ON О О 00
VI -N
Изобретение относится к обработке металлов давлением на прокатном оборудовании, а именно к четырехвалковым клетям листопрокатных непрерывных и реверсивных станов.
Цель изобретения - увеличение долговечности валкового узла за счет стабилизации осевого положения рабочих валков в . клети при прокатке одного типоразмера полос и равномерного распредепения осеаых нагрузок на подшипники валков. На чертеже изображен валковый узел с подушками и механизмом осевой фиксации.
Валковый узел прокатной клети состоит из опорных валков 1 с подушками 2 и 3, между боковин 4-7 проемов которых с возможностью осевого Смещения установлены рабочие валки б с подушками 9 и 10. Причем боковые направляющие 1 и 12 подушек 9 сопряжены с внутренними направляющими 13 и 14 боковин 4 и 5 проемов под равными, но противоположно направлен ны ми углами к оси валка. В системе осевой фиксации рабочих валков между заплечиками 15 подушек 9 и защелками 16 предусмотрен люфт суммарной величиной 20 мм, з пределах которого обеспечивается возможность осевого смещения и самоустановки рабочих валков.
Для осевой фиксации рабочих валков после их самоустановки и действия минимальных осевых нагрузок при установившемся процессе прокатки, в защелках 16 выполнены расточки 17, в которых установлены с возможностью осевого смещения упорные болты 18, а клиновые боковые направляющие 11 и 12 подушек 9 установлены с возможностью осевого смещения относительно подушек 9 посредством винтового механизма 19, расположенного на каждой подушке и связанного с клиновой направляющей посредством тяги 20. Гайка 21 выполнена в расточке основания заплечика 15, а винтовая часть механизма выполнена на тяге 20, которая установлена с возможностью вращения и связана с клиновой направляющей 11 или 12 посредством сухаря 22.
На чертеже со стороны привода валков направляющие 23 и 24 боковин б и 7 проемов подушек 3 и сопряженные с ними боковые направляющие 25 и 26 подушек 10 рабочих валков выполнены без уклона к продольной оси валка.
Валковый узел прокатной клети работает следующим образом.
При завалке рабочих валков 8 их подушки 9 и 10 устанавливают в проемах подушек 2 и 3 опорных валков 1, между боковыми внутренними направляющими 13 и 14, 23 и 24 боковин 4 и 5, 6 и 7 соответственно.
которые контактируют с клиновыми направляющими 11 и 12, занимающими среднее положение в поле зазора их осевого смещения относительно подушки 9. Упорные болты 18 установлены в положении, обеспечивающем максимальное осееое смещение рабочих валков с подушками.
3 процессе настройки клети и прокатки первой полосы рабочие валки с подушками
самоустанавливаются в горизонтальной плоскости относительно парных опорных валков и прокатываемой полосы, смещаясь в поле люфта между заплечиками 15 и защелками 16 в осевом направлении в сторону, противоположную приводу. При этом подушки 9 и 10 рабочих валков 8 своими боковыми направляющими 12 и 26 или 11 и 25 прижимаются соответственно к направляющим 14 и 14 или 13 и 23. Например, при
прокатке в направлении, показанном на чертеже,контактируют направляющие 12 и 26с направляющими 14 и 24и при самоустановке рабочих валков и их осевом смещении между направляющими 11 и 13 образуется
поперечный зззор. После самоустановки взлков при установившемся процессе между заплечиками 15; защелками 16 и направляющими 13 и 14 также образуется осевой зазор.
