Изобретение относится к обработке металлов давлением, в частности к изготовлению труб на редукционно-рас- тяжных станах.
Цель изобретения - расширение возможностей стана и тем самым обеспе- чение большего утонения стенки труб. На фиг. 1 изображен редукционный
стан; на фиг. 2 - скоростная характе- ю максимальным требуемым натяжением ристика стана по отношению п, /(п;-1).
Стан содержит клети 1, первые из которых имеют групповой привод в виде зубчатых передач 2, связанных с валом 3 главного двигателя 4, следующие од- 15 ния набора натяжения достаточно иметь
и в минимальном количестве клетей в с:тане, т.е. для труб наибольшего диаметра в сортаменте.
Для максимально быстрого прохождена-две клети 5 имеют индивидуальные двигатели 6, которые связаны с ними напрямую или через дифференциалы 7, связанные через зубчатые пары 8 с валом главного двигателя, и остальные (последние) клети 9 имеют дифференциально-групповой привод с дифференциалами 10, получающи ш вращение от главного двигателя и от вспомогательного 11. В такой конструкции воз- 25 либо в другой смежных клетях в зави- можно сохранение минимального межклетевого расстояния, как и в схеме стана с дифференциально-групповым приводом. При установке электродвигателей на одной из линий дифферен- 30 циального редуктора для одной-двух клетей стана очень незначительно увеличивается его общая мощность, даже, если мощность этих двигателей выбрана с большим запасом для обеспечения не- 35 обходимого уровня поддержания оборотов на валках.
С изменением режима натяжения изменяется число клетей, выполняющих функции тормозных, с помощью кото- 40 рых происходит набор натяжения. Опыт работы редукционно-растяжных станов, а также математическое моделирование процесса прокатки в них показывают.
симости от его уровня, например или в третьей или в четвертой. Вторая клеть с независимой регулировкой оборотов валков помогает в более широких пределах согласовать режим клетей с групповым приводом и последних клетей с дифференциально-групповым приводом, а также при необходимости оканчивать набор натяжения в третьей смежной клети. Такая схема является достаточной для максимального быстрого набора натяжения фактически во всем диапазоне его изменения от . до Z 0,7-0,8.
При прокатке труб с небольшим уровнем натяжения,.когда в тормозном режиме работы достаточно иметь минимальное количество клетей, наибольший перепад оборотов устанавличто количество этих клетей может быть 45 вается между группой клетей с группоот одной до пяти в зависимости от используемого уровня натяжения, условий и режимов прокатки.
Независимая регулировка числа оборотов валков клетей 5 стана позволя- gQ работы переводятся одна либо две клети с индивидуально-дифференциальным приводом, при этом наибольшее отношение оборотов соседних клетей (пик отношения оборотов) смещается на 1- 2 места в сторону клетей с дифференциально-групповым приводом.
ет максимально быстро достигать заданного уровня натяжения за счет полного использования их тормозных способностей. Кроме того, в силу переменных условий контактного взаимодей- ствия трубы с валками при переходе от тормозной группы клетей к тянущей, при прокатке труб разного диаметра в различном числе клетей и невозможности учета этих факторов одновременно для всех используемых режимов прокатки с помощью индивидуально регулируемого привода имеется возможность подстройки скоростного режима для максимального использования тянущих способностей клетей стана. Это особенно важно при прокатке труб с
максимальным требуемым натяжением
ния набора натяжения достаточно иметь
и в минимальном количестве клетей в с:тане, т.е. для труб наибольшего диаметра в сортаменте.
Для максимально быстрого прохождеза первыми клетями с групповым приводом одну-две клети с индивидуальным или индивидуально-дифференциальным приводом, зная достаточно точно, к какому месту оканчивается или должен оканчиваться набор натяжения в стане. Оснащение индивидуальным двигателем одной клети стана позволяет оканчивать набор натяжения в одной
либо в другой смежных клетях в зави-
симости от его уровня, например или в третьей или в четвертой. Вторая клеть с независимой регулировкой оборотов валков помогает в более широки пределах согласовать режим клетей с групповым приводом и последних клетей с дифференциально-групповым приводом, а также при необходимости оканчивать набор натяжения в третьей смежной клети. Такая схема является достаточной для максимального быстрого набора натяжения фактически во всем диапазоне его изменения от . до Z 0,7-0,8.
