1357096
зобретение относится к металлурчн п л ч и п g т м
ного оборудования.
Цель изобретения - повышение безопасности и сокращение продолжительности смены в случае поломки валка.
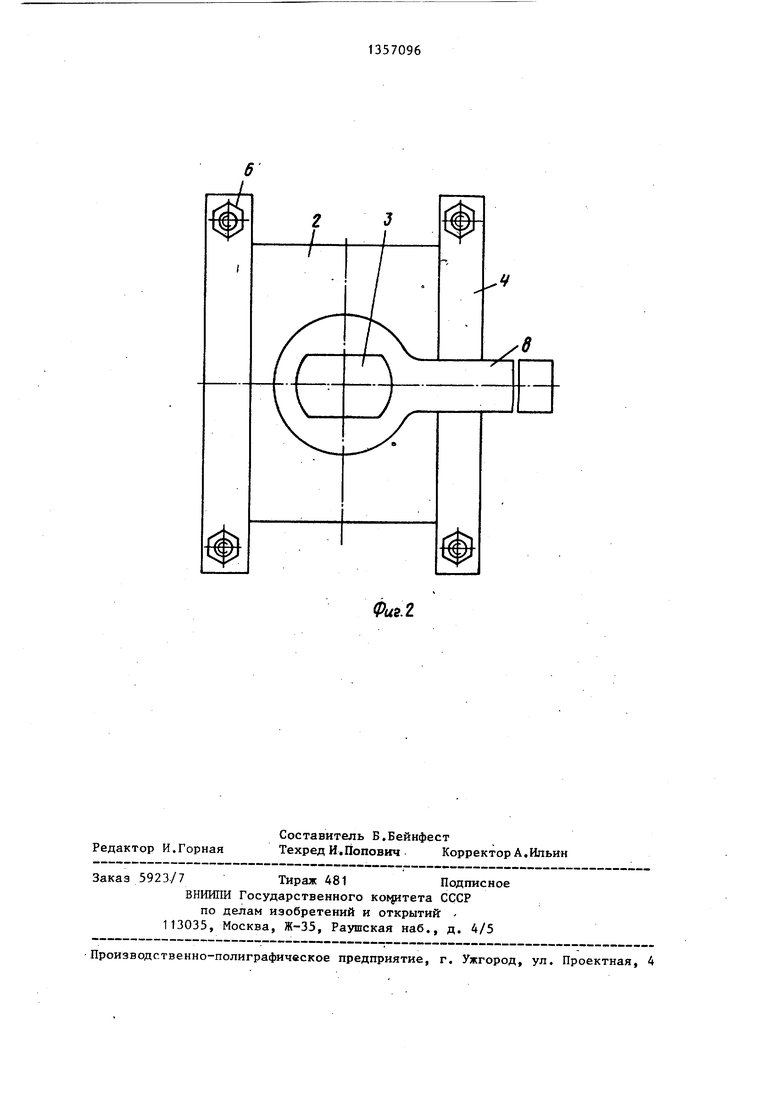
На фиг.1 и 2 показан сломанный опорный валок при предварительной стяжке его подушек, соответственно вид сбоку и в торец.
Опорный валок 1 четырехвалковой клети снабжен подушками 2 и имеет ко.нцевые части 3 в форме, например, трефы или цилиндра с лысками. Имеютс пластины 4, опирающиеся на подушки 2 в которые пропущены четыре тяги 5, на концах которых выполнена резьба и закреплены гайки 6, и поверхность 7 излома. На концевых част5гх валка посажены рычаги 8, осью валка является ось 9. Тяги 5 могут быть выполнены в виде гидроцилиндров с соответствующими захватами относительно подушек 2 Способ смены горизонтального прокатного валка осуществляют следующим образом.
Во время работы четырехвалковой прокатной клети с закрытой станиной происходит поломка опорного валка 1, например, по его бочке на поверхности 7. Выключают прокатную клеть, на подушки 2 устанавливают пластины 4, соединяют их тягами 5. Если из-за проворота после поломки происходит смещение поверхности 7 валка по мест излома, устанавливают рычаги 8 на концевые части 3 опорного валка и поворачивают части сломанного валка до полного совмещения поверхности 7 излома. После этого гайками 6 стягивают подушки 2 валка и взаимно фиксируют его части с усилием, достаточным для исключения рассоединения валка по месту излома под его собственным весом. Далее осуществляют смену валка 1 как целого с подушками 2 в направлении оси 9 с использованием известных механизмов.