Чтобы обеспечить осевую фиксацию рабочих валков от смещения к стороне привода валков, при установившемся процессе смещают в осевом направлении боковую направляющую 11 до контактирования с направляющей 13. Для этого вращают в соответствующую сторону тягу 20, которая, смещаясь относительно неподвижной гайки 21, посредством сухаря 22 смещает в ту или другую сторону направляющую 11. Обеспечение осевой фиксации рабочих валков от смещения в противоположную сторону достигается осевым смещением болтов 18 относительно защелок 16. Смещение болтов проводят до их контактирования с заплечиками 15 подушек 9 рабочих валков,
Для конкретной пары подушек опорных заяков, в случае ее использования в одной и той же прокатной клети, расположение подвижных клиновых направляющих 11 и 12
на подушках рабочих валков позволяет проводить только одну настройку и осевую фиксацию каждой подушки рабочего валка, закрепленной за этими опорными подушками. В дальнейшем при прокатке одного типоразмера полос рабочие валки будут занимать вполне определенное осевое положение относительно направляющих 13 и 14 боковин проемов м осевых фиксаторов 16.
Установка клиновых направляющих 11 и 12 с противоположным уклоном обеспечивает как осевую фиксацию валков от смещения к приводу за счет расклинивания, так и способствует более простой перевалке ра- бочих валков за счет Л-образного захода их подушек в проем.
Установка болтов на каждой защелке исключает возникновение изгибающего момента от осевых нагрузок, действующих на подушках и их подшипниках.
При использовании данной конструкции на реверсивной клети валковая система работает аналогичным образом. Изменение параметров прокатки при различных прохо- дах полосы компенсируют за счет люфта, который создается при осевой фиксации рабочего валка, в интервале 2-5 мин. Этим обеспечивается возможность корректирующей самоустановки рабочих валков. Практи- кой установлено, что осевое смещение рабочих валков при прокатке на величину, большую 5 мм, оказывает отрицательное влияние на качество полосы.
Предлагаемая конструкция валкового узла прокатной клети по сравнению с известными обеспечивает увеличение долговечности рабочих валков и их подшипников, а также улучшение качества полосы за счет стабилизации ее положения в клети относи- тельно оси прокатки.
Валковые узлы позволяют сократить расход дорогостоящих рабочих валков и их подшипников за счет снижения пиковых значений осевых нагрузок, равномерного их распределения по рядам роликов и уменьшения износа составных элементов опорных узлов. Снижается себестоимость проката за счет сокращения внеплановых перевалок ваиков.
