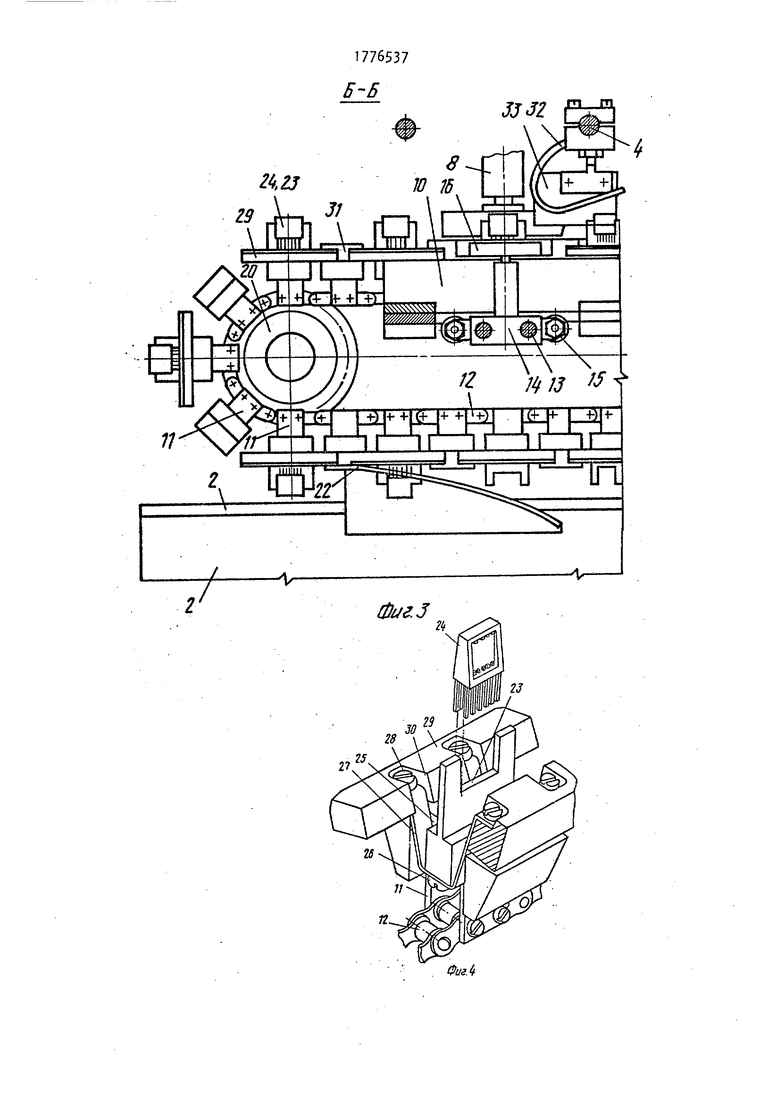
входят в контакт с роликами 16 и смыкаются, зажимая изделие 2k гребенки 1 выводов, прижимая их к стенкам поса- дочного места 23 о
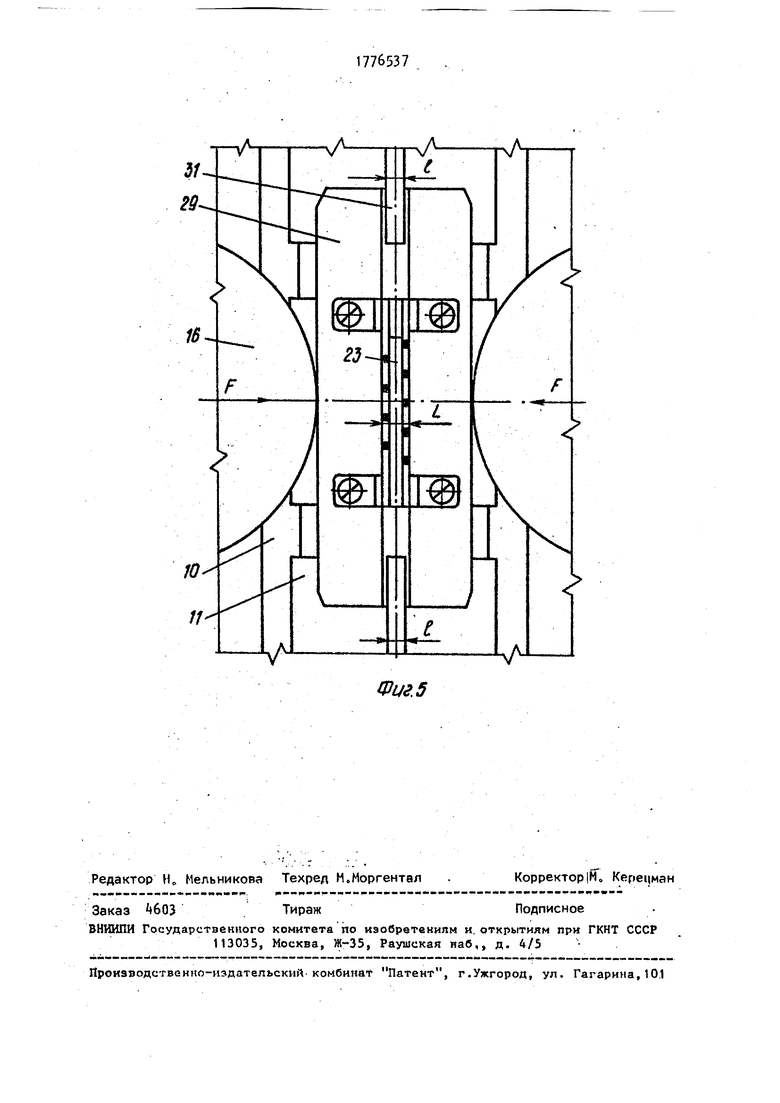
Такой прижим осуществляется (см. фиг. 5) благодаря тому, что толщина (1) смежных элементов 11 менее величины (L) пакета, состоящего из
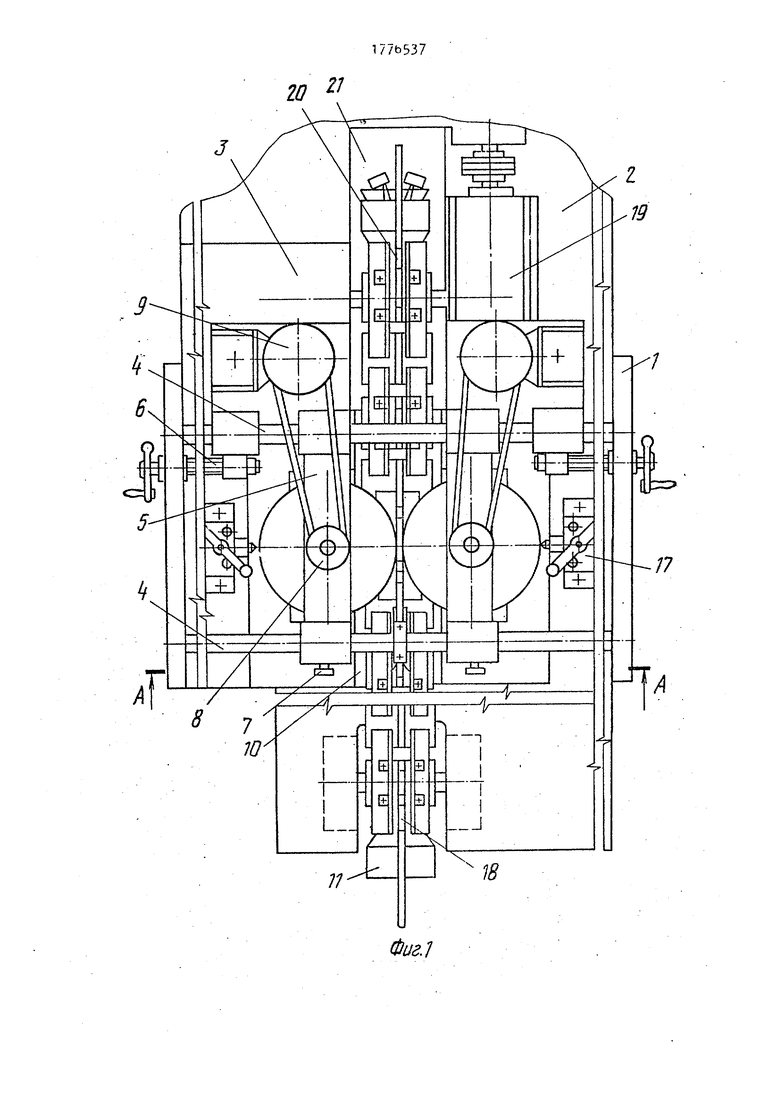
обрабатывающие шпиндельные головки 8 с приводами 9 о На верхней полке 3 треугольная направляющая 10, с которой соприкасаются несущие элементы 11, за- с крепленные на звеньях приводной цепиг 12 о В центральных вырезах направляющей 10 и полки 3 закреплены перлен дикулярно движению цепи 12 направляю
щие 13 цепи, на которых в каретках 1A(1Q толщины посадочного места 23 и двух соединенных пружинами 15, установлены толщин выводов гребенок (зажимных ролики 16, оси которых совпадают частей изделия). Таким образом, зажим с плоскостью действия обрабатывающих головок 8 о На полке 3 установлены
стойки 17 для правки алмазом абразив-15 ки 33 и ПРУ1ЧИНОЙ 32 и сопровождает ных кругов шпиндельных головок 3, а также закреплены цапфы натяжной звездочки 18 приводной цепи 12„