При прокатке труб с небольшим уровнем натяжения,.когда в тормозном режиме работы достаточно иметь минимальное количество клетей, наибольший перепад оборотов устанавливается между группой клетей с групповым и индивидуально-дифференциальным приводами. По мере роста натяжения и в области его максимальных используемых значений в тормозной режим
работы переводятся одна либо две клети с индивидуально-дифференциальным приводом, при этом наибольшее отношение оборотов соседних клетей (пик отношения оборотов) смещается на 1- 2 места в сторону клетей с дифференциально-групповым приводом.
Предлагаемый редукционный стан позволяет быстро достигать заданного уровня натяжения и тем самым большего утонения стенки прокатываемых труб. Это приводит к уменьшению длины и веса утолщенных концов при одинаковых режимах прокатки;
Формула изобретения Редукционный стан, содержаащй ряд последовательно расположенных валковых клетей, групповой привод первых
клетей и дифференциально-групповой привод последних клетей, отличающийся тем, что, с целью расширения возможности стана и тем самым обеспечения большего утонения стенки труб, привод одной-двух клетей, следующих за первыми с групповым приводом, выполнен индивидуальным или индивидуально-дифференциальным.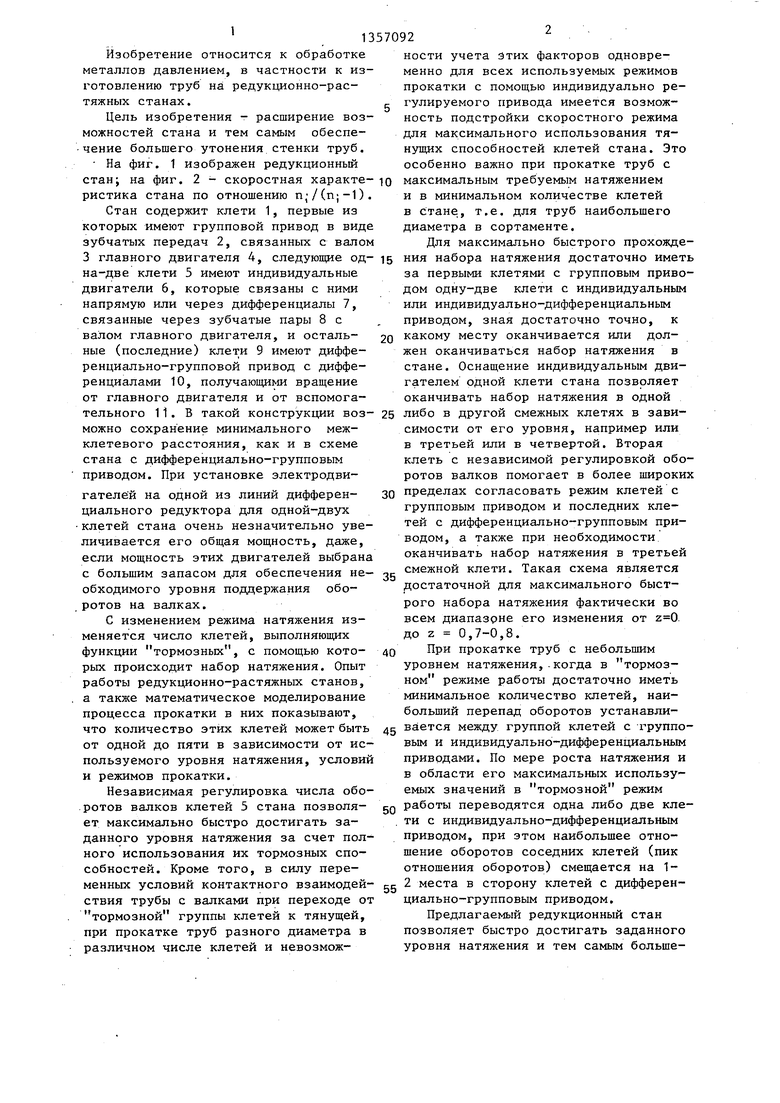
| название | год | авторы | номер документа |
|---|---|---|---|
| Дифференциально-групповой привод редукционного стана | 1976 |
|
SU662171A1 |
| Редукционный стан | 1966 |
|
SU495106A1 |
| Редукционный стан | 1971 |
|
SU1607986A1 |