Формула изобретения Валковый узз/t прокатной клети, содержащий спорные и рабочие вэлхи, подушки опорных валков с защелками ОГ.РНОЙ фиксации рабочих валков и с прсемяпи. между боковинами kOTODbsx с РОЗМОЖНОСТЬЮ осевого смещения установлены подушки рабочих валкое, по меньшей мере одча из которых контактирует с боковиной проема через клиноьую пару, один из клиньев которой расположен на подушке рабочего валка, а другой на боковине проема подушки опорного валка, причем один из клиньев выполнен подвижным, отличающийся тем, что, с целью увеличения долговечности валкового узла за счет стабилизации осевого положения рабочих валков в клети при прокатке одного типоразмера полос и равномерного распрздсленил осевых нагоузок на подшипники валков, подвижный клин размещен на подушке рабочего залка, а в каждой защелке установлен упорный болт.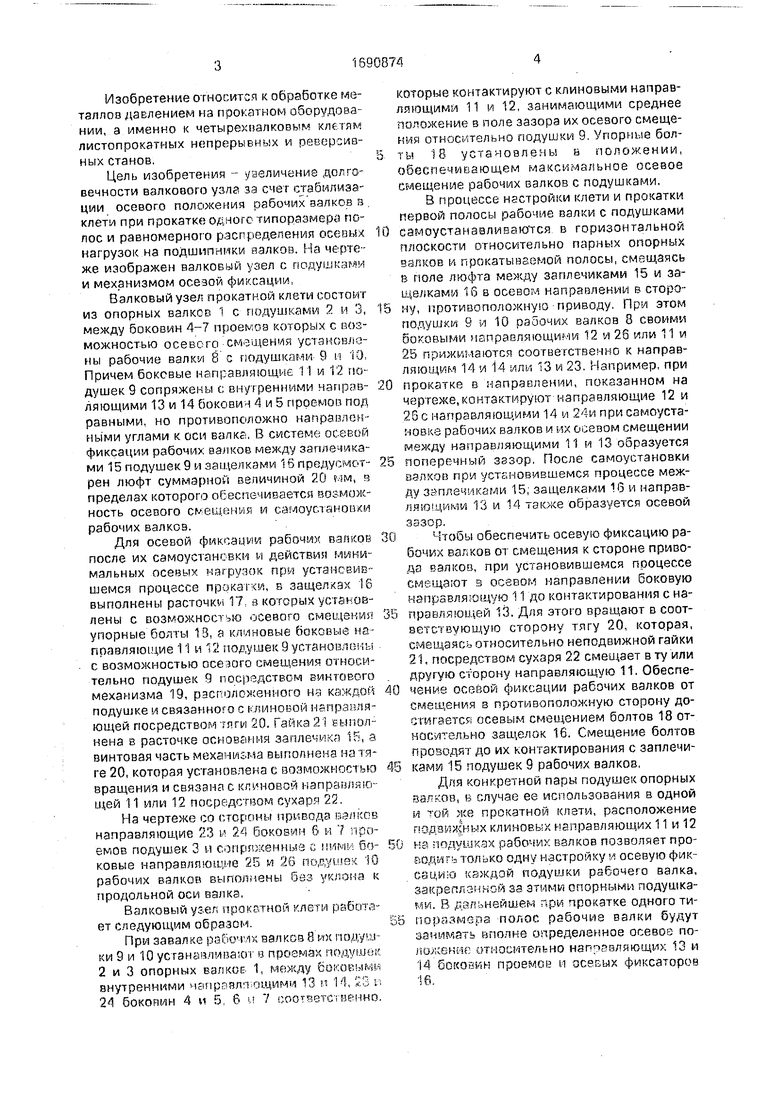

| название | год | авторы | номер документа |
|---|---|---|---|
| Опорный узел рабочего валка прокатной клети | 1977 |
|
SU865447A1 |
| Валковый узел прокатной клети | 1984 |
|
SU1235574A1 |
| Способ настройки клети кварто непрерывного полосового стана при прокатке полос одного типоразмера | 1986 |
|
SU1419775A1 |
| ОПОРНЫЙ УЗЕЛ РАБОЧЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2147473C1 |
| РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1992 |
|
RU2014919C1 |
| Узел подушек рабочих и опорных валков прокатной клети кварто | 1985 |
|
SU1329856A1 |
| УЗЕЛ ОСЕВОЙ ФИКСАЦИИ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1995 |
|
RU2086320C1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1570810A1 |
| ВАЛКОВЫЙ УЗЕЛ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1997 |
|
RU2115493C1 |
| Узел подушек рабочих и опорных валков клетей кварто прокатного стана | 1981 |
|
SU1091955A1 |
Изобретение относится к обработке металлов давлением на прокатном оборудовании, а точнее к четырехвалковым клетям листопрокатных непрерывных и реверсивных станов. Цель изобретения - увеличение долговечности валков и подшипников за счет стабилизации осевого положения рабочих валков в клети при прокатке одного типоразмера полос и равномерного распределения осевых нагрузок на подшипники валков. Перед прокаткой первой полосы между заплечиками 15 и болтами 18 установлен определенный люфт. При прокатке валки 8 смещаются в сторону люфта. Происходит самоустановка валков 8. Это положение фиксируют клиновыми направляющими 11 и 12. Данное устройство позволяет зафиксировать то оптимальное положение рабочих валков с подушками в клети, при котором после их самоустановки при установившемся режиме валковый узел испытывает наименьшие по величине значения осевых нагрузок при переходных процессах прокатки. Это обеспечивает стабилизацию полосы относительно оси прокатки, улучшение ее качественных характеристик, предот- вращает телескопичность в рулонах и снижает себестоимость 1 ил. (Л с
| Валковый узел прокатной клети | 1984 |
|
SU1235574A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для осевого перемещения рабочего прокатного валка | 1984 |
|
SU1215780A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