На нижней полке 2 установлены привод 19 ведущей звездочки 20 и прием- 20 ник 21 готовых изделий со съемником 22„ Несущий элемент 11, предназначенный для закрепления изделий имеет (см„ фиг k) посадочное место 23, толизделия происходит до начала обработки в момент колибрующего эффекта створусилие F до окончания контакта губок 29 с роликами 16„
Благодаря подвижности кареток И величина силы F одинаково действует с обеих сторон на губки 29 и на эту о симметрию не влияет погрешность в из, готовлении деталей узлов фиксации на всех звеньях цепи 12„ Изделие, зафиксированное губками 29, проходит между
щина которого соответствует простран-25 абразивными кругами обрабатывающих rot ству между рядами гребенки выводов лово| 8 которые настроены на соответ- корпуса микросхемы 2k„ В элементе выполнены вырезы 25, в которых закреплены винтами 26 плоские П образные пружины 27о30
Концы пружины 27 отогнуты и к ним прикреплены винтами 28 губки 29, в которых для этого имеются карманы 30о
Между концами губок 29 (см фиг„3)
расположены опорные ребра 31 смежных . ник 22 который помогает изделию при несущих элементов 11„продолжении его движения выходить из
Перед роликами 16 установлена путем посадочного места 23. Свободные посаде закрепления на направляющей k (см„ фиг« 2, 3) прижимная часть перемещаемого изделия 2k, состоящая из нажим - лп Ряется
н«й nnvnuMUu, ы rxnnno,, ,1 «° Ф О Р М У Л а ИЗоЬрвТеНИЯ
Устройство для перемещения и крепле- -1
ствующий размер при помощи винтов 6 И фиксаторов 7. После прохода роликов 16 губки 29 раскрываются под действием пружины 27 и изделие перемещается к приемнику 21, на которым оно переворачивается и под действием силы тяжесе ти может быть сброшено в приемник Для надежного сброса установлен съемдочные места перемещаются под очередную загрузку изделиями и цикл повтония изделий при обработке, содержащее цепной транспортер расположенными на звеньях цепи несущими элементами,предной пружины 32 и пружинных створок 33.
Устройство работает следующим образом о
Изделия, в виде корпусов микрос,VJLJ-пол/ч 4t.i IKI п,ущгтг1 чэлсмсп нами .nut:;
хем 2k, устанавливаются роботом или „5 назначенными для крепления изделий,
nnvuHVin на nnfя nnuukie МРГТЯ / n HP-..