Пример. В прокатной клети чистовой группы широкополосового стана 2000 горячей прокатки происходит поломка верхнего опорного.валка. Валок имеет массу 41 т, две подушки - 30 т. Перед сменой валка на подушки 2 устанавливают четыре пластины 4, через них пропускают четыре тяги 5 диаметром 50 мм и гайками 6 стягивают и фиксируют части сломанного валка. После этого валок перемещают в направлении оси 9 с использованием известных механизмов. Все подготови- тельные операции (установку пластин 4, тяг 5 и стягивание подушек гайками 6) осуществляют без остановки чисг товой группы в целом, из работы исключают только указанную клеть. Тем самым процесс смены сломанного опорного валка осуществляют за 30-40 мин вместо 5-6 ч.
25
30
Безопасные условия труда при смене горизонтальных валков по предлагаемому способу создаются благодаря тому, что сломанный валок при его смене представляет единое целое, и тем самым исключается известное из практики непредвиденное падение громоздких частей сломанного валка.
Формула
изо
р ё т е н и я
35
40
45
Способ смены горизонтального прокатного валка, преимущественно из клети закрытого типа, включающий извлечение валка с подушками посредством перемещения в направлении его оси, отл. ичающ-ийся тем, что, с целью повьШ1ения безопасности и сокращения продолжительности смены в случае поломки вала, предварительн части сломанного валка,взаимным осевым поворотом совмещают по поверхнрс тям излома, после чего стягивают и взаимно фиксируют их вместе с подушками приложением осевого усилия и в таком состоянии извлекают из клети.
Редактор И.Горная
Составитель Б.Бейнфест
Техред И.Попович Корректор А.Ильин
Заказ 5923/7Тираж 481Подписное
ВНИИПИ Государственного кo fнтeтa СССР
по делам изобретений и открытий - 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фи9.2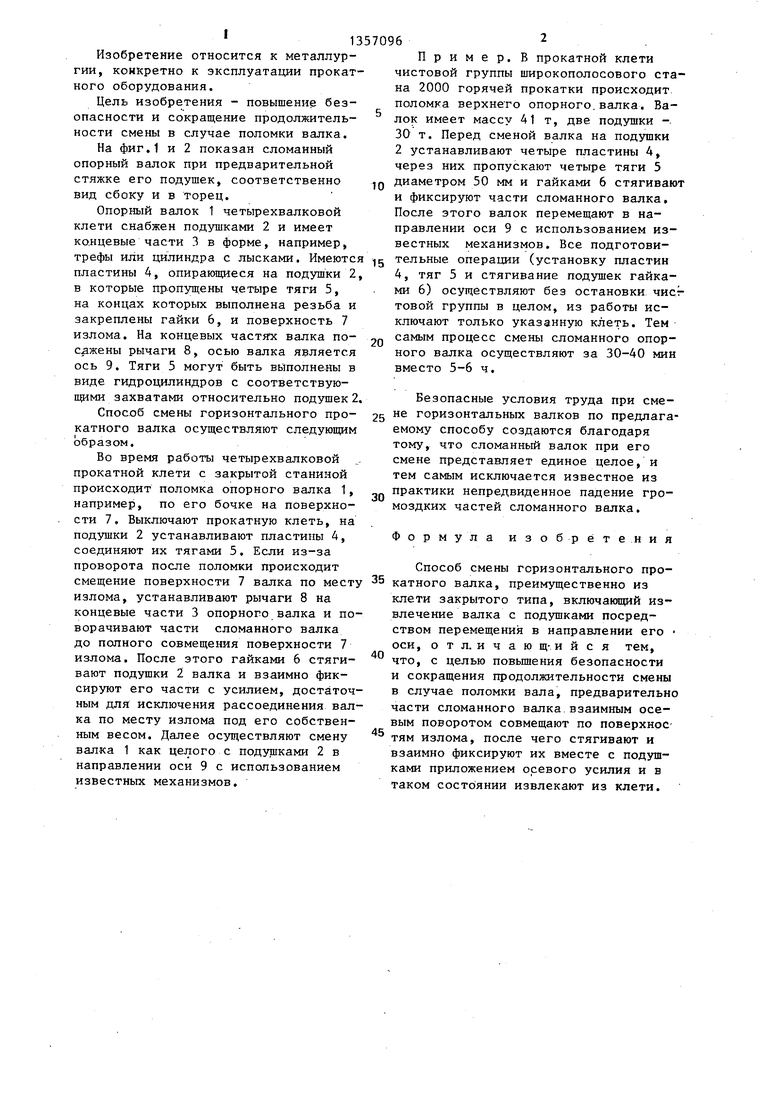