| СПОСОБ МИНИМИЗАЦИИ УТОЛЩЕННЫХ КОНЦОВ ПРИ ПРОКАТКЕ ТРУБ В РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 1999 |
|
RU2224607C2 |
| Групповой привод непрерывного прокатного стана | 1966 |
|
SU237084A1 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
| Способ редуцирования труб с натяжением | 1987 |
|
SU1488044A1 |
| ЛИНЕЙНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 1996 |
|
RU2155644C2 |
| Дифференциально-групповой привод непрерывного прокатного стана | 1977 |
|
SU753506A1 |
| ДИФФЕРЕНЦИАЛЬНО-ГРУППОВОЙ ПРИВОД РЕДУКЦИОННОГОСТАНА | 1966 |
|
SU188460A1 |
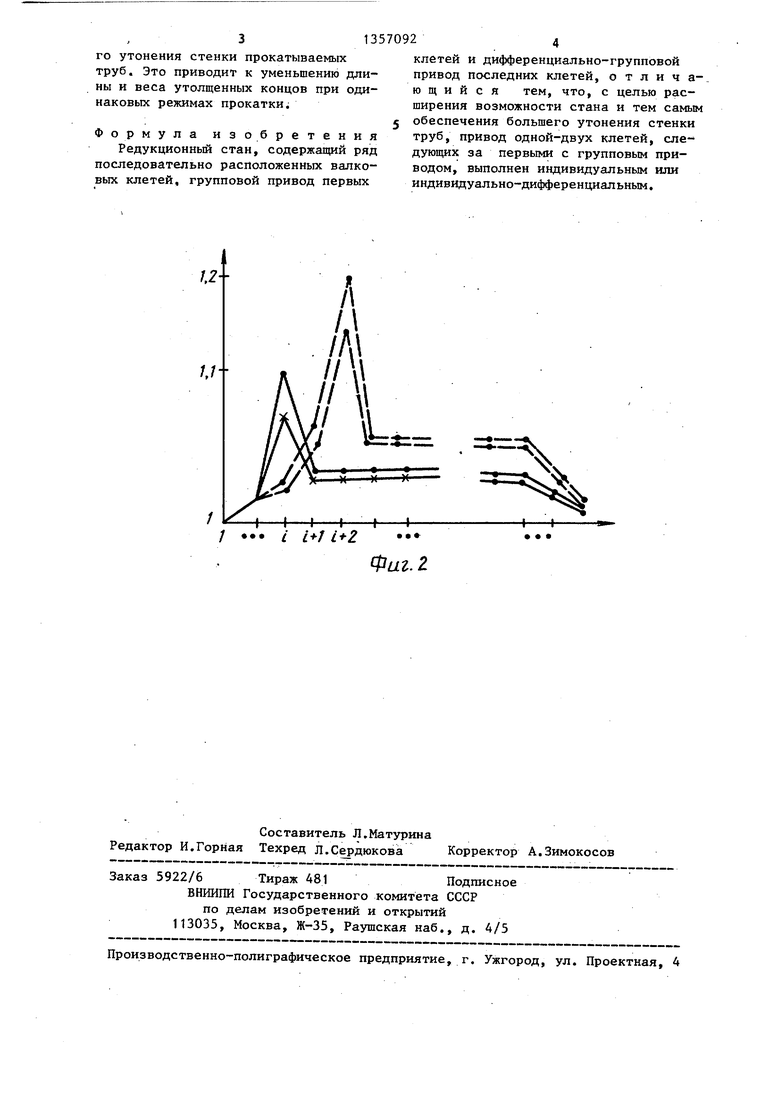
Изобретение относится к области обработки металлов давлением и касается изготовления труб на редукцион- но-растяжных станах. Цель изобретения - расширение возможностей стана и тем самым обеспечение большего утонения стенки труб. Редукционный стан содержит первые клети 1 с групповым приводом в виде зубчатьгх передач 2, связанных с валом 3 главного двигателя 4. За ними установлены одна-две .клети 5, имеющие привод от индивидуальных двигателей 6 напрямую или че- рез дифференциалы 7, связанные через зубчатые пары 8 с валом главного двигателя. Остальные клети 9 имеют дифференциально-групповой привод с дифференциалами 10, получающими вращение от главного двигателя и от вспомогательного двигателя 11. 2 ил. S § (П III III Т /
;,
- .
/ / i+J i+Z
fpaz.Z
| Устройство для исследования бактериальных аэрозолей | 1982 |
|
SU1054408A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Дифференциально-групповой привод редукционного стана | 1975 |
|
SU520140A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