направляющую цепи и элементы крепле- г ния изделий, отли чающееся тем, что с целью повышения производительности шлифования, ycTpoucf8cT cHa6вручную на посадочные места 23 в не сущих элементах9 перемещаемых приводной цепью 12 и скользящих о треугольной направляющей 10 При этом губки 29 раскрыты под действием пружины 27,
... 50 жено закрепленной на каждом из несу- Треугольная направляющая 10 фиксирует, щих алементов плоской пружиной П-образ- посадочные места 23 и ребра 31 несущих
элементов 11 по осевой плоскости во время движения. При этом изделие 2k
ной формы с отогнутыми концами, несущими элементы крепления изделий, вы- пблненные в виде губок, опорными реб- аступает.в контакт с нажимной пружиной рамИ) размещенными на цепи между кон- 32 и створками 33. При приближении « цами губок и двумя подпружиненными к выходу из створок 33 оно занимает роликами, установленными в направляю- установочное положение в этой плоо- т щей по obe стороны цепи с возможностью кости. В этот момент концы губок 29 взаимодействия Л губками.
входят в контакт с роликами 16 и смыкаются, зажимая изделие 2k гребенки 1 выводов, прижимая их к стенкам поса- дочного места 23 о
Такой прижим осуществляется (см. фиг. 5) благодаря тому, что толщина (1) смежных элементов 11 менее величины (L) пакета, состоящего из
толщины посадочного места 23 и двух толщин выводов гребенок (зажимных частей изделия). Таким образом, зажим
изделия происходит до начала обработки в момент колибрующего эффекта створабразивными кругами обрабатывающих rot лово| 8 которые настроены на соответ-
ствующий размер при помощи винтов 6 И фиксаторов 7. После прохода роликов 16 губки 29 раскрываются под действием пружины 27 и изделие перемещается к приемнику 21, на которым оно переворачивается и под действием силы тяжесе ти может быть сброшено в приемник Для надежного сброса установлен съемпосадочного места 23. Свободные посаде Ряется
дочные места перемещаются под очередную загрузку изделиями и цикл повтония изделий при обработке, содержащее цепной транспортер расположенными на звеньях цепи несущими элементами,предVJLJ-пол/ч 4t.i IKI п,ущгтг1 чэлсмсп нами .nut:;
назначенными для крепления изделий,
4
«
rx
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулирующее устройство для съема, кантования и выдачи изделий с пресса | 1987 |
|
SU1512775A1 |
| Устройство для ультразвукового контроля изогнутых труб | 1981 |
|
SU954876A1 |
| ТРУБНЫЙ КЛЮЧ | 2022 |
|
RU2811619C2 |
| Зажимное устройство | 1983 |
|
SU1155411A1 |
| Летучая пила для резки труб | 1973 |
|
SU422548A1 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1989 |
|
SU1646661A1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| УСТРОЙСТВО ТИПА "РУКА" ДЛЯ ПЕРЕДАЧИ ИЗДЕЛИЙ | 2002 |