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета вертикального валка предварительно напряженной клети бесстанинного типа | 1981 |
|
SU956077A1 |
| УСТРОЙСТВО ИЗГИБА ВАЛКОВ | 2006 |
|
RU2402394C2 |
| ЧЕТЫРЕХВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 2004 |
|
RU2260489C1 |
| Способ настройки рабочей клети кварто листового прокатного стана | 1985 |
|
SU1329848A1 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1996 |
|
RU2103079C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1996 |
|
RU2103080C1 |
| Валковый узел прокатной клети | 1989 |
|
SU1690874A1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| СПОСОБ УВЕЛИЧЕНИЯ СОРТАМЕНТА ПРОКАТА ОБОРУДОВАНИЯ ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И ПРЕДНАЗНАЧЕННОЕ ДЛЯ ЭТОГО ОБОРУДОВАНИЕ | 2003 |
|
RU2344890C2 |
Изобретение относится к области металлургии, конкретно к эксплуатации прокатного оборудования. Цель изобре4 / 8 тения - повьшение безопасности и сокращение продолжительности смены в случае поломки валка. Части валка 1, сломавшегося в процессе эксплуатации, не извлекают из клети закрытого типа порознь, что трудоемко и небезопасно, а предварительно поворотом вокруг оси 9 совмещают по поверхностям излома 7, после чего стягивают и взаимно фиксируют вместе с подушками с помощью пластин 4 и тяг 5 осевым усилием, достаточным для предотвращения их рассоединения при транспортировке под действием собственного веса. Дальнейшее извлечение валка из клети осуществляют как целого валка известными методами. 2 ил. 7 ел У СА ел о ;о 05 Фиг.Г 9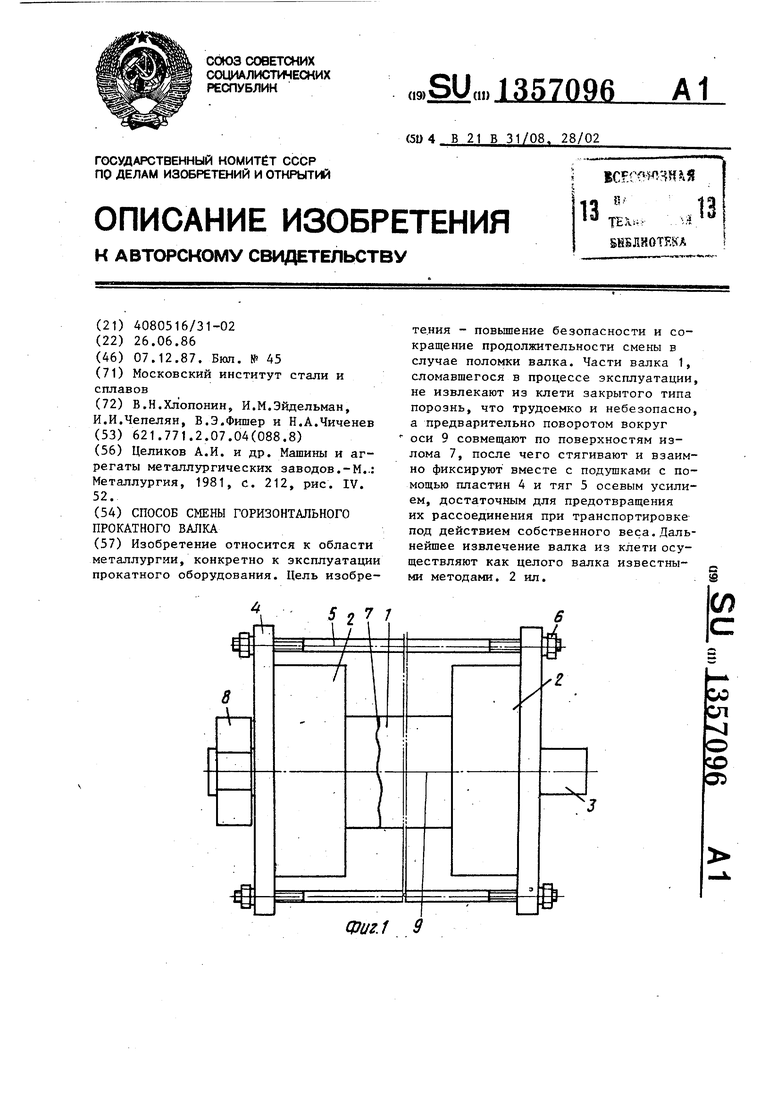
| Целиков А.И | |||
| и др | |||
| Машины и агрегаты металлургических заводов,-М..: Металлургия, 1981, с | |||
| Приспособление для записи звуковых колебаний | 1921 |
|
SU212A1 |
| IV | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
