумя эксцентричными опозитно расположенными опорными шейками различного диаметра и цилиндрической поверхностью между ними под шарикоподшипник, причем указанная поверхность соосна расточкам корпуса и выполнена с обшими касательными к опорным шейкам, при этом ось установлена с возможностью принудительного вращения.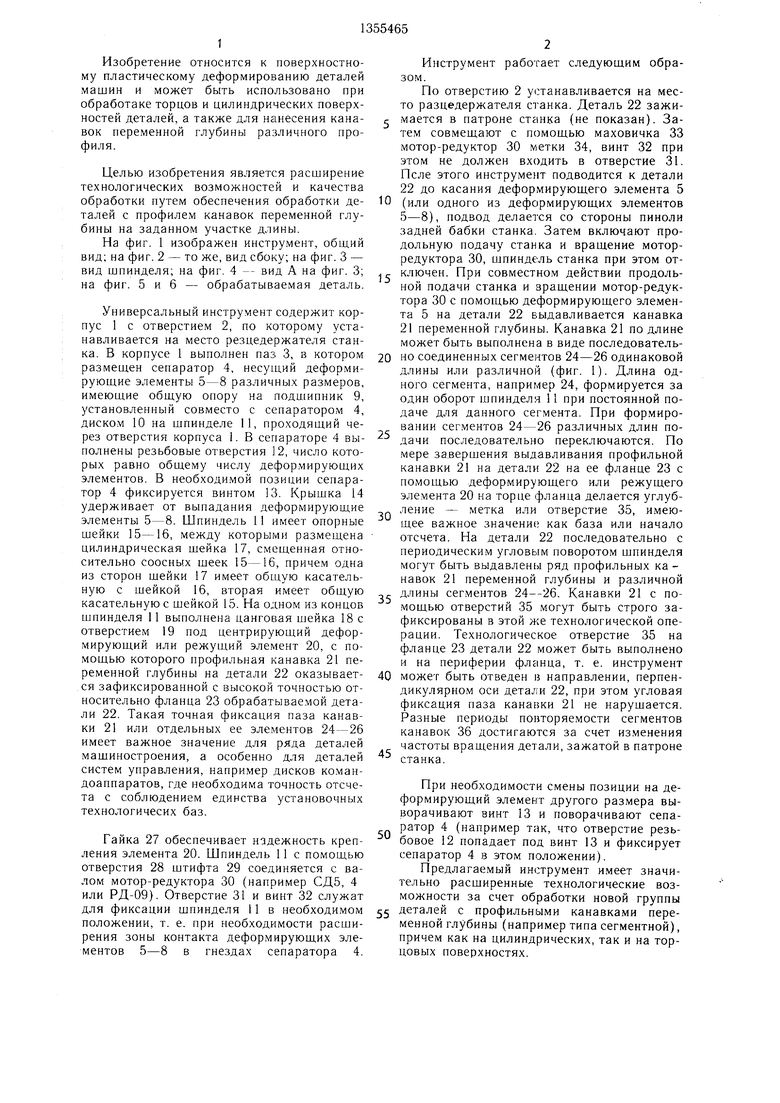
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ротационной вытяжки полых деталей | 1986 |
|
SU1470392A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО - УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2023 |
|
RU2815142C1 |
| Инструмент для обработки отверстий пластическим деформированием | 1989 |
|
SU1706846A1 |
| Раскатник для обработки наружных цилиндрических и торцовых поверхностей | 1989 |
|
SU1682144A1 |
| Устройство для двусторонней чистовойи упРОчНяющЕй ОбРАбОТКи лиСТОВыХдЕТАлЕй | 1979 |
|
SU846247A1 |
| Устройство для обработки деталей методом поверхностного пластического деформирования | 1980 |
|
SU921816A1 |
| УСТРОЙСТВО ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2437750C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2440232C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| Устройство для двусторонней чистовой и упрочняющей обработки листовых деталей | 1982 |
|
SU1063583A1 |
Изобретение относится к поверхностному пластическому деформированию деталей машин и может быть использовано при обработке наружных цилиндрических и торцовых поверхностей. Цель изобретения - расширение технологических возможностей и повышение качества за счет обработки канавок переменной глубины. Для этого инструмент содержит корпус, сепаратор с деформирующими элементами, опирающимися на наружное кольцо шарикоподшипника, установленного на оси, размещенной в расточках корпуса на эксцентричных щейках различного диаметра, средства фиксации сепаратора. Между опорными щейками оси выполнена цилиндрическая поверхность, соос- ная расточкам корпуса и касательная опорным щейкам. При принудительном вращении оси на заготовке выдавливаются канавки переменной глубины. При необходимости изменения режимов деформирования сепаратор поворачивается на заданный угловой шаг и фиксируется. 6 ил. i (Л со СП СП 4 С5 СП
16
фиг.г
J/
фиеЛ
36
т
2U
60
30
350
300
в 7
фи.б
| Гладилов Ю | |||
| С., Меннер А | |||
| Л | |||
| Универсальный инструмент для чистовой и упрочняющей обработки, станки и инструмент | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