|
RU2224641C1 |
| Полуавтомат для обработки поясов швейных изделий | 1969 |
|
SU289769A1 |
| Устройство к кольцевым ватерам для автоматической замены шпуль | 1946 |
|
SU69800A1 |

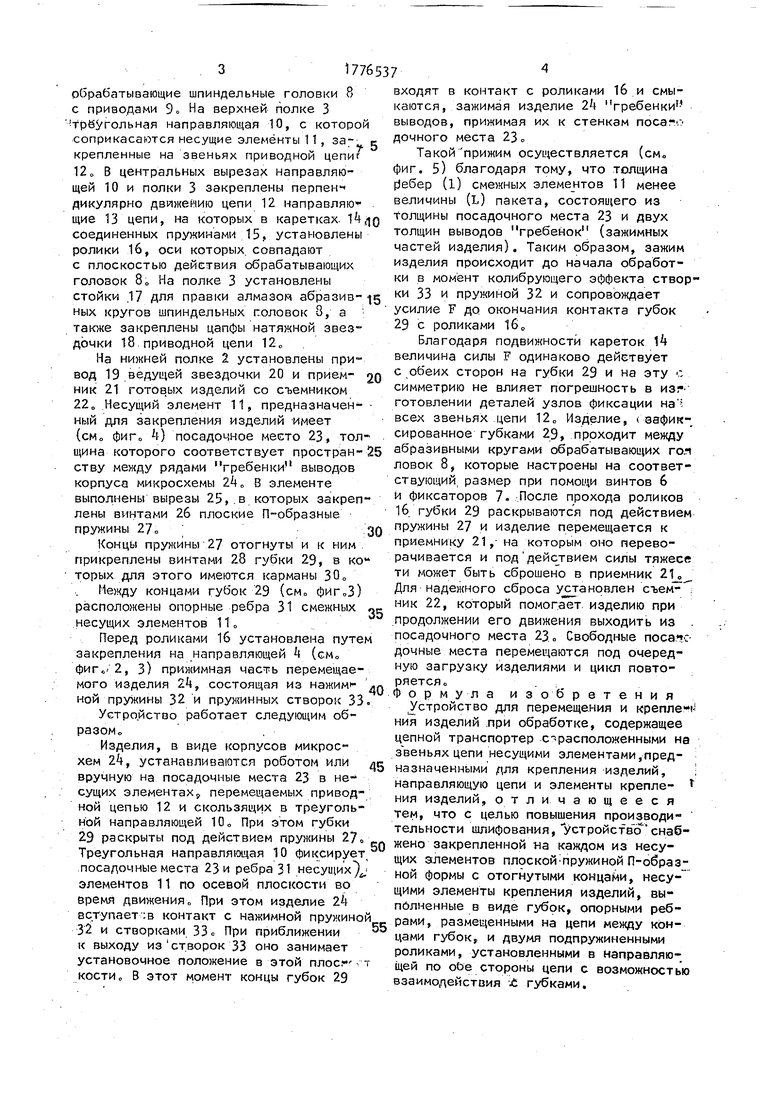
Изобретение используется при ханической обработке в электронной и машиностроительной промышленности . в частности для обработки пластмассе- вых корпусов микросхем пенального типа, необходимой для малозазорного соединения с пеналсМо Устройство содержит цепной конвейер. На элементах, прикрепленных к звеньям цепи, изделия протягиваются по треугольной направляющей через две обрабатывающие головки. Устройство снабжено механизмом Изобретение относится к механической обработке изделий и может быть использовано в электронной и машиностро- ительной областях, в частности для обработки пластмассовых корпусов микросхем пенального типа, необходимой для . малозазорного соединения с пеналом. Целью изобретения является повышение производительности труда за счет меха-: низации ручных операций. На фиг. 1 изображен общий вид устройства в плане; на фиг„ 2 - сечение , фиксации изделия в заданном положении на все время обработки его боковых поверхностейо Этот механизм представляет собой удлиненные губки 29, контактирующие с боковыми роликами, установленными на каретках с направляющими. Две губки 29 соединены между собой плоской пружиной 27 П-образной формы. Изделие устанавливают на по.са-- дочное место 23„ При этом губки 29 раскрыты под действием пружин 27. При вхождении губок в контакт с роликами губки фиксируют изделие 24, которое перед этим находилось в калибровочном канале, и сохраняют фиксацию до выхода из контакта. Изделие , зафиксированное губками 29, проходит между абразивными кругами и обрабатывается. После прохода-роликов губки 29 раскрываются под действием пружины 27 и изделие перемещается к приемнику, в который сбрасывается. Свободные посадочные места 23 перемещаются под очередную загрузку изделиями и цикл повторяется „ 5 ил. А-А по фиг о 1; на фиг. 3 - сечение Б-Б по фиг. 2; на фиг. А - несущий элемент с посадочным местом под изде лие в аксонометрии; на фиг„ 5 - меха низм фиксации изделия в плане, Устройство .состоит из основания 1, на котором закреплены нижняя 2 и верхняя 3 полки, две цилиндрические направляющие „ В них установлены Г-образные каретки 5 с ходовыми винтами 6 и фиксаторами 7. На каретках 5 закреплены (S. С v| vj О сл со XI
фиг. 2
Редактор Н„ Мельникова Техред И.Моргентал
Заказ А602ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
Фиг. 5
Корректор |М„ Керецман
| Волков Р.А | |||
| и др„ Конвейеры, Справочник, Л., Машиностроение, 1984г, с, 325, рис | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
